

ຄວາມໜືດແມ່ນຄຸນສົມບັດຫຼັກທີ່ຄວບຄຸມປະສິດທິພາບຂອງສ່ວນປະສົມຄອນກີດສົດ, ເຊິ່ງມີອິດທິພົນຕໍ່ທຸກຢ່າງຕັ້ງແຕ່ຄວາມສາມາດໃນການສູບນ້ຳຈົນເຖິງຄວາມຕ້ານທານຕໍ່ການແຍກຕົວ. ເບິ່ງການວິເຄາະທີ່ສົມບູນແບບກ່ຽວກັບວິທີການເຂົ້າໃຈຢ່າງລະອຽດ ແລະ ການຄຸ້ມຄອງຄວາມໜືດຂອງຄອນກີດຢ່າງຕັ້ງໜ້າສາມາດປະກອບສ່ວນເຂົ້າໃນປະສິດທິພາບໃນການດຳເນີນງານ, ຄຸນນະພາບຜະລິດຕະພັນສຸດທ້າຍ, ແລະ ຕົ້ນທຶນຂອງໂຄງການໂດຍລວມ. ເຕັກໂນໂລຊີການວັດແທກໃນສາຍຕໍ່ເນື່ອງ ແລະ ວິທີການທີ່ຂັບເຄື່ອນດ້ວຍຂໍ້ມູນເພື່ອຂະບວນການປະສົມຄອນກີດສາມາດຮັບປະກັນຄວາມສອດຄ່ອງ ແລະ ຄວາມສອດຄ່ອງ ເພື່ອບັນລຸຜະລິດຕະພັນສຸດທ້າຍທີ່ແຂງແຮງ, ທົນທານ ແລະ ໜ້າເຊື່ອຖື.
ຄວາມຈຳເປັນຂອງການຄຸ້ມຄອງຄວາມໜືດທາງວິທະຍາສາດໃນການປະສົມ
ຄວາມຕ້ອງການຂອງອຸດສາຫະກຳກໍ່ສ້າງສຳລັບວັດສະດຸທີ່ມີຄຸນສົມບັດຂັ້ນສູງ ເຊັ່ນ: ຄອນກີດທີ່ມີຄວາມແຂງແຮງສູງ (HPC), ຄອນກີດທີ່ລວມຕົວດ້ວຍຕົນເອງ (SCC), ແລະ ສ່ວນປະສົມທີ່ເສີມດ້ວຍເສັ້ນໄຍພິເສດ ໄດ້ເປີດເຜີຍຂໍ້ຈຳກັດຂອງມາດຕະການຄວບຄຸມຄຸນນະພາບແບບດັ້ງເດີມ. ເປັນເວລາເກືອບໜຶ່ງສະຕະວັດແລ້ວ, ການທົດສອບການຕົກตะกอนໄດ້ເປັນວິທີມາດຕະຖານສຳລັບການປະເມີນຄວາມສາມາດໃນການໃຊ້ງານຂອງຄອນກີດສົດ. ໃນຂະນະທີ່ງ່າຍດາຍ ແລະ ຄຸ້ນເຄີຍ, ການທົດສອບພາລາມິເຕີດຽວນີ້ແມ່ນບໍ່ພຽງພໍໂດຍພື້ນຖານສຳລັບການລະບຸລັກສະນະພຶດຕິກຳການໄຫຼທີ່ສັບສົນຂອງຄອນກີດທີ່ທັນສະໄໝ, ເຊິ່ງມັກຈະໃຫ້ຜົນໄດ້ຮັບທີ່ຫຼອກລວງທີ່ບໍ່ສາມາດຄາດຄະເນປະສິດທິພາບທີ່ແທ້ຈິງຂອງສ່ວນປະສົມໃນສະຖານທີ່ໄດ້.
ການໄຫຼ ແລະ ການຜິດຮູບຂອງຄອນກີດສົດ, ເຊິ່ງເອີ້ນກັນວ່າ ຄວາມໜຽວຂອງຄອນກີດ, ແມ່ນມີຄວາມສຳຄັນຫຼາຍຕໍ່ປະສິດທິພາບຂອງມັນ. ປັດໄຈຫຼັກທີ່ມີອິດທິພົນຕໍ່ຄວາມໜຽວຂອງຄອນກີດແມ່ນຢູ່ທີ່ຄວາມໜຽວຂອງຄອນກີດໃນການປະສົມ, ເຊິ່ງກຳນົດວ່າສ່ວນປະສົມຄອນກີດມີພຶດຕິກຳແນວໃດຕັ້ງແຕ່ການປະສົມເບື້ອງຕົ້ນຈົນເຖິງການວາງສຸດທ້າຍໃນແບບຫລໍ່. ປ່ຽນການທົດສອບແບບອັດຕະວິໄນ ແລະ ການທົດສອບແບບປະສົບການດ້ວຍເທັກໂນໂລຢີການຮັບຮູ້ທີ່ມີຄວາມແນ່ນອນຢ່າງຕໍ່ເນື່ອງ ເພື່ອການວັດແທກຄວາມໜຽວທີ່ຖືກຕ້ອງກວ່າ.
1. ຫຼັກການພື້ນຖານຂອງການໄຫຼຂອງຄອນກີດ
1.1 ການກຳນົດຄວາມໜືດໃນນ້ຳທີ່ສັບສົນ
ເພື່ອເຂົ້າໃຈລັກສະນະການໄຫຼຂອງຄອນກີດສົດ, ກ່ອນອື່ນໝົດ, ມັນຈຳເປັນຕ້ອງຮັບຮູ້ວ່າມັນບໍ່ແມ່ນຂອງແຫຼວທຳມະດາ, ແຕ່ເປັນນ້ຳລະລາຍທີ່ມີຄວາມເຂັ້ມຂຸ້ນສູງ, ມີຄວາມແຕກຕ່າງກັນຂອງອະນຸພາກແຂງໃນນ້ຳທີ່ມີຄວາມໜຽວ. ໄລຍະຕໍ່ເນື່ອງ, ຫຼື ແມັດຕຣິກ, ໃນຄອນກີດແມ່ນການລະລາຍຂອງອະນຸພາກລະອຽດ - ລວມທັງເມັດຊີມັງ (ມີເສັ້ນຜ່າສູນກາງສະເລ່ຍປະມານ 15µm), ສານເຕີມແຕ່ງແຮ່ທາດ (ເຊັ່ນ: ຊິລິກາຟູມທີ່ມີເສັ້ນຜ່າສູນກາງສະເລ່ຍ 0.15µm), ແລະອະນຸພາກດິນຊາຍທີ່ມີຂະໜາດນ້ອຍກວ່າ 100µm - ທີ່ກະຈາຍຢູ່ໃນນ້ຳທີ່ມີສ່ວນປະສົມທາງເຄມີ. ພຶດຕິກຳການໄຫຼຄວບຄຸມພຶດຕິກຳການໄຫຼໂດຍລວມໂດຍກົງ ແລະ ຄວາມສາມາດໃນການປຸງແຕ່ງຂອງສ່ວນປະສົມຄອນກີດທັງໝົດ.
ບໍ່ເຫມືອນກັບນໍ້າຢານິວຕັນ ເຊິ່ງມີຄວາມໜືດຄົງທີ່ໃນອັດຕາການຕັດໃດໆ, ຄອນກີດສະແດງພຶດຕິກຳທີ່ບໍ່ແມ່ນນິວຕັນ. ຄວາມຕ້ານທານຕໍ່ການໄຫຼຂອງມັນບໍ່ແມ່ນຄ່າຄົງທີ່ດຽວ. ຄຳວ່າ "ຄວາມໜືດທີ່ປາກົດ" ອະທິບາຍເຖິງອັດຕາສ່ວນລະຫວ່າງຄວາມກົດດັນຂອງການຕັດທີ່ໃຊ້ ແລະ ອັດຕາການຕັດທີ່ເກີດຂຶ້ນ. ຄວາມໜືດທີ່ປາກົດນີ້ປ່ຽນແປງເປັນໜ້າທີ່ຂອງອັດຕາການຕັດ ແລະຄວາມເຂັ້ມຂຸ້ນຂອງອະນຸພາກແຂງພາຍໃນລະງັບ, ເຊັ່ນດຽວກັນກັບລະດັບຂອງການຕົກຕະກອນຂອງອະນຸພາກ. ສຳລັບຈຸດປະສົງການປະຕິບັດ, ຄຸນສົມບັດການໄຫຼຂອງຄອນກີດສົດແມ່ນມີລັກສະນະດີທີ່ສຸດໂດຍຮູບແບບສອງພາລາມິເຕີ, ເຊິ່ງໃຫ້ຄຳອະທິບາຍທີ່ສົມບູນ ແລະ ເປັນປະໂຫຍດຫຼາຍກວ່າການວັດແທກຄ່າດຽວ.
1.2 ຮູບແບບການໄຫຼວຽນທີ່ສຳຄັນ: Bingham ແລະ ອື່ນໆ
ການໄຫຼຂອງຄອນກີດສົດແມ່ນຖືກອະທິບາຍຢ່າງກວ້າງຂວາງ ແລະ ມີປະສິດທິພາບໂດຍຮູບແບບການໄຫຼຂອງນໍ້າ Bingham, ເຊິ່ງສະໜອງສອງຕົວກໍານົດການທາງດ້ານການໄຫຼພື້ນຖານເພື່ອອະທິບາຍພຶດຕິກໍາຂອງມັນຄື: ຄວາມກົດດັນຂອງຜົນຜະລິດ ແລະ ຄວາມໜືດຂອງພາດສະຕິກ. ສອງຕົວກໍານົດເຫຼົ່ານີ້ສະແດງລັກສະນະສອງຢ່າງຂອງການໄຫຼຂອງຄອນກີດ.
-
ຄວາມເຄັ່ງຕຶງຂອງຜົນຜະລິດ (τ0): ພາລາມິເຕີນີ້ສະແດງເຖິງຄວາມເຄັ່ງຕຶງຂອງແຮງຕັດຕໍ່າສຸດທີ່ຕ້ອງໃຊ້ກັບຄອນກີດສົດກ່ອນທີ່ມັນຈະເລີ່ມໄຫຼ. ມັນແມ່ນແຮງທີ່ຕ້ອງການເພື່ອທຳລາຍພັນທະລະຫວ່າງອະນຸພາກຊົ່ວຄາວ ແລະ ເລີ່ມຕົ້ນການເຄື່ອນໄຫວ. ສ່ວນປະສົມທີ່ມີຄວາມເຄັ່ງຕຶງຂອງຜົນຜະລິດສູງຈະຮູ້ສຶກແຂງ ແລະ ຕ້ານທານການເຄື່ອນໄຫວໃນເບື້ອງຕົ້ນ, ໃນຂະນະທີ່ຄວາມເຄັ່ງຕຶງຂອງຜົນຜະລິດຕໍ່າຊີ້ບອກເຖິງສ່ວນປະສົມທີ່ສາມາດໄຫຼໄດ້ສູງ ແລະ ຈະແຜ່ລາມພາຍໃຕ້ນ້ຳໜັກຂອງມັນເອງ.
-
ຄວາມໜືດຂອງພາດສະຕິກ (μp): ນີ້ແມ່ນມາດຕະການຄວາມຕ້ານທານຂອງວັດສະດຸຕໍ່ກັບການໄຫຼຢ່າງຕໍ່ເນື່ອງເມື່ອຄວາມກົດດັນຂອງຜົນຜະລິດໄດ້ຖືກເອົາຊະນະ. ມັນຖືກສະແດງໂດຍຄວາມຊັນຂອງຄວາມສຳພັນເສັ້ນຊື່ລະຫວ່າງຄວາມກົດດັນຂອງແຮງຕັດ ແລະ ອັດຕາການຕັດ. ຄວາມໜືດຂອງພາດສະຕິກວັດແທກແຮງສຽດທານພາຍໃນ ແລະ ແຮງຕ້ານຄວາມໜືດພາຍໃນຂອງແຫຼວ, ເຊິ່ງມີຄວາມສຳຄັນຫຼາຍສຳລັບຂະບວນການຕ່າງໆເຊັ່ນ: ການສູບ ແລະ ການສຳເລັດຮູບ.
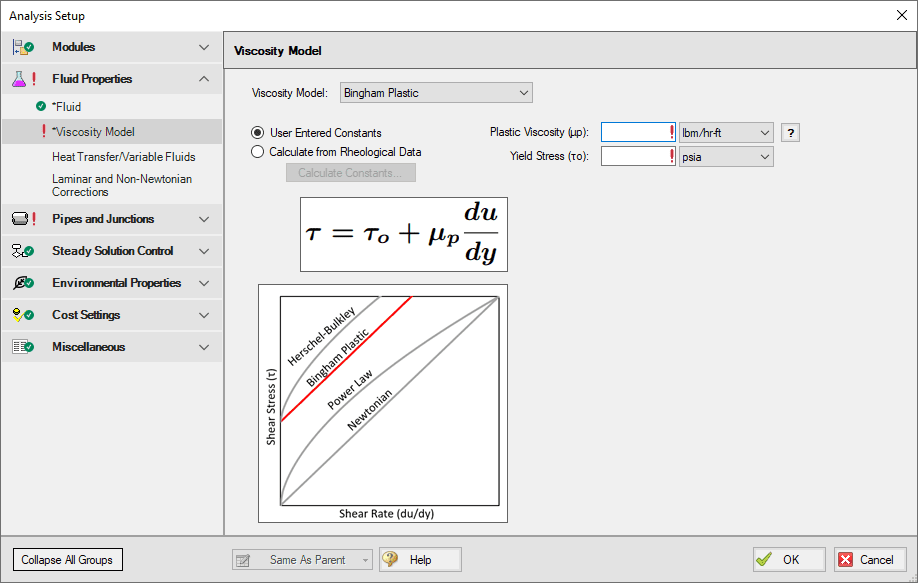
ສຳລັບການນຳໃຊ້ທີ່ກ້າວໜ້າຫຼາຍຢ່າງ, ເຊັ່ນ: ການປະສົມທີ່ມີຄວາມໄຫຼສູງ ຫຼື ການປະສົມທີ່ມີຄວາມໜາຂອງແຮງຕັດ, ຮູບແບບທີ່ສັບສົນກວ່າເຊັ່ນ: ຮູບແບບ Herschel-Bulkley ອາດຈະຖືກນໍາໃຊ້. ຮູບແບບນີ້ມີຕົວກໍານົດການ rheological ສາມຢ່າງຄື: ຄວາມເຄັ່ງຕຶງຂອງຜົນຜະລິດ, ສໍາປະສິດຄວາມສອດຄ່ອງ, ແລະ ຕົວຊີ້ຄວາມສອດຄ່ອງ - ທີ່ສາມາດອະທິບາຍຄວາມເຄັ່ງຕຶງຂອງຜົນຜະລິດ, ຄວາມໜືດທີ່ແຕກຕ່າງກັນ, ແລະ ລະດັບຄວາມໜາຂອງແຮງຕັດໄດ້ຢ່າງມີປະລິມານ. ຢ່າງໃດກໍຕາມ, ສໍາລັບຄອນກີດແບບດັ້ງເດີມ ແລະ ຄອນກີດທີ່ມີປະສິດທິພາບສູງສ່ວນໃຫຍ່, ຮູບແບບ Bingham ໃຫ້ຂອບການເຮັດວຽກທີ່ແຂງແຮງ ແລະ ໃຊ້ໄດ້ຈິງສໍາລັບການຄວບຄຸມຄຸນນະພາບ.
ການອີງໃສ່ຕົວກໍານົດຄູ່ເຫຼົ່ານີ້ເນັ້ນໃຫ້ເຫັນເຖິງຄວາມບໍ່ພຽງພໍພື້ນຖານຂອງການຄວບຄຸມຄຸນນະພາບແບບດັ້ງເດີມ. ຕົວຢ່າງ, ການທົດສອບການຕົກຕໍ່າແມ່ນການວັດແທກຈຸດດຽວທີ່ເປັນໜ້າທີ່ຂອງຄວາມກົດດັນຜົນຜະລິດຂອງສ່ວນປະສົມ. ນີ້ໝາຍຄວາມວ່າສ່ວນປະສົມທີ່ມີການຫຼຸດລົງທີ່ເໝາະສົມອາດຈະຍັງມີຄວາມໜືດຂອງພາດສະຕິກທີ່ບໍ່ຖືກຕ້ອງ, ເຊິ່ງນໍາໄປສູ່ບັນຫາທີ່ສໍາຄັນຢູ່ໃນສະຖານທີ່. ຕົວຢ່າງ, ສ່ວນປະສົມສອງຢ່າງທີ່ແຕກຕ່າງກັນສາມາດຜະລິດຄ່າການຫຼຸດລົງດຽວກັນແຕ່ມີລັກສະນະຄວາມສາມາດໃນການສູບຫຼືການສໍາເລັດຮູບທີ່ແຕກຕ່າງກັນ, ຍ້ອນວ່າອັນໜຶ່ງອາດມີຄວາມໜືດຂອງພາດສະຕິກຕໍ່າຫຼາຍ (ເຮັດໃຫ້ມັນຍາກທີ່ຈະສໍາເລັດ) ໃນຂະນະທີ່ອີກອັນໜຶ່ງມີຄວາມໜືດສູງທີ່ບໍ່ສາມາດຍອມຮັບໄດ້ (ເຮັດໃຫ້ມັນຍາກທີ່ຈະສູບ). ດັ່ງນັ້ນ, ການທົດສອບຕົວກໍານົດດຽວຈຶ່ງບໍ່ພຽງພໍສໍາລັບຄອນກີດທີ່ທັນສະໄໝແລະເນັ້ນໃສ່ປະສິດທິພາບ, ເຊິ່ງຈໍາເປັນຕ້ອງປ່ຽນໄປສູ່ລັກສະນະການໄຫຼທີ່ສົມບູນກວ່າ.
ຕາຕະລາງທີ 1: ພາລາມິເຕີທາງດ້ານການໄຫຼ ແລະ ຄວາມສຳຄັນທາງດ້ານຮ່າງກາຍຂອງມັນ
| ພາລາມິເຕີ | ຄຳນິຍາມ | ຄວາມສຳຄັນທາງດ້ານຮ່າງກາຍ | ຄຸ້ມຄອງຊັບສິນຄອນກີດສົດຫຼັກ |
| ຄວາມຕຶງຄຽດຂອງຜົນຜະລິດ (τ0) | ຄວາມກົດດັນຕັດຕໍ່າສຸດທີ່ຕ້ອງການເພື່ອເລີ່ມຕົ້ນການໄຫຼ. | ແຮງທີ່ຕ້ອງການເພື່ອເຮັດໃຫ້ສ່ວນປະສົມເຄື່ອນທີ່. | ການຕົກຕໍ່າ, ການແຍກຕົວແບບຄົງທີ່, ແຮງກົດດັນຈາກແບບຫລໍ່. |
| ຄວາມໜືດຂອງພາດສະຕິກ (μp) | ຄວາມຕ້ານທານຕໍ່ການໄຫຼຢ່າງຕໍ່ເນື່ອງຫຼັງຈາກການເຄື່ອນໄຫວເລີ່ມຕົ້ນ. | ຄວາມຕ້ານທານຕໍ່ການໄຫຼໄດ້ເລີ່ມຕົ້ນແລ້ວ. | ຄວາມສາມາດໃນການສູບໄດ້, ການແຍກຕົວແບບໄດນາມິກ, ຄວາມສາມາດໃນການສຳເລັດຮູບ. |
1.3 ປັດໄຈຫຼັກທີ່ມີອິດທິພົນຕໍ່ຄວາມໜືດ
ຄຸນສົມບັດທາງດ້ານການໄຫຼຂອງຄອນກີດບໍ່ຄົງທີ່; ພວກມັນມີຄວາມອ່ອນໄຫວສູງຕໍ່ສັດສ່ວນ ແລະ ລັກສະນະຂອງວັດສະດຸປະກອບ. ໜ້າທີ່ຫຼັກຂອງຜູ້ອອກແບບສ່ວນປະສົມແມ່ນເພື່ອດຸ່ນດ່ຽງອົງປະກອບເຫຼົ່ານີ້ເພື່ອໃຫ້ໄດ້ຄວາມແຂງແຮງ ແລະ ຄວາມສາມາດໃນການໃຊ້ງານທີ່ຕ້ອງການ.
-
ອັດຕາສ່ວນນ້ຳຕໍ່ວັດສະດຸຊີມັງ (W/Cm): ນີ້ອາດຈະເປັນປັດໄຈທີ່ສຳຄັນທີ່ສຸດ. ອັດຕາສ່ວນ W/Cm ທີ່ຕ່ຳກວ່າ, ເຊິ່ງເປັນສິ່ງຈຳເປັນສຳລັບການບັນລຸຄວາມແຂງແຮງຂອງການບີບອັດ ແລະ ຄວາມທົນທານທີ່ສູງຂຶ້ນ, ຍັງເພີ່ມຄວາມກົດດັນຂອງຜົນຜະລິດ ແລະ ຄວາມໜືດຂອງພາດສະຕິກຂອງສ່ວນປະສົມຢ່າງຫຼວງຫຼາຍ. ຄວາມສຳພັນແບບປີ້ນກັບກັນນີ້ແມ່ນຄວາມຂັດແຍ້ງຫຼັກຂອງການອອກແບບສ່ວນປະສົມ: ການບັນລຸຄວາມແຂງແຮງສູງມັກຈະມາພ້ອມກັບການສູນເສຍຄວາມສາມາດໃນການໃຊ້ງານ, ເຊິ່ງຈຳເປັນຕ້ອງມີວິທີການທີ່ລະອຽດອ່ອນກວ່າໃນການຄຸ້ມຄອງຄວາມໜືດ.
-
ຄຸນສົມບັດຂອງຫີນກ້ອນ: ລັກສະນະຂອງຫີນກ້ອນທັງຫຍາບ ແລະ ຫີນກ້ອນລະອຽດແມ່ນມີຄວາມສຳຄັນຫຼາຍ. ພື້ນທີ່ຜິວໂດຍລວມຂອງຫີນກ້ອນມີຜົນກະທົບໂດຍກົງຕໍ່ປະລິມານຂອງແປ້ງທີ່ຕ້ອງການສຳລັບການຫລໍ່ລື່ນທີ່ເໝາະສົມ. ອະນຸພາກທີ່ລະອຽດກວ່າຕ້ອງການນ້ຳ ແລະ ຊີມັງຫຼາຍກວ່າ, ດັ່ງນັ້ນຈຶ່ງເພີ່ມຄວາມໜືດ. ຮູບຮ່າງຂອງຫີນກ້ອນກໍ່ມີຄວາມສຳຄັນເຊັ່ນກັນ; ຫີນກ້ອນທີ່ມີມຸມ ແລະ ປັ້ນແລ້ວມີພື້ນທີ່ຜິວສູງກວ່າ ແລະ ເຮັດໃຫ້ເກີດແຮງສຽດທານລະຫວ່າງອະນຸພາກຫຼາຍກວ່າຫີນກ້ອນທີ່ມີຮູບມົນ, ເຊິ່ງຕ້ອງການແປ້ງຫຼາຍກວ່າເພື່ອໃຫ້ໄດ້ຄວາມສາມາດໃນການໃຊ້ງານທີ່ຄືກັນ.
-
ວັດສະດຸຊີມັງ: ຄວາມລະອຽດອ່ອນຂອງຊີມັງ ແລະ ວັດສະດຸຊີມັງເສີມ (SCMs) ເຊັ່ນ: ຂີ້ເທົ່າລອຍ ແລະ ຊິລິກາຟູມ ມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍຕໍ່ປະສິດທິພາບຂອງຊີມັງ. ອະນຸພາກທີ່ລະອຽດກວ່າທີ່ມີພື້ນທີ່ຜິວໜ້າໃຫຍ່ກວ່າມັກຈະເພີ່ມການຕົກຕະກອນ ແລະ ຄວາມໜືດ. ໃນທາງກົງກັນຂ້າມ, ຮູບຮ່າງກົມຂອງອະນຸພາກຂີ້ເທົ່າລອຍສາມາດເປັນນໍ້າມັນຫລໍ່ລື່ນ, ຫຼຸດຜ່ອນຄວາມໜືດຂອງພາດສະຕິກ ແລະ ເພີ່ມຄວາມສາມາດໃນການໄຫຼ.
-
ສານປະສົມທາງເຄມີ: ສານປະສົມໄດ້ຖືກອອກແບບມາເປັນພິເສດເພື່ອປັບປ່ຽນຄວາມຄ່ອງຕົວຂອງຄອນກີດ. ສານປະສົມທີ່ຫຼຸດນ້ຳ ແລະ ສານເສີມພິເສດຊ່ວຍກະຈາຍອະນຸພາກຊີມັງ, ຫຼຸດຜ່ອນນ້ຳທີ່ຕ້ອງການສຳລັບຄວາມສາມາດໃນການເຮັດວຽກທີ່ກຳນົດໄວ້ ແລະ ດັ່ງນັ້ນຈຶ່ງເພີ່ມທ່າແຮງຄວາມແຂງແຮງສຸດທ້າຍ. ສານປະສົມທີ່ດັດແປງຄວາມໜືດ (VMAs) ຖືກນຳໃຊ້ເພື່ອໃຫ້ສ່ວນປະສົມມີຄວາມເປັນລະບຽບ ແລະ ຄວາມໝັ້ນຄົງໂດຍບໍ່ຕ້ອງເພີ່ມນ້ຳເພີ່ມເຕີມ. ພວກມັນມີຄວາມສຳຄັນຫຼາຍສຳລັບການປ້ອງກັນການແຍກຕົວໃນຄອນກີດທີ່ມີຄວາມຄ່ອງຕົວສູງ ແລະ ສຳລັບການນຳໃຊ້ພິເສດເຊັ່ນ: ຄອນກີດໃຕ້ນ້ຳ ແລະ ຄອນກີດຍິງ.
ສິ່ງທ້າທາຍຂອງການອອກແບບການປະສົມແມ່ນບັນຫາການເພີ່ມປະສິດທິພາບທີ່ເຊື່ອມໂຍງກັນ. ທາງເລືອກໃນການຫຼຸດອັດຕາສ່ວນ W/Cm ເພື່ອເພີ່ມຄວາມແຂງແຮງແມ່ນເປັນໄປໄດ້ທີ່ຈະຫຼຸດຜ່ອນຄວາມສາມາດໃນການໃຊ້ງານໂດຍການເພີ່ມຄວາມໜືດ. ການເພີ່ມສານເສີມພິເສດສາມາດຟື້ນຟູຄວາມສາມາດໃນການໃຊ້ງານໄດ້, ແຕ່ຄວາມລື່ນໄຫຼທີ່ພົບໃໝ່ນີ້ສາມາດເພີ່ມຄວາມສ່ຽງຂອງການຮົ່ວໄຫຼ ແລະ ການແຍກອອກຈາກກັນ. ດັ່ງນັ້ນ, ຈຶ່ງຈຳເປັນຕ້ອງມີສ່ວນປະສົມທີ່ດັດແປງຄວາມໜືດເພື່ອໃຫ້ມີຄວາມເປັນເອກະພາບທີ່ຈຳເປັນ. ການເພິ່ງພາອາໄສທີ່ສັບສົນ ແລະ ຫຼາຍຕົວແປນີ້ສະແດງໃຫ້ເຫັນວ່າຂະບວນການປະສົມຄອນກີດບໍ່ແມ່ນຂະບວນການເສັ້ນຊື່ງ່າຍໆ ແຕ່ເປັນລະບົບທີ່ສັບສົນບ່ອນທີ່ການຄຸ້ມຄອງຄວາມໜືດທີ່ຊັດເຈນແມ່ນສິ່ງທ້າທາຍຫຼັກ. ການຄັດເລືອກ ແລະ ການແບ່ງສັດສ່ວນຂອງສ່ວນປະກອບໜຶ່ງມີອິດທິພົນໂດຍກົງຕໍ່ສັດສ່ວນທີ່ຕ້ອງການຂອງສ່ວນປະກອບອື່ນໆ, ເຮັດໃຫ້ວິທີການແບບຮອບດ້ານ ແລະ ອີງໃສ່ການໄຫຼວຽນແມ່ນສິ່ງຈຳເປັນສຳລັບຄວາມສຳເລັດ.
2. ການຄຸ້ມຄອງຄວາມໜືດແບບໄດນາມິກ
2.1 ຂໍ້ຈຳກັດຂອງການທົດສອບແບບດັ້ງເດີມ
ການທົດສອບການຕົກຕ່ຳຍັງຄົງເປັນການທົດສອບພາກສະໜາມທີ່ໃຊ້ກັນຢ່າງກວ້າງຂວາງທີ່ສຸດສຳລັບການປະເມີນຄວາມສອດຄ່ອງຂອງຄອນກີດສົດ. ການທົດສອບສ່ວນໃຫຍ່ວັດແທກການຕອບສະໜອງຂອງສ່ວນປະສົມຕໍ່ແຮງໂນ້ມຖ່ວງ, ເຊິ່ງສ່ວນໃຫຍ່ແມ່ນເປັນໜ້າທີ່ຂອງຄວາມກົດດັນຂອງຜົນຜະລິດ. ຄ່າການຕົກຕ່ຳທີ່ໄດ້ຮັບບໍ່ໄດ້ໃຫ້ຂໍ້ມູນກ່ຽວກັບຄວາມໜືດຂອງພາດສະຕິກຂອງສ່ວນປະສົມ. ຂໍ້ບົກຜ່ອງນີ້ໝາຍຄວາມວ່າຄ່າການຕົກຕ່ຳດຽວບໍ່ສາມາດຄາດເດົາພຶດຕິກຳຂອງສ່ວນປະສົມໄດ້ຢ່າງໜ້າເຊື່ອຖືໃນລະຫວ່າງການສູບ, ການວາງ, ແລະ ການສຳເລັດຮູບ, ເຊິ່ງຂຶ້ນກັບຄວາມໜືດຂອງພາດສະຕິກສູງ. ສຳລັບວັດສະດຸທີ່ກ້າວໜ້າເຊັ່ນ SCC, ເຊິ່ງຖືກອອກແບບມາໃຫ້ໄຫຼພາຍໃຕ້ນ້ຳໜັກຂອງມັນເອງ, ຕົວຊີ້ວັດທີ່ແຕກຕ່າງກັນ, ການທົດສອບການໄຫຼຂອງການຕົກຕ່ຳ, ຖືກນຳໃຊ້, ແຕ່ມັນຍັງວັດແທກຄ່າຕາມປະສົບການທີ່ບໍ່ແມ່ນຄຸນສົມບັດທາງ rheological ທີ່ແທ້ຈິງ. ຄວາມບໍ່ພຽງພໍຂອງການທົດສອບຈຸດດຽວແບບດັ້ງເດີມເຫຼົ່ານີ້ເນັ້ນໃຫ້ເຫັນເຖິງຄວາມຕ້ອງການວິທີການທາງວິທະຍາສາດຫຼາຍຂຶ້ນ.
2.2 ຄວາມກ້າວໜ້າໃນການວັດແທກດ້ານການໄຫຼ
ເພື່ອເອົາຊະນະຂໍ້ບົກຜ່ອງຂອງການທົດສອບຕາມປະສົບການ, ການວິເຄາະທາງດ້ານ rheological ທີ່ທັນສະໄໝໄດ້ນຳໃຊ້ອຸປະກອນທີ່ຊັບຊ້ອນເພື່ອວັດແທກທັງຄວາມກົດດັນຂອງຜົນຜະລິດ ແລະ ຄວາມໜືດຂອງພາດສະຕິກ.
-
ເຄື່ອງວັດແຮງໝູນ: ອຸປະກອນເຫຼົ່ານີ້ແມ່ນມາດຕະຖານສຳລັບການຄົ້ນຄວ້າໃນຫ້ອງທົດລອງ, ສະໜອງເສັ້ນໂຄ້ງການໄຫຼເຕັມຮູບແບບໂດຍການນຳໃຊ້ແຮງຕັດຢ່າງຕໍ່ເນື່ອງໃສ່ຕົວຢ່າງຄອນກີດ ແລະ ວັດແທກແຮງບິດທີ່ໄດ້ຮັບ. ພວກມັນເຮັດວຽກກ່ຽວກັບຮູບຮ່າງຕ່າງໆ, ລວມທັງກະບອກສູບ coaxial, vanes, ແລະ impellers helical.
2.3 ການຄວບຄຸມຄວາມໜືດໃນເວລາຈິງໃນລະຫວ່າງການປະສົມ
ເປົ້າໝາຍສຸດທ້າຍຂອງການຄຸ້ມຄອງຄວາມໜືດແມ່ນການຫັນປ່ຽນຈາກຂະບວນການທີ່ມີປະຕິກິລິຍາ ແລະ ອອບໄລນ໌ ໄປສູ່ລະບົບຄວບຄຸມແບບເຄື່ອນໄຫວ ແລະ ເວລາຈິງ. ການທົດສອບຫ້ອງທົດລອງແບບອອບໄລນ໌ມີຄຸນຄ່າຈຳກັດສຳລັບການຄວບຄຸມຂະບວນການ ເພາະວ່າຄຸນສົມບັດຂອງຄອນກີດມີການປ່ຽນແປງໄປຕາມການເວລາ ເນື່ອງຈາກຄວາມຊຸ່ມຊື່ນ, ອຸນຫະພູມ ແລະ ປະຫວັດການຕັດ. ການຕິດຕາມກວດກາແບບໃນລະບົບ ແລະ ເວລາຈິງແມ່ນວິທີດຽວທີ່ຈະຮັບປະກັນຄວາມສອດຄ່ອງແບບ batch ຫາ batch ໃນສະພາບແວດລ້ອມການຜະລິດແບບໄດນາມິກ.
-
ລະບົບທີ່ອີງໃສ່ແຮງບິດວິທີການໂດຍກົງ ແລະ ໃຊ້ໄດ້ຈິງສຳລັບການຕິດຕາມກວດກາແບບເວລາຈິງນັ້ນກ່ຽວຂ້ອງກັບການວັດແທກແຮງບິດໃນມໍເຕີ ຫຼື ເພົາຂອງເຄື່ອງປະສົມ. ແຮງບິດທີ່ຕ້ອງການເພື່ອໝຸນເຄື່ອງປະສົມແມ່ນສັດສ່ວນໂດຍກົງກັບຄວາມໜືດຂອງສ່ວນປະສົມ. ການເພີ່ມຂຶ້ນຢ່າງໄວວາຂອງແຮງບິດຊີ້ບອກເຖິງການເພີ່ມນ້ຳໜັກໃໝ່, ແລະ ການຫຼຸດລົງຊີ້ບອກວ່າສ່ວນປະສົມມີຄວາມສອດຄ່ອງຫຼາຍຂຶ້ນ. ສິ່ງນີ້ຊ່ວຍໃຫ້ຜູ້ປະຕິບັດງານສາມາດປັບຕົວໄດ້ທັນທີເພື່ອໃຫ້ໄດ້ຄວາມສອດຄ່ອງທີ່ຕ້ອງການໃນເວລາທີ່ສັ້ນທີ່ສຸດ.
-
ເຕັກໂນໂລຊີທີ່ພົ້ນເດັ່ນຂຶ້ນມາໃໝ່: ເຕັກໂນໂລຊີທີ່ກ້າວໜ້າເຄື່ອງວັດຄວາມໜືດ Lonnmeterສະໜອງການວັດແທກແບບບໍ່ສຳຜັດຢ່າງຕໍ່ເນື່ອງໂດຍກົງພາຍໃນເຄື່ອງປະສົມ ຫຼື ໃນສາຍ. ພວກມັນຕິດຕາມພາລາມິເຕີຫຼັກໃນເວລາຈິງ, ລົບລ້າງຄວາມຕ້ອງການການເກັບຕົວຢ່າງດ້ວຍຕົນເອງ ແລະ ໃຫ້ຄົນຂັບລົດ ແລະ ພະນັກງານຄວບຄຸມຄຸນນະພາບມີຄຳຕິຊົມທັນທີສຳລັບການປັບປ່ຽນໃນເວລາເດີນທາງ.
ການມາເຖິງຂອງລະບົບອັດຕະໂນມັດ,ການວັດແທກຄວາມໜືດໃນເສັ້ນເຮັດໃຫ້ມີການປ່ຽນແປງພື້ນຖານຈາກຮູບແບບການຄຸ້ມຄອງຄຸນນະພາບແບບຕອບສະໜອງໄປສູ່ແບບໂປຣເຈັກເຕີ. ໃນຂະບວນການເຮັດວຽກແບບດັ້ງເດີມ, ການປະສົມຈະຖືກເກັບເປັນກຸ່ມ, ແລະຕົວຢ່າງຈະຖືກນຳໄປທົດສອບການຫຼຸດຄວາມເຂັ້ມຂຸ້ນ. ຖ້າການປະສົມບໍ່ສອດຄ່ອງກັບມາດຕະຖານ, ກຸ່ມຈະຖືກປັບ ຫຼື ປະຕິເສດ, ເຊິ່ງນຳໄປສູ່ການເສຍເວລາ, ພະລັງງານ, ແລະ ວັດສະດຸ. ດ້ວຍລະບົບແບບເວລາຈິງ, ໃນສາຍການຜະລິດ, ກະແສຂໍ້ມູນຢ່າງຕໍ່ເນື່ອງກ່ຽວກັບຄວາມສອດຄ່ອງຂອງສ່ວນປະສົມສາມາດຖືກປ້ອນກັບຄືນສູ່ລະບົບການຕັກຢາອັດຕະໂນມັດ. ສິ່ງນີ້ສ້າງລະບົບຄວບຄຸມວົງຈອນປິດທີ່ນຳພາການປະສົມໄປຫາຈຸດສິ້ນສຸດທີ່ຕ້ອງການໂດຍອັດຕະໂນມັດ, ຮັບປະກັນວ່າທຸກໆກຸ່ມຕອບສະໜອງຕາມມາດຕະຖານ ແລະ ກຳຈັດຄວາມສ່ຽງຂອງຄວາມຜິດພາດຂອງມະນຸດ ຫຼື ການໂຫຼດທີ່ຖືກປະຕິເສດ. ກົນໄກການຕອບສະໜອງທີ່ຊັບຊ້ອນນີ້ແມ່ນຕົວຊ່ວຍທີ່ສຳຄັນຂອງທັງຄຸນນະພາບ ແລະ ຜົນກຳໄລ.
2.4 ອິດທິພົນຂອງພາລາມິເຕີການປະສົມ
ການປະສົມບໍ່ພຽງແຕ່ເປັນຂະບວນການປະສົມສ່ວນປະກອບເທົ່ານັ້ນ; ມັນເປັນຂັ້ນຕອນທີ່ສຳຄັນທີ່ສ້າງຮູບແບບພື້ນຖານຂອງຄວາມຄ່ອງແຄ້ວ ແລະ ໂຄງສ້າງຈຸນລະພາກຂອງສ່ວນປະສົມສົດ.
-
ການປະສົມປະສານເວລາ ແລະ ພະລັງງານ:ໄລຍະເວລາ ແລະ ຄວາມເຂັ້ມຂອງການປະສົມມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍຕໍ່ຄຸນສົມບັດຂອງການໄຫຼ. ການປະສົມບໍ່ພຽງພໍນຳໄປສູ່ຄວາມບໍ່ເປັນເອກະພາບ, ເຊິ່ງເຮັດໃຫ້ຄຸນສົມບັດຂອງຄອນກີດທັງໃໝ່ ແລະ ຄອນກີດແຂງຫຼຸດລົງ. ການປະສົມຫຼາຍເກີນໄປເປັນການເສຍພະລັງງານ ແລະ ສາມາດເປັນອັນຕະລາຍຕໍ່ຜະລິດຕະພັນສຸດທ້າຍ. ໂດຍສະເພາະຄອນກີດທີ່ມີອັດຕາສ່ວນການຍຶດຕິດນ້ຳຕ່ຳ, ຕ້ອງໃຊ້ເວລາປະສົມດົນກວ່າ ແລະ ພະລັງງານສູງກວ່າເພື່ອໃຫ້ໄດ້ຄວາມເປັນເອກະພາບ.
-
ລຳດັບການປະສົມ:ລຳດັບທີ່ວັດສະດຸຖືກເພີ່ມເຂົ້າໃນເຄື່ອງປະສົມຍັງສາມາດສົ່ງຜົນກະທົບຕໍ່ການໄຫຼຂອງວັດສະດຸສຸດທ້າຍໄດ້. ສຳລັບເຄື່ອງປະສົມບາງຊະນິດ, ການເພີ່ມວັດສະດຸລະອຽດກ່ອນສາມາດເຮັດໃຫ້ພວກມັນຕິດກັບໃບມີດ ຫຼື ຖືກກັກຂັງຢູ່ໃນມຸມ, ສົ່ງຜົນກະທົບທາງລົບຕໍ່ຄວາມສະໝໍ່າສະເໝີຂອງການປະສົມ. ລຳດັບທີ່ເໝາະສົມແມ່ນມີຄວາມສຳຄັນໂດຍສະເພາະສຳລັບການປະສົມ W/Cm ຕ່ຳ, ເຊິ່ງມີຄວາມອ່ອນໄຫວຕໍ່ການປ່ຽນແປງຫຼາຍກວ່າ.
3. ອິດທິພົນຂອງຄວາມໜືດຕໍ່ປະສິດທິພາບຂອງຄອນກີດສົດ
ການຄຸ້ມຄອງຄວາມໜືດບໍ່ແມ່ນການຝຶກຊ້ອມທີ່ບໍ່ມີຕົວຕົນ; ມັນເປັນວິທີການໂດຍກົງໃນການຄວບຄຸມຄວາມສາມາດໃນການໃຊ້ງານ ແລະ ຄວາມໝັ້ນຄົງຂອງຄອນກີດສົດ, ຮັບປະກັນວ່າມັນເຮັດວຽກໄດ້ຢ່າງຄາດເດົາໄດ້ໃນລະຫວ່າງການວາງ ແລະ ການລວມຕົວ.
3.1 ຄວາມສຳພັນລະຫວ່າງຄວາມໜືດ-ຄວາມສາມາດໃນການໃຊ້ງານໄດ້
ຄວາມສາມາດໃນການໃຊ້ງານໄດ້ (workability) ເປັນຄຳສັບທີ່ກວ້າງຂວາງ ເຊິ່ງກວມເອົາຄວາມສະດວກໃນການຈັດການກັບ, ວາງ ແລະ ສຳເລັດຮູບຂອງສ່ວນປະສົມ. ມັນເປັນຄວາມສົມດຸນທີ່ລະອຽດອ່ອນລະຫວ່າງການໄຫຼ ແລະ ຄວາມໝັ້ນຄົງ, ແລະ ມັນຖືກຄວບຄຸມທັງໝົດໂດຍລະດັບຄວາມລື່ນຂອງສ່ວນປະສົມ.
-
ຄວາມສາມາດໃນການສູບນ້ຳ: ຄວາມສາມາດໃນການສູບນ້ຳຄອນກີດໃນໄລຍະທາງໄກ ຫຼື ໄປເຖິງຄວາມສູງຫຼາຍແມ່ນສ່ວນໃຫຍ່ແມ່ນໜ້າທີ່ຂອງຄວາມໜືດຂອງພາດສະຕິກ. ຄອນກີດທີ່ມີຄວາມໜືດສູງຕ້ອງການຄວາມດັນໃນການສູບນ້ຳທີ່ສູງຂຶ້ນຢ່າງຫຼວງຫຼາຍເພື່ອເອົາຊະນະການສູນເສຍແຮງສຽດທານ, ໃນຂະນະທີ່ຄວາມໜືດຂອງພາດສະຕິກ ແລະ ຄວາມກົດດັນຂອງຜົນຜະລິດຕ່ຳແມ່ນຈຳເປັນສຳລັບການໄຫຼທີ່ລຽບງ່າຍ ແລະ ມີປະສິດທິພາບ.
-
ຄວາມສາມາດໃນການວາງ ແລະ ການລວມຕົວ: ຄວາມໜືດທີ່ເໝາະສົມຮັບປະກັນວ່າສ່ວນປະສົມສາມາດວາງໄດ້ງ່າຍ, ໄຫຼເຂົ້າໄປໃນແບບຫຼໍ່ທີ່ສັບສົນ, ແລະ ຫຸ້ມຫໍ່ເຫຼັກເສີມໂດຍບໍ່ມີຊ່ອງວ່າງ. ສ່ວນປະສົມທີ່ດັດແປງຄວາມໜືດສາມາດເພີ່ມຄວາມຫຼໍ່ລື່ນ, ຫຼຸດຜ່ອນພະລັງງານທີ່ຕ້ອງການສຳລັບການລວມຕົວ ແລະ ຮັບປະກັນວ່າສ່ວນປະສົມທີ່ເປັນເອກະພາບສາມາດບັນລຸໄດ້ດ້ວຍຄວາມພະຍາຍາມໜ້ອຍລົງ.
3.2 ຮັບປະກັນຄວາມສະໝ່ຳສະເໝີ ແລະ ຄວາມໝັ້ນຄົງ
ຄວາມສະໝ່ຳສະເໝີຂອງຄອນກີດສົດແມ່ນປັດໄຈສຳຄັນຕໍ່ຄຸນນະພາບຂອງຜະລິດຕະພັນສຸດທ້າຍ. ຖ້າບໍ່ມີການປະສົມທີ່ສອດຄ່ອງກັນ, ຄອນກີດມັກຈະມີການແຍກອອກຈາກກັນສອງຮູບແບບຫຼັກຄື: ການຮົ່ວໄຫຼ ແລະ ການແຍກອອກຈາກກັນ. ຄວາມໜືດແມ່ນຄຸນສົມບັດຫຼັກໃນການຫຼຸດຜ່ອນປະກົດການເຫຼົ່ານີ້.
-
ການມີເລືອດອອກ: ຮູບແບບໜຶ່ງຂອງການແຍກອອກຈາກກັນໃນລະດັບຈຸນລະພາກ, ການມີເລືອດອອກເກີດຂຶ້ນເມື່ອນ້ຳໄຫຼຂຶ້ນສູ່ໜ້າດິນຂອງສ່ວນປະສົມສົດ ເພາະວ່າຂອງແຂງບໍ່ສາມາດບັນຈຸນ້ຳປະສົມໄດ້ທັງໝົດ. ສິ່ງນີ້ເກີດຈາກຄວາມແຕກຕ່າງຂອງຄວາມໜາແໜ້ນ ແລະ ການລວມຕົວຂອງນ້ຳໜັກຕົວມັນເອງຂອງອະນຸພາກຂອງແຂງ.
-
ການແຍກອອກ: ນີ້ແມ່ນການແຍກຫີນກ້ອນຫຍາບອອກຈາກປູນ. ເມື່ອຄວາມໜືດຂອງຊີມັງບໍ່ພຽງພໍ, ຫີນກ້ອນທີ່ມີຄວາມໜາແໜ້ນກວ່າຫີນກ້ອນຈະຕົກລົງໄປທາງລຸ່ມຂອງແບບຫຼໍ່.
ພາລາມິເຕີທາງດ້ານ rheological ຄວບຄຸມປະກົດການເຫຼົ່ານີ້ໃນຫຼາຍວິທີທີ່ແຕກຕ່າງກັນ. ຄວາມກົດດັນຂອງຜົນຜະລິດແມ່ນການຄວບຄຸມຫຼັກສຳລັບການແຍກຕົວແບບຄົງທີ່, ເຊິ່ງເກີດຂຶ້ນເມື່ອສ່ວນປະສົມຢຸດນິ້ງ. ຄວາມກົດດັນຂອງຜົນຜະລິດທີ່ສູງພຽງພໍຈະປ້ອງກັນບໍ່ໃຫ້ອະນຸພາກຕົກຢູ່ພາຍໃຕ້ນ້ຳໜັກຂອງມັນເອງ. ໃນທາງກົງກັນຂ້າມ, ຄວາມໜືດຂອງພາດສະຕິກແມ່ນການຄວບຄຸມຫຼັກສຳລັບການແຍກຕົວແບບໄດນາມິກ, ເຊິ່ງເກີດຂຶ້ນໃນລະຫວ່າງການໄຫຼ ຫຼື ການສັ່ນສະເທືອນ. ຄວາມໜືດຂອງພາດສະຕິກທີ່ສູງຂຶ້ນຈະໃຫ້ຄວາມຕ້ານທານທີ່ສອດຄ່ອງກັນທີ່ຈຳເປັນເພື່ອປ້ອງກັນບໍ່ໃຫ້ອະນຸພາກທີ່ໜັກກວ່າເຄື່ອນທີ່ທຽບກັບແປ້ງ.
ການບັນລຸສ່ວນປະສົມທີ່ສາມາດໄຫຼໄດ້ສູງ ໃນຂະນະທີ່ປ້ອງກັນການແຍກຕົວ ແມ່ນການດຸ່ນດ່ຽງທີ່ລະອຽດອ່ອນ. ສຳລັບວັດສະດຸເຊັ່ນ: ຄອນກີດທີ່ລວມຕົວກັນເອງ, ສ່ວນປະສົມຕ້ອງມີຄວາມຕຶງຄຽດດ້ານຜົນຜະລິດຕໍ່າພຽງພໍທີ່ຈະໄຫຼພາຍໃຕ້ນ້ຳໜັກຂອງມັນເອງ ແຕ່ມີຄວາມໜືດຂອງພາດສະຕິກສູງພຽງພໍທີ່ຈະຕ້ານທານການແຍກຕົວແບບໄດນາມິກໃນລະຫວ່າງການວາງ ແລະ ຍັງມີຄວາມກົດດັນດ້ານຜົນຜະລິດສູງພຽງພໍທີ່ຈະຕ້ານທານການແຍກຕົວແບບຄົງທີ່ຫຼັງຈາກການວາງ. ຄວາມຕ້ອງການພ້ອມໆກັນນີ້ແມ່ນບັນຫາການເພີ່ມປະສິດທິພາບທີ່ສັບສົນ ເຊິ່ງອີງໃສ່ຄວາມເຂົ້າໃຈທີ່ຊັດເຈນກ່ຽວກັບຄວາມຄ່ອງແຄ້ວ ແລະ ການນຳໃຊ້ສ່ວນປະສົມຍຸດທະສາດເຊັ່ນ VMAs ເພື່ອໃຫ້ຄວາມສອດຄ່ອງທີ່ຈຳເປັນ.
3.3 ການບັນລຸຜົນສຳເລັດທີ່ດີເລີດ
ການຄຸ້ມຄອງຄວາມໜືດທີ່ເໝາະສົມແມ່ນເງື່ອນໄຂເບື້ອງຕົ້ນສຳລັບຜິວໜ້າທີ່ມີຄຸນນະພາບສູງ ແລະ ທົນທານ.
-
ຮູບລັກສະນະພື້ນຜິວ: ຄວາມໜືດທີ່ຈັດການໄດ້ດີຊ່ວຍປ້ອງກັນການໄຫຼອອກຫຼາຍເກີນໄປ, ເຊິ່ງສາມາດສ້າງຊັ້ນທີ່ອ່ອນແອ ແລະ ມີນໍ້າ (laitance) ເທິງພື້ນຜິວທີ່ເຮັດໃຫ້ຄວາມທົນທານ ແລະ ຄວາມງາມຫຼຸດລົງ.
-
ການລະລາຍຂອງຟອງອາກາດ: ຕ້ອງມີຄວາມໜືດຂອງພາດສະຕິກທີ່ພຽງພໍເພື່ອໃຫ້ຟອງອາກາດທີ່ກັກຂັງສາມາດລະລາຍອອກໄດ້ໃນລະຫວ່າງການລວມຕົວ, ປ້ອງກັນຊ່ອງຫວ່າງ ແລະ ຮັບປະກັນພື້ນຜິວທີ່ລຽບ ແລະ ໜາແໜ້ນ. ຢ່າງໃດກໍຕາມ, ຄວາມໜືດທີ່ສູງເກີນໄປຈະກັກເກັບຟອງອາກາດ, ເຊິ່ງນຳໄປສູ່ຂໍ້ບົກຜ່ອງເຊັ່ນ: ການເປັນຮັງເຜິ້ງ.
ຕາຕະລາງທີ 2: ຜົນກະທົບຂອງຄວາມໜືດຕໍ່ຄຸນສົມບັດຂອງຄອນກີດສົດ
| ຊັບສິນຄອນກີດສົດ | ພາລາມິເຕີການໄຫຼທີ່ຄວບຄຸມ | ລັດທີ່ຕ້ອງການ | ເຫດຜົນ |
| ຄວາມສາມາດໃນການສູບນ້ຳ | ຄວາມໜືດຂອງພາດສະຕິກ ແລະ ຄວາມກົດດັນຂອງຜົນຜະລິດ | ຕ່ຳ | ຄວາມໜືດຂອງພາດສະຕິກຕ່ຳລົງ ແລະ ຄວາມກົດດັນຂອງຜົນຜະລິດຊ່ວຍຫຼຸດຜ່ອນການສູນເສຍແຮງສຽດທານ ແລະ ຄວາມດັນໃນການສູບ. |
| ຄວາມຕ້ານທານການແຍກຕົວແບບຄົງທີ່ | ຄວາມກົດດັນຂອງຜົນຜະລິດ | ສູງ | ຄວາມກົດດັນຂອງຜົນຜະລິດທີ່ສູງພຽງພໍຈະປ້ອງກັນບໍ່ໃຫ້ອະນຸພາກຕົກຢູ່ພາຍໃຕ້ນໍ້າໜັກຂອງມັນເອງໃນເວລາພັກຜ່ອນ. |
| ຄວາມຕ້ານທານການແຍກຕົວແບບໄດນາມິກ | ຄວາມໜືດຂອງພາດສະຕິກ | ສູງ | ຄວາມໜືດສູງຂອງພາດສະຕິກໃຫ້ຄວາມຕ້ານທານທີ່ແຂງແກ່ນຕໍ່ກັບການເຄື່ອນທີ່ຂອງອະນຸພາກໃນລະຫວ່າງການໄຫຼ. |
| ຄວາມສາມາດໃນການສຳເລັດຮູບ | ຄວາມໜືດຂອງພາດສະຕິກ | ພຽງພໍ | ບໍ່ຕໍ່າເກີນໄປ (ເຮັດໃຫ້ເກີດເລືອດອອກ) ແລະ ບໍ່ສູງເກີນໄປ (ກັກເກັບອາກາດ), ຮັບປະກັນພື້ນຜິວທີ່ລຽບ ແລະ ທົນທານ. |
| ຄວາມສາມາດໃນການຈັດວາງ | ຄວາມກົດດັນຂອງຜົນຜະລິດ ແລະ ຄວາມໜືດຂອງພາດສະຕິກ | ຕ່ຳ | ຄວາມຕຶງຄຽດຂອງຜົນຜະລິດຕໍ່າ ແລະ ຄວາມໜືດຂອງພາດສະຕິກຊ່ວຍໃຫ້ສ່ວນປະສົມໄຫຼ ແລະ ຕື່ມແບບຟອມທີ່ສັບສົນ ແລະ ກະຊັງເສີມແຮງ. |
4. ການເຊື່ອມໂຍງສາເຫດ: ຈາກຄວາມໜືດເຖິງຄຸນນະພາບຜະລິດຕະພັນສຸດທ້າຍ
ການຄວບຄຸມຄຸນສົມບັດຂອງຄອນກີດສົດໂດຍຜ່ານການຄຸ້ມຄອງຄວາມໜືດບໍ່ແມ່ນຈຸດໝາຍປາຍທາງໃນຕົວຂອງມັນເອງ; ມັນເປັນເງື່ອນໄຂທີ່ຈຳເປັນກ່ອນສຳລັບການບັນລຸຄວາມແຂງແຮງ, ຄວາມທົນທານ ແລະ ຄວາມໜ້າເຊື່ອຖືທີ່ໄດ້ອອກແບບໄວ້ຂອງຜະລິດຕະພັນສຸດທ້າຍທີ່ແຂງຕົວ.
4.1 ການເຊື່ອມຕໍ່ຄວາມສະເໝີພາບ-ຄວາມເຂັ້ມແຂງ
ຄຸນສົມບັດຂອງຄອນກີດສົດມີຜົນກະທົບໂດຍກົງຕໍ່ຄຸນນະພາບ ແລະ ຄວາມແຂງແຮງຂອງຄອນກີດທີ່ແຂງແລ້ວ. ການຄວບຄຸມທາງເທັກໂນໂລຢີຂອງຄຸນສົມບັດຂອງຄອນກີດທີ່ແຂງແລ້ວ, ເຊັ່ນ: ຄວາມແຂງແຮງຂອງການອັດ, ບໍ່ມີຄວາມໝາຍຫຍັງເລີຍຖ້າບໍ່ໄດ້ຄວບຄຸມສະພາບສົດກ່ອນ. ຄວາມແຂງແຮງທາງທິດສະດີຂອງສ່ວນປະສົມຄອນກີດສ່ວນໃຫຍ່ແມ່ນຖືກກຳນົດໂດຍອັດຕາສ່ວນນ້ຳຕໍ່ຊີມັງ. ຢ່າງໃດກໍຕາມ, ຄວາມແຂງແຮງຕົວຈິງຂອງໂຄງສ້າງແມ່ນຂຶ້ນກັບວິທີການແຈກຢາຍວັດສະດຸພາຍໃນສ່ວນປະສົມຢ່າງເປັນເອກະພາບ.
ໃນສ່ວນປະສົມສົດ, ຖ້າຄວາມໜືດຕໍ່າເກີນໄປ, ສານປະກອບທີ່ໜັກກວ່າຈະຕົກຕະກອນ, ແລະ ນ້ຳຈະໄຫຼລົງສູ່ໜ້າດິນ.
ສິ່ງນີ້ສ້າງເຂດທີ່ມີອັດຕາສ່ວນ W/Cm ທີ່ແຕກຕ່າງກັນ: ອັດຕາສ່ວນທີ່ສູງຂຶ້ນໃນຊັ້ນເທິງ (ຈາກການຮົ່ວໄຫຼ) ແລະອັດຕາສ່ວນທີ່ຕ່ຳກວ່າໃນຊັ້ນລຸ່ມ (ຈາກການຕົກຕະກອນຂອງມວນລວມ). ດັ່ງນັ້ນ, ຄອນກີດທີ່ແຂງຕົວຈະບໍ່ເປັນວັດສະດຸທີ່ເປັນເອກະພາບທີ່ມີຄວາມແຂງແຮງເທົ່າກັນ. ຊັ້ນເທິງ, ດ້ວຍຄວາມพรຸນທີ່ສູງຂຶ້ນຈາກການຮົ່ວໄຫຼ, ຈະອ່ອນແອກວ່າ ແລະ ຊຶມຜ່ານໄດ້ງ່າຍກວ່າ, ໃນຂະນະທີ່ຊັ້ນລຸ່ມອາດຈະມີຊ່ອງວ່າງ ແລະ ການເກີດເປັນຮັງເຜິ້ງຈາກການລວມຕົວ ແລະ ການແຍກອອກຈາກກັນທີ່ບໍ່ດີ. ການຄຸ້ມຄອງຄວາມໜືດໃນສະພາບສົດແມ່ນຄ້າຍຄືກັບ "ການລັອກ" ທ່າແຮງຄວາມແຂງແຮງຂອງການອອກແບບການປະສົມທີ່ກຳນົດໃຫ້ໂດຍການຮັບປະກັນຄວາມສອດຄ່ອງ ແລະ ປ້ອງກັນການເກີດຂໍ້ບົກຜ່ອງເຫຼົ່ານີ້. ມັນເປັນສິ່ງຈຳເປັນກ່ອນອື່ນໝົດສຳລັບການບັນລຸຄວາມແຂງແຮງ ແລະ ຄວາມທົນທານທີ່ອອກແບບ.
4.2 ຊ່ອງຫວ່າງ, ຄວາມໜາແໜ້ນ ແລະ ຄວາມທົນທານ
ການຄຸ້ມຄອງຄວາມໜືດທີ່ມີປະສິດທິພາບແມ່ນມາດຕະການປ້ອງກັນຕົ້ນຕໍຕໍ່ກັບຂໍ້ບົກຜ່ອງທົ່ວໄປທີ່ເຮັດໃຫ້ຄວາມທົນທານໃນໄລຍະຍາວຂອງໂຄງສ້າງຫຼຸດລົງ.
-
ການຫຼຸດຜ່ອນການເກີດຮັງເຜິ້ງ ແລະ ຊ່ອງຫວ່າງ: ສ່ວນປະສົມທີ່ມີລະດັບການໄຫຼທີ່ສົມດຸນ - ສາມາດໄຫຼໄດ້ພຽງພໍທີ່ຈະຕື່ມແບບຟອມແຕ່ມີຄວາມໜືດຕ່ຳພຽງພໍທີ່ຈະຊ່ວຍໃຫ້ອາກາດທີ່ກັກຂັງອອກໄດ້ - ເປັນການປ້ອງກັນທີ່ສຳຄັນຕໍ່ການເກີດຮັງເຜິ້ງ ແລະ ຊ່ອງຫວ່າງ. ຂໍ້ບົກຜ່ອງເຫຼົ່ານີ້ບໍ່ພຽງແຕ່ສົ່ງຜົນກະທົບຕໍ່ຄວາມງາມຂອງໂຄງສ້າງເທົ່ານັ້ນ ແຕ່ຍັງສົ່ງຜົນກະທົບຕໍ່ຄວາມສົມບູນຂອງໂຄງສ້າງຢ່າງຮ້າຍແຮງໂດຍການສ້າງຈຸດອ່ອນທີ່ສາມາດສະສົມຄວາມຊຸ່ມຊື່ນໄດ້.
-
ຄວາມพรຸນ ແລະ ຄວາມຊຶມຜ່ານ: ການຮົ່ວໄຫຼ ແລະ ການແຍກຕົວສ້າງຊ່ອງທາງ ແລະ ຊ່ອງຫວ່າງພາຍໃນເນື້ອເຍື່ອຄອນກີດ, ເຊິ່ງເຮັດໃຫ້ຄວາມพรຸນ ແລະ ຄວາມຊຶມຜ່ານເພີ່ມຂຶ້ນຢ່າງຫຼວງຫຼາຍ. ຄວາມຊຶມຜ່ານທີ່ເພີ່ມຂຶ້ນຊ່ວຍໃຫ້ນໍ້າ, ຄລໍໄຣດ໌, ແລະ ໄອອອນທີ່ເປັນອັນຕະລາຍອື່ນໆເຂົ້າໄປ, ເຊິ່ງສາມາດນໍາໄປສູ່ການກັດກ່ອນຂອງເຫຼັກເສີມ ແລະ ຄວາມເສຍຫາຍຈາກການແຊ່ແຂງ-ລະລາຍ. ການນໍາໃຊ້ສານປະສົມທີ່ດັດແປງຄວາມໜືດໄດ້ສະແດງໃຫ້ເຫັນວ່າຫຼຸດຜ່ອນຄ່າສໍາປະສິດການຂົນສົ່ງໄລຍະຍາວເຫຼົ່ານີ້ໂດຍການເພີ່ມຄວາມໜືດຂອງນໍ້າຢາລະລາຍຮູຂຸມຂົນໃນຄອນກີດທີ່ແຂງຕົວ.

5. ຜົນປະໂຫຍດທາງດ້ານເສດຖະກິດ ແລະ ການປະຕິບັດຕົວຈິງ
ການຄຸ້ມຄອງຄວາມໜືດທີ່ຊັດເຈນແມ່ນກົນໄກຍຸດທະສາດທີ່ສົ່ງຜົນກະທົບໂດຍກົງຕໍ່ຜົນກຳໄລຂອງຜູ້ຜະລິດຄອນກີດໂດຍການຫຼຸດຜ່ອນສິ່ງເສດເຫຼືອ, ການເພີ່ມປະສິດທິພາບ ແລະ ການຫຼຸດຜ່ອນຕົ້ນທຶນໂດຍລວມ.
5.1 ການຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍທີ່ສາມາດວັດແທກໄດ້
-
ຫຼຸດຜ່ອນສິ່ງເສດເຫຼືອ ແລະ ສິ່ງເສດເຫຼືອ: ການຕິດຕາມກວດກາຄວາມໜືດແບບເວລາຈິງຊ່ວຍໃຫ້ຜູ້ຜະລິດສາມາດລະບຸ "ຈຸດສິ້ນສຸດ" ຂອງຂະບວນການປະສົມໄດ້ຢ່າງຖືກຕ້ອງ ແລະ ໜ້າເຊື່ອຖື, ປ້ອງກັນການປະສົມຫຼາຍເກີນໄປ ແລະ ຮັບປະກັນວ່າແຕ່ລະຊຸດຕອບສະໜອງຕາມຂໍ້ກຳນົດ. ສິ່ງນີ້ຊ່ວຍຫຼຸດຜ່ອນສິ່ງເສດເຫຼືອວັດສະດຸ ແລະ ຈຳນວນການໂຫຼດທີ່ຖືກປະຕິເສດໄດ້ຢ່າງຫຼວງຫຼາຍ, ເຊິ່ງເປັນແຫຼ່ງທີ່ມາຂອງຄ່າໃຊ້ຈ່າຍ ແລະ ໜີ້ສິນຫຼັກ.
-
ການປະຫຍັດພະລັງງານ ແລະ ເວລາ: ການເພີ່ມປະສິດທິພາບຂອງຂະບວນການປະສົມຜ່ານການຄວບຄຸມຄວາມໜືດຊ່ວຍປະຢັດທັງເວລາ ແລະ ພະລັງງານ. ຂໍ້ມູນແບບເວລາຈິງສາມາດປ້ອງກັນການປະສົມຫຼາຍເກີນໄປ, ເຊິ່ງເປັນການເສຍທັງເວລາ ແລະ ໄຟຟ້າ, ແລະ ມັນສາມາດກວດພົບການປະສົມໜ້ອຍເກີນໄປ, ປ້ອງກັນຄວາມຕ້ອງການໃນການເຮັດວຽກຊ້ຳທີ່ມີຄ່າໃຊ້ຈ່າຍສູງ.
5.2 ການເພີ່ມປະສິດທິພາບການດຳເນີນງານສູງສຸດ
-
ການຜະລິດທີ່ມີປະສິດທິພາບ: ການຕິດຕາມກວດກາຄວາມໜືດແບບອັດຕະໂນມັດ ແລະ ໃນເວລາຈິງເຮັດໃຫ້ຂະບວນການຜະລິດທັງໝົດມີປະສິດທິພາບຂຶ້ນ, ຫຼຸດຜ່ອນຄວາມຕ້ອງການໃນການເກັບຕົວຢ່າງ ແລະ ການທົດສອບດ້ວຍຕົນເອງທີ່ໃຊ້ເວລາຫຼາຍ. ສິ່ງນີ້ຊ່ວຍໃຫ້ພະນັກງານຄວບຄຸມຄຸນນະພາບສາມາດຈັດການທີມງານ ແລະ ປະລິມານວຽກຂອງເຂົາເຈົ້າໄດ້ຢ່າງມີປະສິດທິພາບຫຼາຍຂຶ້ນ, ເຖິງແມ່ນວ່າຈະມາຈາກສະຖານທີ່ຫ່າງໄກສອກຫຼີກ.
-
ຄວາມຕ້ອງການແຮງງານທີ່ຕ່ຳກວ່າ: ການໃຊ້ສ່ວນປະສົມທີ່ຄວບຄຸມດ້ວຍລະບົບຄວາມດັນ, ໂດຍສະເພາະແມ່ນ SCC, ສາມາດຫຼຸດຜ່ອນ ຫຼື ລົບລ້າງຄວາມຕ້ອງການໃນການສັ່ນສະເທືອນດ້ວຍມື ແລະ ການລວມຕົວໄດ້ຢ່າງຫຼວງຫຼາຍ. ສິ່ງນີ້ເຮັດໃຫ້ທີມງານຈັດວາງມີຂະໜາດນ້ອຍລົງ, ເຊິ່ງນຳໄປສູ່ການປະຫຍັດຕົ້ນທຶນແຮງງານໄດ້ຢ່າງຫຼວງຫຼາຍ.
-
ການຮ້ອງຮຽນ ແລະ ໜີ້ສິນຂອງລູກຄ້າໜ້ອຍລົງ: ການຜະລິດຄອນກີດທີ່ມີຄຸນນະພາບສູງ ແລະ ສະໝ່ຳສະເໝີຊ່ວຍຫຼຸດຜ່ອນການຮ້ອງຮຽນຂອງລູກຄ້າ ແລະ ຫຼຸດຜ່ອນຄວາມສ່ຽງຂອງໜີ້ສິນທີ່ມີຄ່າໃຊ້ຈ່າຍສູງ ແລະ ການດຳເນີນຄະດີທີ່ເກີດຈາກຂໍ້ບົກຜ່ອງ ຫຼື ຄວາມລົ້ມເຫຼວຂອງໂຄງສ້າງ.
5.3 ຕົ້ນທຶນວັດສະດຸ ແລະ ປະສິດທິພາບ
-
ທາງເລືອກທີ່ມີປະສິດທິພາບດ້ານຕົ້ນທຶນ: ການສຶກສາໄດ້ສະແດງໃຫ້ເຫັນວ່າການໃຊ້ສ່ວນປະສົມແຮ່ທາດເຊັ່ນ: ຂີ້ເທົ່າລອຍ ຫຼື ຊີມັງຂີ້ເທົ່າເປັນການທົດແທນບາງສ່ວນສຳລັບຊີມັງສາມາດບັນລຸຄຸນສົມບັດດ້ານການໄຫຼທີ່ຕ້ອງການ ໃນຂະນະທີ່ປະຫຍັດກວ່າຢ່າງຫຼວງຫຼາຍ (ປະຫຍັດຕົ້ນທຶນ 30-40% ໃນບາງກໍລະນີ).
-
ການນຳໃຊ້ VMA ຍຸດທະສາດ: ໃນຂະນະທີ່ສານປະສົມທີ່ດັດແປງຄວາມໜືດທາງການຄ້າອາດຈະມີລາຄາແພງ, ການພັດທະນາສານປະສົມໃໝ່ທີ່ປະຫຍັດກວ່າ ແລະ ຄວາມສາມາດໃນການນຳໃຊ້ພວກມັນໃນປະລິມານທີ່ແນ່ນອນໂດຍອີງໃສ່ຂໍ້ມູນໃນເວລາຈິງຊ່ວຍໃຫ້ໄດ້ຮັບຜົນປະໂຫຍດດ້ານປະສິດທິພາບທີ່ຄຸ້ມຄ່າ.
6. ຄຳແນະນຳທີ່ສາມາດນຳໃຊ້ໄດ້ສຳລັບການຈັດຕັ້ງປະຕິບັດໃນອຸດສາຫະກຳ
ສຳລັບຜູ້ຜະລິດຄອນກີດ ແລະ ບໍລິສັດກໍ່ສ້າງ ເພື່ອຮັບຮູ້ເຖິງຜົນປະໂຫຍດຂອງການຄຸ້ມຄອງຄວາມໜືດຢ່າງເຕັມທີ່, ຈຳເປັນຕ້ອງມີການປ່ຽນແປງຍຸດທະສາດທັງໃນວິທີການ ແລະ ເຕັກໂນໂລຊີ.
6.1 ການປັບແຕ່ງການອອກແບບສ່ວນປະສົມສຳລັບການຄວບຄຸມຄວາມໜືດ
ເປົ້າໝາຍຂອງການອອກແບບສ່ວນປະສົມແມ່ນເພື່ອດຸ່ນດ່ຽງຄວາມເຂັ້ມແຂງ, ຄວາມທົນທານ, ແລະ ຄວາມສາມາດໃນການໃຊ້ງານ. ໂດຍການຄວບຄຸມຕົວກໍານົດການຕໍ່ໄປນີ້ຢ່າງຫ້າວຫັນ, ຜູ້ຜະລິດສາມາດຄຸ້ມຄອງຄວາມໜືດໄດ້ຢ່າງມີປະສິດທິພາບ.
-
ຄວບຄຸມອັດຕາສ່ວນນ້ຳຕໍ່ຊີມັງ: ອັດຕາສ່ວນ W/Cm ແມ່ນຕົວກຳນົດຫຼັກຂອງຄວາມແຂງແຮງ ແລະ ກຳນົດພື້ນຖານສຳລັບຄວາມໜືດຂອງສ່ວນປະສົມ. ເປົ້າໝາຍ W/Cm ຂອງ 0.45-0.6 ມັກຖືກພິຈາລະນາວ່າເໝາະສົມສຳລັບຄວາມສາມາດໃນການໃຊ້ງານທົ່ວໄປ, ແຕ່ສິ່ງນີ້ສາມາດຫຼຸດລົງໄດ້ສຳລັບການນຳໃຊ້ທີ່ມີຄວາມແຂງແຮງສູງໂດຍການໃຊ້ສານປະສົມຫຼຸດນ້ຳ.
-
ເພີ່ມປະສິດທິພາບການເຄືອບສີຂອງມວນລວມ: ນຳໃຊ້ມວນລວມທີ່ມີລະດັບດີເພື່ອຫຼຸດຜ່ອນຄວາມຕ້ອງການການປົນ ແລະ ປັບປຸງຄວາມສາມາດໃນການໃຊ້ງານ. ທົດສອບມວນລວມເປັນປະຈຳເພື່ອຄວາມຊຸ່ມ, ຄວາມລະອຽດ ແລະ ຮູບຮ່າງເພື່ອຮັບປະກັນຄວາມສອດຄ່ອງຈາກຊຸດໜຶ່ງຫາອີກຊຸດໜຶ່ງ.
-
ການນໍາໃຊ້ຄ່າລະອຽດຢ່າງມີຍຸດທະສາດ: ເພີ່ມປະລິມານຄ່າລະອຽດ (ເຊັ່ນ: ດ້ວຍຂີ້ເທົ່າລອຍ, ຊີມັງຂີ້ເທົ່າ, ຫຼື ຊິລິກາຟູມ) ເພື່ອປັບປຸງການໄຫຼ ແລະ ຄວາມໝັ້ນຄົງໂດຍບໍ່ຕ້ອງເພີ່ມນໍ້າເພີ່ມ. ຮູບຮ່າງກົມຂອງອະນຸພາກຂີ້ເທົ່າລອຍ, ໂດຍສະເພາະ, ຊ່ວຍເພີ່ມຄວາມຫຼໍ່ລື່ນ ແລະ ສາມາດຫຼຸດຜ່ອນຄວາມຕ້ອງການ VMA ທີ່ມີລາຄາແພງກວ່າ.
ຕາຕະລາງທີ 3: ການປັບການອອກແບບການປະສົມທີ່ໃຊ້ໄດ້ຈິງສຳລັບການຄວບຄຸມການໄຫຼ
| ອົງປະກອບ | ຜົນກະທົບຕໍ່ຄວາມໜືດ | ການປັບຕົວຕົວຈິງເພື່ອໃຫ້ໄດ້ຜົນທີ່ຕ້ອງການ |
| ນ້ຳ | ຫຼຸດຜ່ອນຄວາມໜືດ. | ຕື່ມນໍ້າເພື່ອເພີ່ມຄວາມສາມາດໃນການໃຊ້ງານ, ແຕ່ເປັນທາງເລືອກສຸດທ້າຍເທົ່ານັ້ນເນື່ອງຈາກການແລກປ່ຽນຄວາມແຂງແຮງ. |
| ມວນສານ (ຂະໜາດ/ຮູບຮ່າງ) | ເພີ່ມຄວາມໜືດ. | ໃຊ້ວັດສະດຸປະສົມທີ່ມີລະດັບດີເພື່ອຫຼຸດຜ່ອນຄວາມຕ້ອງການຂອງກາວ ແລະ ຈັດການຮູບຮ່າງ (ບົດໃຫ້ລະອຽດເພື່ອການຍຶດຕິດ, ແຕ່ບໍ່ໃຫ້ມີມຸມຫຼາຍເກີນໄປ). |
| ເນື້ອໃນຄ່າປັບໄໝ | ຫຼຸດຜ່ອນຄວາມໜືດ. | ເພີ່ມປະລິມານລະອຽດ (ເຊັ່ນ: ດ້ວຍຂີ້ເທົ່າລອຍ ຫຼື ຂີ້ກະເທີ່) ເພື່ອປັບປຸງການໄຫຼ ແລະ ການຍຶດຕິດ. |
| ສານເຄມີຊຸບເປີພລາສຕິກ | ຫຼຸດຜ່ອນຄວາມໜືດ. | ໃຊ້ເພື່ອໃຫ້ໄດ້ຄວາມສາມາດໃນການເຮັດວຽກ ແລະ ການໄຫຼສູງໃນອັດຕາສ່ວນ W/Cm ຕ່ຳ. |
| ຕົວດັດແປງຄວາມໜືດ (VMAs) | ເພີ່ມຄວາມໜືດ. | ນຳໃຊ້ເພື່ອປັບປຸງຄວາມສອດຄ່ອງ ແລະ ຄວາມຕ້ານທານການແຍກອອກຈາກກັນໂດຍບໍ່ຕ້ອງເສຍສະລະຄວາມສາມາດໃນການໄຫຼ. |
6.2 ການນໍາໃຊ້ສານປະສົມທີ່ມີຍຸດທະສາດ
ສານປະສົມແມ່ນເຄື່ອງມືຫຼັກສຳລັບການປັບແຕ່ງຄວາມຄ່ອງຕົວຂອງຄອນກີດ ແລະ ຄວນນຳໃຊ້ຢ່າງມີຍຸດທະສາດເພື່ອບັນລຸເປົ້າໝາຍການປະຕິບັດສະເພາະ.
-
ສານເຄມີເສີມຄວາມພລາສຕິກ: ສຳລັບສ່ວນປະສົມທີ່ຕ້ອງການຄວາມໄຫຼ ແລະ ຄວາມແຂງແຮງສູງ, ໃຫ້ໃຊ້ຕົວຫຼຸດນ້ຳລະດັບສູງເພື່ອໃຫ້ໄດ້ຄວາມພຽບພ້ອມທີ່ຕ້ອງການໃນອັດຕາສ່ວນ W/Cm ຕ່ຳ.
-
ສານປະສົມປັບຄວາມໜືດ (VMAs): ໃຊ້ VMAs ສຳລັບສ່ວນປະສົມທີ່ຕ້ອງການຄວາມຕ້ານທານການແຍກຕົວສູງ, ເຊັ່ນ: SCC, ຄອນກີດໃຕ້ນ້ຳ, ແລະ ການຖອກນ້ຳຕັ້ງສູງ. ພວກມັນມີຄວາມຈຳເປັນສຳລັບການສະໜອງຄວາມຕິດກັນ ແລະ ເພື່ອຫຼຸດຜ່ອນຜົນກະທົບຂອງຫີນປະສົມທີ່ຮຸນແຮງ ຫຼື ມີຊ່ອງຫວ່າງ.
-
ສ່ວນປະສົມທົດລອງແມ່ນມີຄວາມສຳຄັນຫຼາຍ: ປະສິດທິພາບຂອງສານປະສົມສາມາດໄດ້ຮັບຜົນກະທົບຈາກອຸນຫະພູມ ແລະ ສ່ວນປະກອບອື່ນໆຂອງສ່ວນປະສົມ. ໃຫ້ໃຊ້ສ່ວນປະສົມທົດລອງສະເໝີເພື່ອກຳນົດປະລິມານຢາທີ່ດີທີ່ສຸດສຳລັບສະພາບສະຖານທີ່ສະເພາະ.
6.3 ຂອບການຄວບຄຸມຄຸນນະພາບທີ່ທັນສະໄໝ
ການປ່ຽນຈາກຂອບການຄວບຄຸມຄຸນນະພາບແບບຕອບໂຕ້ໄປສູ່ແບບຕັ້ງໜ້າແມ່ນຂັ້ນຕອນສຸດທ້າຍໃນກົນລະຍຸດການຄຸ້ມຄອງຄວາມໜືດທີ່ປະສົບຜົນສຳເລັດ.
-
ປ່ຽນຈາກ Slump ໄປສູ່ Rheology: ສຳລັບການປະສົມທີ່ທັນສະໄໝ, ໃຫ້ກ້າວໄປໄກກວ່າການທົດສອບ slump ເພື່ອລວມເອົາການປະເມີນ rheological ທີ່ຊັບຊ້ອນກວ່າ, ເຊັ່ນ: ເຄື່ອງວັດຄວາມໜຽວແບບໝູນວຽນໃນຫ້ອງທົດລອງ ຫຼື ການທົດສອບ slump ທີ່ຖືກດັດແປງໃນພາກສະໜາມທີ່ວັດແທກທັງຄວາມສູງຂອງ slump ແລະ ເວລາໄຫຼຂອງ slump.
-
ຮັບຮອງເອົາການຕິດຕາມກວດກາໃນສາຍການຜະລິດ: ລົງທຶນໃນເຊັນເຊີຄວາມໜືດ ແລະ ແຮງບິດໃນສາຍການຜະລິດແບບເວລາຈິງ ເພື່ອຕິດຕາມກວດກາຄວາມສອດຄ່ອງຂອງສ່ວນປະສົມ. ນີ້ແມ່ນວິທີທີ່ມີປະສິດທິພາບທີ່ສຸດເພື່ອຮັບປະກັນຄວາມສະໝໍ່າສະເໝີຂອງຜະລິດຕະພັນ, ຫຼຸດຜ່ອນສິ່ງເສດເຫຼືອ ແລະ ເພີ່ມປະສິດທິພາບການຜະລິດ.
-
ພັດທະນາບັນຊີກວດສອບຄຸນນະພາບທີ່ສົມບູນແບບ: ສ້າງມາດຕະຖານທີ່ກ້າວໄປໄກກວ່າການທົດສອບຄວາມຢືດຢຸ່ນ ແລະ ຄວາມແຂງແຮງແບບດັ້ງເດີມ. ຕິດຕາມກວດກາຕົວກໍານົດການທີ່ສໍາຄັນເຊັ່ນ: ປະລິມານຄວາມຊຸ່ມຊື່ນລວມ, ອຸນຫະພູມປະສົມ, ແລະ ເວລາປະສົມເປັນສ່ວນໜຶ່ງຂອງໂປໂຕຄອນການຄວບຄຸມຄຸນນະພາບແບບຮອບດ້ານ.
ການຄຸ້ມຄອງຄວາມໜືດບໍ່ແມ່ນບັນຫາເພີ່ມເຕີມອີກຕໍ່ໄປ; ມັນເປັນຄວາມສາມາດຫຼັກສຳລັບຜູ້ຜະລິດຄອນກີດທີ່ທັນສະໄໝ ແລະ ບໍລິສັດກໍ່ສ້າງ. ການຫັນປ່ຽນຈາກວິທີການແບບດັ້ງເດີມ, ວິທີການທີ່ອີງໃສ່ປະສົບການໄປສູ່ວິທີການທາງວິທະຍາສາດ ແລະ ອີງໃສ່ການໄຫຼຂອງນ້ຳ ສະໜອງເສັ້ນທາງທີ່ຊັດເຈນສຳລັບນະວັດຕະກຳ, ປະສິດທິພາບ ແລະ ມາດຕະຖານຄຸນນະພາບໃໝ່ໃນອຸດສາຫະກຳຄອນກີດ. ໂດຍການນຳໃຊ້ຂໍ້ມູນໃນເວລາຈິງ, ການເຂົ້າໃຈການພົວພັນກັນທີ່ສັບສົນຂອງສ່ວນປະກອບປະສົມ, ແລະ ການຈັດຕັ້ງປະຕິບັດຂອບການຄວບຄຸມຄຸນນະພາບທີ່ເຂັ້ມແຂງ, ບໍລິສັດຕ່າງໆສາມາດຮັບປະກັນການປະສົມຄອນກີດສົດທີ່ເປັນເອກະພາບ ແລະ ບໍ່ມີຂໍ້ບົກຜ່ອງ. ການຄວບຄຸມແບບຕັ້ງໜ້ານີ້ເປັນເງື່ອນໄຂທີ່ສຳຄັນສຳລັບການບັນລຸຄວາມແຂງແຮງ ແລະ ຄວາມທົນທານທີ່ອອກແບບມາຂອງຜະລິດຕະພັນທີ່ແຂງ. ໃນການເຮັດເຊັ່ນນັ້ນ, ມັນຊ່ວຍໃຫ້ມີກຳໄລ ແລະ ຄວາມຄາດເດົາໄດ້ຫຼາຍຂຶ້ນ, ໃນທີ່ສຸດກໍ່ໃຫ້ຄວາມໄດ້ປຽບໃນການແຂ່ງຂັນໃນຕະຫຼາດທີ່ມີຄວາມຕ້ອງການ ແລະ ມີການປ່ຽນແປງ.
ເວລາໂພສ: ກັນຍາ-01-2025







