

La viscosidad es la propiedad principal que rige el rendimiento de la mezcla de hormigón fresco, influyendo en todo, desde su capacidad de bombeo hasta su resistencia a la segregación. Analice en detalle cómo una comprensión profunda y una gestión proactiva de la viscosidad del hormigón pueden contribuir a la eficiencia operativa, la calidad del producto final y los costos generales del proyecto. Tecnologías de medición continua en línea y un enfoque basado en datos paraproceso de mezcla de hormigónPuede garantizar la homogeneidad y la consistencia necesarias para lograr un producto final resistente, duradero y fiable.
Necesidades de una gestión científica de la viscosidad en la mezcla
La demanda de materiales con propiedades avanzadas, como el hormigón de alta resistencia (HPC), el hormigón autocompactante (SCC) y las mezclas especiales reforzadas con fibras, por parte del sector de la construcción, ha puesto de manifiesto las limitaciones de las medidas tradicionales de control de calidad. Durante casi un siglo, el ensayo de asentamiento ha sido el método estándar para evaluar la trabajabilidad del hormigón fresco. Si bien es sencillo y conocido, este ensayo de un solo parámetro resulta fundamentalmente inadecuado para caracterizar el complejo comportamiento de flujo del hormigón moderno, y a menudo proporciona resultados engañosos que no permiten predecir el verdadero rendimiento de la mezcla en obra.
El flujo y la deformación del hormigón fresco, denominados en conjunto reología, son fundamentales para su rendimiento. El factor principal que influye en la reología es la viscosidad del hormigón durante la mezcla, la cual determina su comportamiento desde la mezcla inicial hasta su colocación final en el encofrado. Sustituya las pruebas subjetivas y empíricas por una tecnología de detección continua y precisa para una medición de viscosidad más exacta.
1. Los fundamentos reológicos del hormigón
1.1 Definición de la viscosidad en un fluido complejo
Para comprender la reología del hormigón fresco, es fundamental reconocerlo no como un simple líquido, sino como una suspensión heterogénea y altamente concentrada de partículas sólidas en un líquido viscoso. La fase continua, o matriz, del hormigón es una suspensión de partículas finas —que incluyen granos de cemento (con un diámetro promedio de aproximadamente 15 µm), aditivos minerales (como el humo de sílice con un diámetro promedio de 0,15 µm) y partículas de arena menores de 100 µm— dispersas en agua que contiene aditivos químicos. El comportamiento del flujo controla directamente el comportamiento general del flujo y la procesabilidad de toda la mezcla de hormigón.
A diferencia de un fluido newtoniano, cuya viscosidad es constante a cualquier velocidad de cizallamiento, el hormigón presenta un comportamiento no newtoniano. Su resistencia al flujo no es un valor único y fijo. El término «viscosidad aparente» describe la relación entre el esfuerzo cortante aplicado y la velocidad de cizallamiento resultante. Esta viscosidad aparente varía en función de la velocidad de cizallamiento y la concentración de partículas sólidas en la suspensión, así como del grado de floculación de las partículas. Para fines prácticos, las propiedades de flujo del hormigón fresco se caracterizan mejor mediante un modelo de dos parámetros, que proporciona una descripción más completa y útil que una medición de un solo valor.
1.2 Modelos reológicos esenciales: Bingham y más allá
El flujo del hormigón fresco se describe de forma más común y eficaz mediante el modelo de fluidos de Bingham, que proporciona dos parámetros reológicos fundamentales para caracterizar su comportamiento: la tensión de fluencia y la viscosidad plástica. Estos dos parámetros reflejan la naturaleza dual del flujo del hormigón.
-
Límite elástico (τ0): Este parámetro representa la tensión cortante mínima que debe aplicarse al hormigón fresco antes de que comience a fluir. Es la fuerza necesaria para romper los enlaces temporales entre partículas e iniciar el movimiento. Una mezcla con un límite elástico alto se sentirá rígida y resistirá el movimiento inicial, mientras que un límite elástico bajo indica una mezcla muy fluida que se extenderá por su propio peso.
-
Viscosidad plástica (μp): Esta medida indica la resistencia del material al flujo continuo una vez superado el límite elástico. Se representa mediante la pendiente de la relación lineal entre el esfuerzo cortante y la velocidad de corte. La viscosidad plástica cuantifica la fricción interna y la resistencia viscosa del fluido, lo cual es crucial para procesos como el bombeo y el acabado.
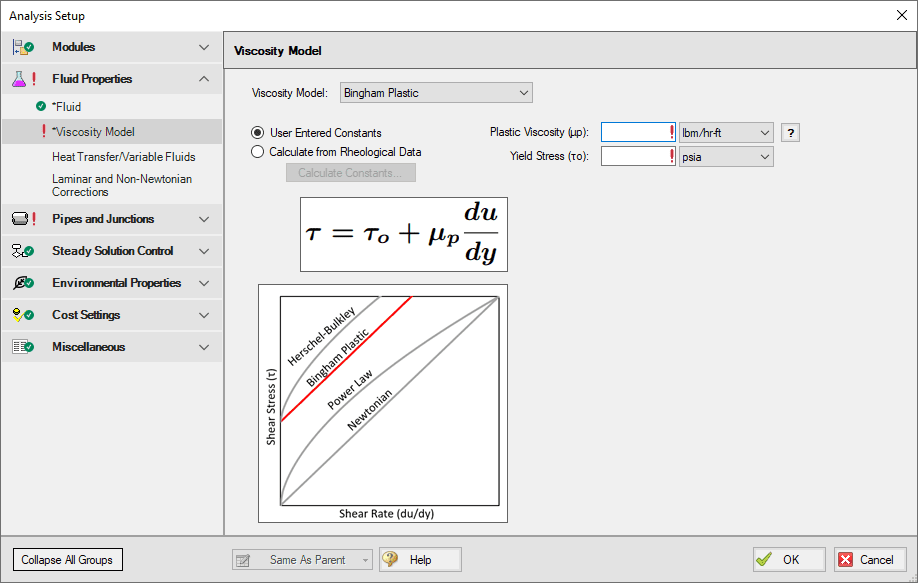
Para muchas aplicaciones avanzadas, como mezclas de alta fluidez o con comportamiento de espesamiento por cizallamiento, se pueden utilizar modelos más complejos como el de Herschel-Bulkley. Este modelo cuenta con tres parámetros reológicos —esfuerzo de fluencia, coeficiente de consistencia y exponente de consistencia— que describen cuantitativamente el esfuerzo de fluencia, la viscosidad diferencial y el grado de espesamiento por cizallamiento. Sin embargo, para la mayoría de los hormigones convencionales y de alto rendimiento, el modelo de Bingham proporciona un marco sólido y práctico para el control de calidad.
La dependencia de estos parámetros duales pone de manifiesto una deficiencia fundamental del control de calidad tradicional. El ensayo de asentamiento, por ejemplo, es una medición puntual que depende de la tensión de fluencia de la mezcla. Esto significa que una mezcla con el asentamiento adecuado puede presentar una viscosidad plástica incorrecta, lo que genera problemas importantes en obra. Por ejemplo, dos mezclas diferentes pueden producir el mismo valor de asentamiento, pero tener características de bombeabilidad o acabado distintas, ya que una puede tener una viscosidad plástica muy baja (lo que dificulta el acabado) mientras que la otra tiene una viscosidad plástica inaceptablemente alta (lo que dificulta el bombeo). Por lo tanto, un ensayo de un solo parámetro resulta insuficiente para el hormigón moderno, orientado al rendimiento, lo que exige un cambio hacia una caracterización reológica más completa.
Tabla 1: Parámetros reológicos y su significado físico
| Parámetro | Definición | Significado físico | Gobierna la propiedad primaria de hormigón fresco |
| Límite elástico (τ0) | La tensión cortante mínima necesaria para iniciar el flujo. | La fuerza necesaria para poner en movimiento una mezcla. | Asentamiento, segregación estática, presión del encofrado. |
| Viscosidad plástica (μp) | La resistencia al flujo continuo una vez que comienza el movimiento. | La resistencia al flujo una vez iniciado. | Bombeabilidad, segregación dinámica, capacidad de acabado. |
1.3 Factores clave que influyen en la viscosidad
Las propiedades reológicas del hormigón no son estáticas; son altamente sensibles a las proporciones y características de los materiales que lo componen. La tarea principal del diseñador de mezclas es equilibrar estos componentes para lograr la resistencia y trabajabilidad requeridas.
-
Relación agua-materiales cementantes (A/Cm): Este es, sin duda, el factor más importante. Una menor relación A/Cm, esencial para lograr mayor resistencia a la compresión y durabilidad, también incrementa significativamente el límite elástico y la viscosidad plástica de la mezcla. Esta relación inversa constituye la principal paradoja del diseño de mezclas: lograr una alta resistencia suele ir en detrimento de la trabajabilidad, lo que exige un enfoque más preciso en el control de la viscosidad.
-
Propiedades de los agregados: Las características de los agregados gruesos y finos son fundamentales. La superficie total de los agregados influye directamente en la cantidad de pasta necesaria para una lubricación adecuada. Las partículas más finas requieren más agua y cemento, lo que aumenta la viscosidad. La forma de las partículas también es crucial; los agregados angulares triturados tienen una mayor superficie y generan más fricción entre partículas que los agregados redondeados, lo que requiere más pasta para lograr la misma trabajabilidad.
-
Materiales cementantes: La finura del cemento y de los materiales cementantes suplementarios (MCS), como las cenizas volantes y el humo de sílice, influye significativamente en el rendimiento del hormigón. Las partículas más finas, con su mayor superficie, tienden a aumentar la floculación y la viscosidad. Por el contrario, la forma esférica de las partículas de cenizas volantes actúa como lubricante, reduciendo la viscosidad plástica y mejorando la fluidez.
-
Aditivos químicos: Los aditivos están diseñados específicamente para manipular la reología del hormigón. Los aditivos reductores de agua y los superplastificantes dispersan las partículas de cemento, reduciendo la cantidad de agua necesaria para una trabajabilidad determinada y, por lo tanto, aumentando el potencial de resistencia final. Los aditivos modificadores de la viscosidad (AMV) se utilizan para proporcionar cohesión y estabilidad a la mezcla sin añadir agua adicional. Son fundamentales para prevenir la segregación en hormigones de alta fluidez y para aplicaciones especializadas como el hormigón subacuático y el hormigón proyectado.
El desafío del diseño de mezclas radica en un problema de optimización interconectado. La decisión de reducir la relación agua/cemento para aumentar la resistencia puede disminuir la trabajabilidad al incrementar la viscosidad. La adición de un superplastificante puede restaurar la trabajabilidad, pero esta mayor fluidez puede, a su vez, aumentar el riesgo de exudación y segregación. Por lo tanto, se requiere un aditivo modificador de viscosidad para proporcionar la cohesión necesaria. Esta compleja dependencia multivariable demuestra que el proceso de mezclado del concreto no es un proceso lineal simple, sino un sistema complejo donde la gestión precisa de la viscosidad es el principal desafío. La selección y dosificación de un componente influye directamente en las proporciones requeridas de los demás, lo que hace que un enfoque holístico, basado en la reología, sea esencial para el éxito.
2. Gestión dinámica de la viscosidad
2.1 Limitaciones de las pruebas tradicionales
El ensayo de asentamiento sigue siendo la prueba de campo más utilizada para evaluar la consistencia del hormigón fresco. Esta prueba mide principalmente la respuesta de la mezcla a la gravedad, que depende principalmente de su límite elástico. El valor de asentamiento resultante no proporciona información sobre la viscosidad plástica de la mezcla. Esta deficiencia implica que un único valor de asentamiento no puede predecir con fiabilidad el comportamiento de la mezcla durante el bombeo, la colocación y el acabado, procesos que dependen en gran medida de la viscosidad plástica. Para materiales avanzados como el hormigón autocompactante (HAC), diseñados para fluir bajo su propio peso, se utiliza una métrica diferente: el ensayo de fluidez por asentamiento. Sin embargo, este también mide un valor empírico que no representa una verdadera propiedad reológica. Las deficiencias de estas pruebas tradicionales de un solo punto ponen de manifiesto la necesidad de un enfoque más científico.
2.2 Avances en la medición reológica
Para superar las limitaciones de las pruebas empíricas, el análisis reológico moderno emplea dispositivos sofisticados para cuantificar tanto el límite elástico como la viscosidad plástica.
-
Reómetros rotacionales: Estos dispositivos son el estándar para la investigación de laboratorio, ya que proporcionan una curva de flujo completa al aplicar un esfuerzo cortante continuo a una muestra de hormigón y medir el par resultante. Funcionan con diversas geometrías, incluyendo cilindros coaxiales, paletas e impulsores helicoidales.
2.3 Control de la viscosidad en tiempo real durante la mezcla
El objetivo final de la gestión de la viscosidad es pasar de un proceso reactivo y fuera de línea a un sistema de control proactivo y en tiempo real. Las pruebas de laboratorio fuera de línea tienen un valor limitado para el control del proceso, ya que las propiedades del hormigón cambian con el tiempo debido a la hidratación, la temperatura y el historial de esfuerzos cortantes. El monitoreo en línea y en tiempo real es la única manera de garantizar la consistencia entre lotes en un entorno de producción dinámico.
-
Sistemas basados en parUn método directo y práctico para el monitoreo en tiempo real consiste en medir el par motor o del eje de la mezcladora. El par necesario para hacer girar la mezcladora es directamente proporcional a la viscosidad de la mezcla. Un aumento brusco del par indica la adición de una nueva carga, mientras que una disminución significa que la mezcla se está volviendo más homogénea. Esto permite a los operadores realizar ajustes inmediatos para lograr la consistencia deseada en el menor tiempo posible.
-
Tecnologías emergentesTecnologías avanzadasviscosímetros de longitudProporcionan mediciones continuas y sin contacto directamente dentro de la mezcladora o en línea. Monitorean los parámetros clave en tiempo real, eliminando la necesidad de muestreo manual y brindando a los operadores y al personal de control de calidad información inmediata para realizar ajustes sobre la marcha.
La llegada de la automatización,medición de viscosidad en líneaPermite un cambio fundamental de un paradigma de gestión de calidad reactivo a uno proactivo. En un flujo de trabajo tradicional, se prepara una mezcla por lotes y se toma una muestra para una prueba de asentamiento. Si la mezcla no cumple con las especificaciones, el lote se ajusta o se rechaza, lo que conlleva una pérdida de tiempo, energía y material. Con un sistema en línea en tiempo real, se puede retroalimentar un flujo continuo de datos sobre la consistencia de la mezcla a un sistema de dosificación automatizado. Esto crea un sistema de control de circuito cerrado que guía automáticamente la mezcla hacia el punto final reológico deseado, asegurando que cada lote cumpla con las especificaciones y eliminando prácticamente el riesgo de errores humanos o lotes rechazados. Este sofisticado mecanismo de retroalimentación es un factor crucial para la calidad y la rentabilidad.
2.4 La influencia de los parámetros de mezcla
La mezcla no es simplemente un proceso de combinar ingredientes; es una etapa crítica que moldea fundamentalmente la reología y la microestructura de la mezcla fresca.
-
Combinando tiempo y energía:La duración e intensidad del mezclado influyen significativamente en las propiedades reológicas. Un mezclado insuficiente produce falta de homogeneidad, lo que compromete las propiedades del hormigón tanto fresco como endurecido. Un mezclado excesivo supone un desperdicio de energía y puede ser perjudicial para el producto final. El hormigón con baja relación agua/aglomerante, en particular, requiere un tiempo de mezclado más prolongado y mayor energía para lograr la homogeneidad.
-
Secuencia de mezcla:El orden en que se añaden los materiales a la mezcladora también puede afectar la reología final. En algunas mezcladoras, añadir primero los materiales finos puede provocar que se adhieran a las palas o se acumulen en las esquinas, lo que repercute negativamente en la uniformidad de la mezcla. La secuencia adecuada es especialmente importante para mezclas con baja relación agua/cemento, que son más sensibles a las variaciones.
3. Influencia de la viscosidad en el rendimiento del hormigón fresco
La gestión de la viscosidad no es un ejercicio abstracto; es el medio directo para controlar la trabajabilidad y la estabilidad del hormigón fresco, asegurando que se comporte de manera predecible durante su colocación y consolidación.
3.1 La relación entre viscosidad y trabajabilidad
La trabajabilidad es un término amplio que abarca la facilidad con la que una mezcla puede manipularse, colocarse y acabarse. Se trata de un delicado equilibrio entre fluidez y estabilidad, y está totalmente determinada por el perfil reológico de la mezcla.
-
Bombeabilidad: La capacidad de bombear hormigón a largas distancias o a grandes alturas depende principalmente de la viscosidad plástica. El hormigón de alta viscosidad requiere presiones de bombeo significativamente mayores para superar la pérdida por fricción, mientras que una baja viscosidad plástica y un límite elástico bajo son necesarios para un flujo suave y eficiente.
-
Colocabilidad y consolidación: Una viscosidad adecuada garantiza que la mezcla se pueda colocar fácilmente, fluya en encofrados complejos y encapsule el refuerzo sin dejar huecos. Los aditivos modificadores de viscosidad aumentan la lubricidad, reduciendo la energía necesaria para la consolidación y asegurando una mezcla uniforme con menos esfuerzo.
3.2 Garantizar la homogeneidad y la estabilidad
La homogeneidad del hormigón fresco es un factor crítico para la calidad del producto final. Sin una mezcla cohesiva, el hormigón es propenso a dos formas principales de separación: exudación y segregación. La viscosidad es la propiedad clave para mitigar estos fenómenos.
-
Exudación: Se trata de una forma de segregación a nivel microscópico que se produce cuando el agua asciende a la superficie de la mezcla fresca debido a que los sólidos no pueden retener toda el agua de amasado. Esto se debe a las diferencias de densidad y a la consolidación por el propio peso de las partículas sólidas.
-
Segregación: Se trata de la separación de los agregados gruesos del mortero. Cuando la viscosidad de la pasta de cemento es insuficiente, los agregados, que son más densos que la pasta, se depositan en el fondo del encofrado.
Los parámetros reológicos rigen estos fenómenos de diferentes maneras. El límite elástico es el principal factor que controla la segregación estática, que ocurre cuando la mezcla está en reposo. Un límite elástico suficientemente alto impide que las partículas se sedimenten por su propio peso. La viscosidad plástica, por otro lado, es el factor clave que controla la segregación dinámica, que ocurre durante el flujo o la vibración. Una mayor viscosidad plástica proporciona la resistencia cohesiva necesaria para evitar que las partículas más pesadas se muevan con respecto a la pasta.
Lograr una mezcla altamente fluida y, al mismo tiempo, evitar la segregación, es un delicado equilibrio. Para materiales como el hormigón autocompactante, la mezcla debe tener una tensión de fluencia lo suficientemente baja como para fluir bajo su propio peso, pero una viscosidad plástica lo suficientemente alta como para resistir la segregación dinámica durante la colocación y, a la vez, una tensión de fluencia lo suficientemente alta como para resistir la segregación estática después de la colocación. Este requisito simultáneo constituye un complejo problema de optimización que depende en gran medida de un conocimiento preciso de la reología y del uso de aditivos estratégicos como los aditivos viscoelásticos para proporcionar la cohesión necesaria.
3.3 Lograr un acabado superior
Una correcta gestión de la viscosidad es un requisito indispensable para obtener un acabado superficial duradero y de alta calidad.
-
Aspecto superficial: Una viscosidad bien controlada evita el sangrado excesivo, que puede crear una capa débil y acuosa (lechada) en la superficie que compromete la durabilidad y la estética.
-
Escape de burbujas de aire: Se requiere una viscosidad plástica adecuada para permitir que las burbujas de aire atrapadas escapen durante la consolidación, evitando huecos y asegurando una superficie lisa y densa. Sin embargo, una viscosidad demasiado alta atrapará las burbujas de aire, lo que provocará defectos como la formación de panales.
Tabla 2: Impacto de la viscosidad en las propiedades del hormigón fresco
| Propiedad de hormigón fresco | Parámetro(s) reológico(s) determinante(s) | Estado deseado | Razón fundamental |
| Bombeabilidad | Viscosidad plástica y límite elástico | Bajo | Una menor viscosidad plástica y un menor límite elástico reducen las pérdidas por fricción y la presión de bombeo. |
| Resistencia a la segregación estática | Límite elástico | Alto | Una tensión de fluencia suficientemente alta impide que las partículas se sedimenten bajo su propio peso en reposo. |
| Resistencia a la segregación dinámica | Viscosidad plástica | Alto | La alta viscosidad plástica proporciona una resistencia cohesiva al movimiento de las partículas durante el flujo. |
| Finalizabilidad | Viscosidad plástica | Adecuado | Ni demasiado bajo (provoca sangrado) ni demasiado alto (atrapa aire), lo que garantiza una superficie lisa y duradera. |
| Posibilidad | Límite elástico y viscosidad plástica | Bajo | Su baja tensión de fluencia y viscosidad plástica permiten que la mezcla fluya y rellene formas complejas y jaulas de refuerzo. |
4. El vínculo causal: De la viscosidad a la calidad del producto final
El control de las propiedades del hormigón fresco mediante la gestión de la viscosidad no es un fin en sí mismo; es la condición previa necesaria para lograr la resistencia, durabilidad y fiabilidad previstas del producto final endurecido.
4.1 La relación entre homogeneidad y resistencia
Las propiedades del hormigón fresco afectan directamente a la calidad y resistencia del hormigón endurecido. El control tecnológico de las propiedades del hormigón endurecido, como la resistencia a la compresión, carece de sentido sin controlar previamente su estado fresco. La resistencia teórica de una mezcla de hormigón está determinada en gran medida por su relación agua-cemento. Sin embargo, la resistencia real de una estructura depende en gran medida de la uniformidad con la que se distribuyen los materiales en la mezcla.
En una mezcla fresca, si la viscosidad es demasiado baja, los agregados más pesados se depositarán en el fondo y el agua aflorará a la superficie.
Esto crea zonas con relaciones agua/cemento variables: una relación mayor en las capas superiores (debido a la exudación) y una menor en las inferiores (debido al asentamiento de los agregados). Como resultado, el hormigón endurecido no será un material homogéneo con resistencia uniforme. Las capas superiores, con su mayor porosidad por exudación, serán más débiles y permeables, mientras que las inferiores pueden contener huecos y porosidad por una consolidación deficiente y segregación. Controlar la viscosidad en estado fresco equivale a "fijar" el potencial de resistencia de una mezcla determinada, asegurando la homogeneidad y evitando la formación de estos defectos. Es un requisito indispensable para lograr la resistencia y durabilidad previstas.
4.2 Vacíos, densidad y durabilidad
Una gestión eficaz de la viscosidad es una medida preventiva fundamental contra los defectos comunes que comprometen la durabilidad a largo plazo de una estructura.
-
Prevención de la formación de huecos y poros: Una mezcla con un perfil reológico equilibrado —con la fluidez suficiente para rellenar los moldes, pero con una viscosidad lo suficientemente baja como para permitir la salida del aire atrapado— es fundamental para prevenir la formación de huecos y poros. Estos defectos no solo afectan la estética de la estructura, sino que también comprometen seriamente su integridad estructural al crear puntos débiles donde se acumula la humedad.
-
Porosidad y permeabilidad: La exudación y la segregación crean canales y huecos en la matriz del hormigón, lo que aumenta significativamente su porosidad y permeabilidad. El aumento de la permeabilidad permite la entrada de agua, cloruros y otros iones nocivos, lo que puede provocar la corrosión del acero de refuerzo y daños por ciclos de congelación y descongelación. Se ha demostrado que el uso de aditivos modificadores de la viscosidad reduce estos coeficientes de transporte a largo plazo al aumentar la viscosidad de la solución de poros en el hormigón endurecido.

5. Beneficios económicos y prácticos
La gestión precisa de la viscosidad es una palanca estratégica que impacta directamente en los resultados de un productor de hormigón al reducir los residuos, aumentar la eficiencia y disminuir los costes generales.
5.1 Reducción de costos cuantificable
-
Reducción de desperdicios y rechazos: El monitoreo de viscosidad en tiempo real permite a los productores identificar con precisión y fiabilidad el punto final del proceso de mezclado, evitando el sobremezclado y asegurando que cada lote cumpla con las especificaciones. Esto reduce significativamente el desperdicio de material y el número de lotes rechazados, que representan una importante fuente de costos y responsabilidades.
-
Ahorro de energía y tiempo: La optimización del proceso de mezclado mediante el control de la viscosidad ahorra tiempo y energía. Los datos en tiempo real evitan el sobremezclado, que supone un desperdicio de tiempo y electricidad, y detectan la falta de mezclado, evitando así costosos reprocesamientos.
5.2 Maximización de la eficiencia operativa
-
Producción optimizada: El monitoreo automatizado y en tiempo real de la viscosidad optimiza todo el proceso de producción, reduciendo la necesidad de muestreo y pruebas manuales que consumen mucho tiempo. Esto permite al personal de control de calidad gestionar sus equipos y cargas de trabajo de manera más eficaz, incluso desde ubicaciones remotas.
-
Menor necesidad de mano de obra: El uso de mezclas con reología controlada, en particular el hormigón autocompactante (HAC), puede reducir o incluso eliminar significativamente la necesidad de vibración y compactación manuales. Esto se traduce en equipos de colocación más pequeños, lo que conlleva un importante ahorro en costes laborales.
-
Menos quejas de clientes y responsabilidades: Producir lotes de hormigón uniformes y de alta calidad reduce las quejas de los clientes y minimiza el riesgo de costosas responsabilidades y litigios derivados de defectos o fallos estructurales.
5.3 Costo y rendimiento de los materiales
-
Alternativas rentables: Los estudios han demostrado que el uso de aditivos minerales como cenizas volantes o cemento de escoria como sustitutos parciales del cemento puede lograr las propiedades reológicas deseadas, resultando a la vez significativamente más económico (ahorro de costes del 30-40% en algunos casos).
-
Uso estratégico de los aditivos modificadores de viscosidad: Si bien los aditivos comerciales para modificar la viscosidad pueden ser costosos, el desarrollo de aditivos nuevos y más económicos, junto con la capacidad de utilizarlos en dosis precisas basadas en datos en tiempo real, permite obtener mejoras en el rendimiento de forma rentable.
6. Recomendaciones prácticas para la implementación en la industria
Para que los productores de hormigón y las empresas constructoras aprovechen al máximo las ventajas de la gestión de la viscosidad, se requiere un cambio estratégico tanto en el enfoque como en la tecnología.
6.1 Ajustes del diseño de la mezcla para el control de la viscosidad
El objetivo del diseño de la mezcla es equilibrar la resistencia, la durabilidad y la trabajabilidad. Al controlar activamente los siguientes parámetros, los productores pueden gestionar de forma proactiva la viscosidad.
-
Controlar la relación agua-cemento: La relación agua-cemento (A/Cm) es el principal determinante de la resistencia y establece la viscosidad de referencia de la mezcla. Un valor objetivo de A/Cm de 0,45-0,6 suele considerarse ideal para una buena trabajabilidad general, pero este valor puede reducirse para aplicaciones de alta resistencia mediante el uso de aditivos reductores de agua.
-
Optimización de la granulometría de los agregados: Utilice agregados bien graduados para minimizar la cantidad de pasta necesaria y mejorar la trabajabilidad. Analice periódicamente los agregados para comprobar su contenido de humedad, finura y forma, garantizando así la uniformidad entre lotes.
-
Uso estratégico de finos: Aumentar el contenido de finos (por ejemplo, con cenizas volantes, cemento de escoria o humo de sílice) mejora la fluidez y la estabilidad sin necesidad de añadir agua. La forma esférica de las partículas de cenizas volantes, en particular, mejora la lubricidad y puede reducir la necesidad de aditivos viscoelásticos más costosos.
Tabla 3: Ajustes prácticos del diseño de mezclas para el control de la reología
| Componente | Impacto en la viscosidad | Ajuste práctico para obtener el resultado deseado. |
| Agua | Disminuye la viscosidad. | Añadir agua para mejorar la trabajabilidad, pero solo como último recurso debido a las posibles desventajas en cuanto a resistencia. |
| Áridos (Tamaño/Forma) | Aumenta la viscosidad. | Utilice áridos bien graduados para minimizar la necesidad de pasta y controlar la forma (triturados para favorecer la adherencia, pero sin que sean excesivamente angulares). |
| Contenido de las multas | Disminuye la viscosidad. | Aumentar el contenido de finos (por ejemplo, con cenizas volantes o escoria) para mejorar la fluidez y la cohesión. |
| Superplastificantes | Disminuye la viscosidad. | Utilizar para lograr una alta trabajabilidad y fluidez con una baja relación agua/cemento. |
| Modificadores de viscosidad (VMA) | Aumenta la viscosidad. | Se utilizan para mejorar la cohesión y la resistencia a la segregación sin sacrificar la fluidez. |
6.2 Uso estratégico de aditivos
Los aditivos son las herramientas principales para ajustar con precisión la reología del hormigón y deben utilizarse estratégicamente para alcanzar objetivos de rendimiento específicos.
-
Superplastificantes: Para mezclas donde se requiere alta fluidez y resistencia, utilice reductores de agua de alto rango para lograr la trabajabilidad deseada con una baja relación agua/cemento.
-
Aditivos Modificadores de Viscosidad (AMV): Los AMV se emplean en mezclas que requieren alta resistencia a la segregación, como el hormigón autocompactante (HAC), el hormigón subacuático y los vertidos verticales en edificios de gran altura. Son esenciales para proporcionar cohesión y mitigar los efectos de los áridos de granulometría irregular o discontinua.
-
Las mezclas de prueba son cruciales: el rendimiento de los aditivos puede verse afectado por la temperatura y otros componentes de la mezcla. Realice siempre mezclas de prueba para determinar las dosis óptimas según las condiciones específicas del lugar.
6.3 Un marco moderno de control de calidad
El cambio de un marco de control de calidad reactivo a uno proactivo es el paso final en una estrategia exitosa de gestión de la viscosidad.
-
Transición de la prueba de asentamiento a la reología: Para las mezclas modernas, es necesario ir más allá de la prueba de asentamiento e incorporar evaluaciones reológicas más sofisticadas, como reómetros rotacionales en el laboratorio o pruebas de asentamiento modificadas en el campo que midan tanto la altura como el tiempo de flujo del asentamiento.
-
Implemente el monitoreo en línea: Invierta en sensores de viscosidad y torque en línea y en tiempo real para monitorear la consistencia de la mezcla. Esta es la forma más eficaz de garantizar la uniformidad del producto, reducir el desperdicio y optimizar la eficiencia de la producción.
-
Desarrolle listas de verificación de control de calidad exhaustivas: Establezca estándares que vayan más allá de las pruebas tradicionales de asentamiento y resistencia. Supervise parámetros clave como el contenido de humedad del agregado, la temperatura de la mezcla y el tiempo de mezclado como parte de un protocolo de control de calidad integral.
La gestión de la viscosidad ya no es una cuestión secundaria; es una competencia fundamental para los productores de hormigón y las empresas constructoras modernas. La transición de los métodos tradicionales y empíricos a un enfoque científico basado en la reología abre un camino claro hacia la innovación, la eficiencia y un nuevo estándar de calidad en la industria del hormigón. Al aprovechar los datos en tiempo real, comprender la compleja interacción de los componentes de la mezcla e implementar un sólido marco de control de calidad, las empresas pueden garantizar una mezcla de hormigón fresco homogénea y sin defectos. Este control proactivo es la condición esencial para lograr la resistencia y durabilidad previstas del producto endurecido. De este modo, permite una mayor rentabilidad y previsibilidad, lo que en última instancia proporciona una ventaja competitiva en un mercado exigente y en constante evolución.
Fecha de publicación: 1 de septiembre de 2025







