

A viscosidade é a propiedade principal que rexe o rendemento da mestura de formigón fresco, influíndo en todo, dende a súa capacidade para ser bombeada ata a súa resistencia á segregación. Explora a análise exhaustiva de como unha comprensión matizada e unha xestión proactiva da viscosidade do formigón poden contribuír á eficiencia operativa, á calidade do produto final e aos custos globais do proxecto. Tecnoloxías de medición continua en liña e unha abordaxe baseada en datos paraproceso de mestura de formigónpode garantir a homoxeneidade e a consistencia para conseguir un produto final forte, duradeiro e fiable.
Necesidades da xestión científica da viscosidade na mestura
A demanda da industria da construción de materiais con propiedades avanzadas, como o formigón de alta resistencia (HPC), o formigón autocompactante (SCC) e as mesturas reforzadas con fibra especializadas, puxo de manifesto as limitacións das medidas tradicionais de control de calidade. Durante case un século, a proba de asentamento foi o método estándar para avaliar a traballabilidade do formigón fresco. Aínda que sinxela e familiar, esta proba dun só parámetro é fundamentalmente inadecuada para caracterizar o complexo comportamento de fluxo do formigón moderno, proporcionando a miúdo resultados enganosos que non conseguen predicir o verdadeiro rendemento dunha mestura na obra.
O fluxo e a deformación do formigón fresco, denominados conxuntamente reoloxía, son fundamentais para o seu rendemento. O factor central que inflúe na reoloxía reside na viscosidade do formigón na mestura, que determina o comportamento dunha mestura de formigón desde a mestura inicial ata a súa colocación final no encofrado. Substitúe as probas subxectivas e empíricas por unha tecnoloxía de detección continua precisa para unha medición da viscosidade máis precisa.
1. Os fundamentos reolóxicos do formigón
1.1 Definición de viscosidade nun fluído complexo
Para comprender a reoloxía do formigón fresco, é fundamental recoñecelo primeiro non como un simple líquido, senón como unha suspensión heteroxénea e altamente concentrada de partículas sólidas nun líquido viscoso. A fase continua, ou matriz, no formigón é unha suspensión de partículas finas (incluíndo grans de cemento (cun diámetro medio de aproximadamente 15 µm), aditivos minerais (como o fume de sílice cun diámetro medio de 0,15 µm) e partículas de area menores de 100 µm) dispersas en auga que contén aditivos químicos. O comportamento de fluxo controla directamente o comportamento de fluxo xeral e a procesabilidade de toda a mestura de formigón.
A diferenza dun fluído newtoniano, que ten unha viscosidade constante a calquera velocidade de cizamento, o formigón presenta un comportamento non newtoniano. A súa resistencia ao fluxo non é un valor único e fixo. O termo "viscosidade aparente" describe a relación entre a tensión de cizamento aplicada e a velocidade de cizamento resultante. Esta viscosidade aparente cambia en función da velocidade de cizamento e da concentración de partículas sólidas dentro da suspensión, así como do grao de floculación das partículas. Para fins prácticos, as propiedades de fluxo do formigón fresco caracterízanse mellor mediante un modelo de dous parámetros, que proporciona unha descrición máis completa e útil que unha medición dun só valor.
1.2 Modelos reolóxicos esenciais: Bingham e máis alá
O fluxo do formigón fresco descríbese de forma máis común e eficaz mediante o modelo de fluídos de Bingham, que proporciona dous parámetros reolóxicos fundamentais para caracterizar o seu comportamento: a tensión de cedencia e a viscosidade plástica. Estes dous parámetros captan a natureza dual do fluxo do formigón.
-
Tensión elástica (τ0): este parámetro representa a tensión de cizallamento mínima que se debe aplicar ao formigón fresco antes de que comece a fluír. É a forza necesaria para romper as unións temporais entre partículas e iniciar o movemento. Unha mestura cunha tensión elástica alta resultará ríxida e resistirá o movemento inicial, mentres que unha tensión elástica baixa indica unha mestura moi fluida e que se estenderá polo seu propio peso.
-
Viscosidade plástica (μp): Esta é a medida da resistencia do material ao fluxo continuo unha vez superada a tensión de cedencia. Represéntase pola pendente da relación lineal entre a tensión de cizallamento e a taxa de cizallamento. A viscosidade plástica cuantifica a fricción interna e a resistencia viscosa dentro do fluído, o que é crucial para procesos como o bombeo e o acabado.
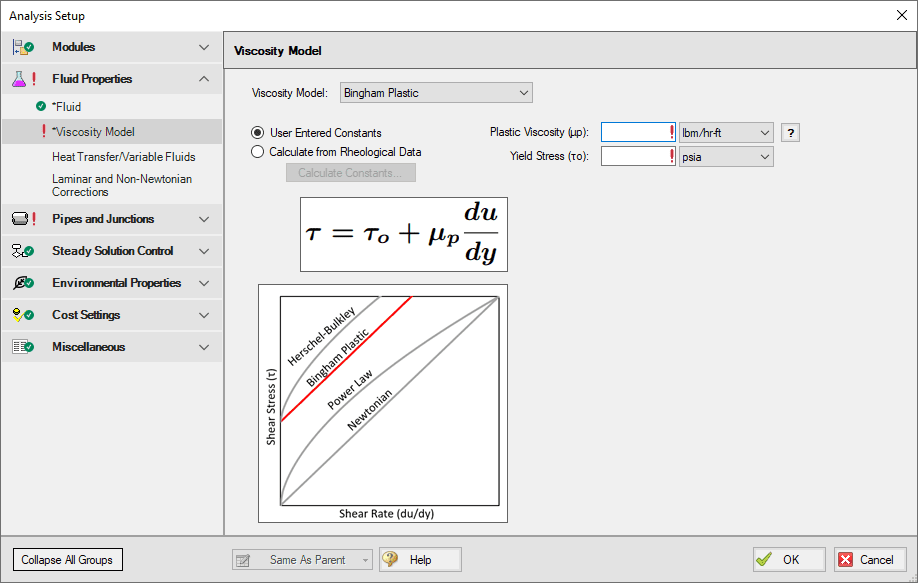
Para moitas aplicacións avanzadas, como mesturas altamente fluidas ou de espesamento por cizallamento, pódense empregar modelos máis complexos como o modelo de Herschel-Bulkley. Este modelo ten tres parámetros reolóxicos (tensión elástica, coeficiente de consistencia e expoñente de consistencia) que poden describir cuantitativamente a tensión elástica, a viscosidade diferencial e o grao de espesamento por cizallamento. Non obstante, para a maioría dos formigóns convencionais e de alto rendemento, o modelo de Bingham proporciona un marco robusto e práctico para o control de calidade.
A dependencia destes parámetros duais pon de manifesto unha insuficiencia fundamental do control de calidade tradicional. A proba de asentamento, por exemplo, é unha medición dun só punto que é función da tensión de cedencia dunha mestura. Isto significa que unha mestura co asentamento axeitado aínda pode ter unha viscosidade plástica incorrecta, o que leva a problemas significativos na obra. Por exemplo, dúas mesturas diferentes poden producir o mesmo valor de asentamento pero ter diferentes características de bombeabilidade ou acabado, xa que unha pode ter unha viscosidade plástica moi baixa (o que dificulta o acabado) mentres que a outra ten unha inaceptablemente alta (o que dificulta o bombeo). Polo tanto, unha proba dun só parámetro é insuficiente para o formigón moderno orientado ao rendemento, o que fai necesario un cambio cara a unha caracterización reolóxica máis completa.
Táboa 1: Parámetros reolóxicos e a súa importancia física
| Parámetro | Definición | Importancia física | Goberna a propiedade primaria de formigón fresco |
| Tensión de cedencia (τ0) | A tensión cortante mínima necesaria para iniciar o fluxo. | A forza necesaria para poñer en movemento unha mestura. | Afundimento, segregación estática, presión de encofrado. |
| Viscosidade plástica (μp) | A resistencia á continuación do fluxo despois de que comece o movemento. | A resistencia ao fluxo unha vez iniciado. | Bombeabilidade, segregación dinámica, acabado. |
1.3 Factores clave que inflúen na viscosidade
As propiedades reolóxicas do formigón non son estáticas; son moi sensibles ás proporcións e características dos materiais constituíntes. A tarefa principal dun deseñador de mesturas é equilibrar estes compoñentes para lograr a resistencia e a traballabilidade requiridas.
-
Relación auga-materiais cementosos (W/Cm): Este é posiblemente o factor máis significativo. Unha relación W/Cm máis baixa, que é esencial para lograr unha maior resistencia á compresión e durabilidade, tamén aumenta significativamente a tensión de cedencia e a viscosidade plástica da mestura. Esta relación inversa é a paradoxa central do deseño de mesturas: conseguir unha alta resistencia adoita ir en detrimento da traballabilidade, o que require unha abordaxe máis matizada para a xestión da viscosidade.
-
Propiedades dos agregados: As características dos agregados grosos e finos son fundamentais. A superficie total dos agregados inflúe directamente na cantidade de pasta necesaria para unha lubricación axeitada. As partículas máis finas requiren máis auga e cemento, o que aumenta a viscosidade. A forma das partículas tamén é crucial; os agregados angulares e triturados teñen unha maior superficie e causan máis fricción entre partículas que os agregados redondeados, o que require máis pasta para lograr a mesma traballabilidade.
-
Materiais cementicios: A finura do cemento e dos materiais cementicios suplementarios (SCM), como as cinzas volantes e o fume de sílice, inflúe significativamente no rendemento do formigón. As partículas máis finas, coa súa maior área superficial, tenden a aumentar a floculación e a viscosidade. Pola contra, a forma esférica das partículas de cinzas volantes pode servir como lubricante, reducindo a viscosidade plástica e mellorando a fluidez.
-
Aditivos químicos: os aditivos están deseñados especificamente para manipular a reoloxía do formigón. Os aditivos redutores de auga e os superplastificantes dispersan as partículas de cemento, o que reduce a auga necesaria para unha determinada traballabilidade e, polo tanto, aumenta o potencial de resistencia final. Os aditivos modificadores de viscosidade (VMA) utilízanse para proporcionar cohesión e estabilidade á mestura sen engadir auga adicional. Son fundamentais para evitar a segregación no formigón altamente fluído e para aplicacións especializadas como o formigón subacuático e o formigón proxectado.
O desafío do deseño de mesturas é un problema de optimización interconectado. A elección de reducir a relación W/Cm para aumentar a resistencia é posible reducir a traballabilidade ao aumentar a viscosidade. A adición dun superplastificante pode restaurar a traballabilidade, pero esta fluidez recén descuberta pode, á súa vez, aumentar o risco de sangrado e segregación. Polo tanto, necesítase unha mestura modificadora da viscosidade para proporcionar a cohesión necesaria. Esta dependencia intrincada e multivariable ilustra que o proceso de mestura de formigón non é un proceso lineal simple, senón un sistema complexo onde a xestión precisa da viscosidade é o desafío central. A selección e a dosificación dun compoñente inflúen directamente nas proporcións requiridas dos demais, o que fai que unha abordaxe holística baseada na reoloxía sexa esencial para o éxito.
2. Xestión dinámica da viscosidade
2.1 As limitacións das probas tradicionais
A proba de asentamento segue a ser a proba de campo máis empregada para avaliar a consistencia do formigón fresco. A proba mide principalmente a resposta dunha mestura á gravidade, que é predominantemente unha función da súa tensión de cedencia. O valor de asentamento resultante non proporciona información sobre a viscosidade plástica da mestura. Esta deficiencia significa que un único valor de asentamento non pode predicir de forma fiable o comportamento dunha mestura durante o bombeo, a colocación e o acabado, que dependen en gran medida da viscosidade plástica. Para materiais avanzados como o formigón armado con cemento (SCC), que están deseñados para fluír polo seu propio peso, utilízase unha métrica diferente, a proba de asentamento, pero aínda así mide un valor empírico que non é unha verdadeira propiedade reolóxica. As deficiencias destas probas tradicionais dun só punto salientan a necesidade dunha abordaxe máis científica.
2.2 Avances na medición reolóxica
Para superar as deficiencias das probas empíricas, a análise reolóxica moderna emprega dispositivos sofisticados para cuantificar tanto a tensión de cedencia como a viscosidade plástica.
-
Reómetros rotacionais: estes dispositivos son o estándar para a investigación de laboratorio, xa que proporcionan unha curva de fluxo completa aplicando cizallamento continuo a unha mostra de formigón e medindo o par resultante. Funcionan en varias xeometrías, incluíndo cilindros coaxiais, paletas e impulsores helicoidais.
2.3 Control da viscosidade en tempo real durante a mestura
O obxectivo final da xestión da viscosidade é a transición dun proceso reactivo fóra de liña a un sistema de control proactivo en tempo real. As probas de laboratorio fóra de liña teñen un valor limitado para o control do proceso porque as propiedades do formigón cambian co tempo debido á hidratación, á temperatura e ao historial de cizallamento. A monitorización en liña e en tempo real é a única forma de garantir a consistencia entre lotes nun ambiente de produción dinámico.
-
Sistemas baseados no par de torsiónUn método directo e práctico para a monitorización en tempo real consiste en medir o par no motor ou eixo da mesturadora. O par necesario para xirar a mesturadora é directamente proporcional á viscosidade da mestura. Un aumento brusco do par indica a adición dunha nova carga e unha diminución significa que a mestura se está a volver máis consistente. Isto permite aos operadores facer axustes no momento para alcanzar a consistencia desexada no menor tempo posible.
-
Tecnoloxías emerxentes: Tecnoloxías avanzadasViscosímetros Lonnmeterproporcionan medicións continuas e sen contacto directamente dentro do mesturador ou en liña. Rastrexan parámetros clave en tempo real, eliminando a necesidade de mostraxe manual e proporcionando aos condutores e ao persoal de control de calidade información inmediata para axustes en movemento.
A chegada da automatización,medición da viscosidade en liñapermite unha mudanza fundamental dun paradigma de xestión da calidade reactivo a un proactivo. Nun fluxo de traballo tradicional, unha mestura preséntase por lotes e tómase unha mostra para unha proba de asentamento. Se a mestura non cumpre as especificacións, o lote axústase ou rexéitase, o que leva a unha perda de tempo, enerxía e material. Cun sistema en liña e en tempo real, un fluxo continuo de datos sobre a consistencia da mestura pódese devolver a un sistema de dosificación automatizado. Isto crea un sistema de control de bucle pechado que guía automaticamente a mestura ata o punto final reolóxico desexado, garantindo que cada lote cumpra as especificacións e eliminando virtualmente o risco de erro humano ou cargas rexeitadas. Este sofisticado mecanismo de retroalimentación é un factor crucial tanto para a calidade como para a rendibilidade.
2.4 A influencia dos parámetros de mestura
A mestura non é simplemente un proceso de mesturar ingredientes; é unha etapa crítica que configura fundamentalmente a reoloxía e a microestrutura da mestura fresca.
-
Tempo e enerxía de mestura:A duración e a intensidade da mestura teñen un impacto significativo nas propiedades reolóxicas. Unha mestura insuficiente leva á non homoxeneidade, o que compromete as propiedades do formigón fresco e endurecido. Unha mestura excesiva é un desperdicio de enerxía e pode ser prexudicial para o produto final. O formigón cunha baixa proporción de auga-aglutinante, en particular, require un tempo de mestura máis longo e unha maior enerxía para lograr a homoxeneidade.
-
Secuencia de mestura:A orde na que se engaden os materiais á mesturadora tamén pode afectar á reoloxía final. Nalgunhas mesturadoras, engadir primeiro materiais finos pode facer que se peguen ás láminas ou queden confinados nas esquinas, o que afecta negativamente á uniformidade da mestura. A secuencia axeitada é especialmente importante para mesturas de baixa relación W/Cm, que son máis sensibles ás variacións.
3. Influencia da viscosidade no rendemento do formigón fresco
A xestión da viscosidade non é un exercicio abstracto; é o medio directo de controlar a traballabilidade e a estabilidade do formigón fresco, garantindo que se comporte de forma predicible durante a colocación e a consolidación.
3.1 A relación viscosidade-traballabilidade
A traballabilidade é un termo amplo que abrangue a facilidade coa que se pode manipular, colocar e rematar unha mestura. É un delicado equilibrio entre fluidez e estabilidade, e está totalmente rexido polo perfil reolóxico da mestura.
-
Bombeabilidade: A capacidade de bombear formigón a longas distancias ou a grandes alturas é principalmente función da viscosidade plástica. O formigón de alta viscosidade require presións de bombeo significativamente maiores para superar a perda por fricción, mentres que unha baixa viscosidade plástica e unha baixa tensión de cedencia son necesarias para un fluxo suave e eficiente.
-
Colocabilidade e consolidación: Unha viscosidade axeitada garante que unha mestura se poida colocar facilmente, que flúa en encofrados complexos e que encapsule o reforzo sen ocos. Os aditivos modificadores da viscosidade poden aumentar a lubricidade, reducindo a enerxía necesaria para a consolidación e garantindo que se consiga unha mestura uniforme con menos esforzo.
3.2 Garantir a homoxeneidade e a estabilidade
A homoxeneidade do formigón fresco é un factor crítico para a calidade do produto final. Sen unha mestura cohesiva, o formigón é propenso a dúas formas principais de separación: a exudación e a segregación. A viscosidade é a propiedade clave para mitigar estes fenómenos.
-
Sangrado: Unha forma de segregación a nivel micro, o sangrado ocorre cando a auga ascende á superficie da mestura fresca porque os sólidos non poden reter toda a auga da mestura. Isto débese a diferenzas de densidade e á consolidación por peso propio das partículas sólidas.
-
Segregación: Trátase da separación dos áridos grosos do morteiro. Cando a viscosidade da pasta de cemento é insuficiente, os áridos, que son máis densos que a pasta, depositaranse no fondo do encofrado.
Os parámetros reolóxicos rexen estes fenómenos de diferentes xeitos. A tensión de cedencia é o control principal para a segregación estática, que ocorre cando a mestura está en repouso. Unha tensión de cedencia suficientemente alta impide que as partículas se asenten polo seu propio peso. A viscosidade plástica, por outra banda, é o control clave para a segregación dinámica, que ocorre durante o fluxo ou a vibración. Unha maior viscosidade plástica proporciona a resistencia cohesiva necesaria para evitar que as partículas máis pesadas se movan en relación coa pasta.
Conseguir unha mestura altamente fluida e ao mesmo tempo evitar a segregación é un delicado acto de equilibrio. Para materiais como o formigón autocompactante, a mestura debe ter unha tensión de cedencia suficientemente baixa para fluír polo seu propio peso, pero unha viscosidade plástica suficientemente alta para resistir a segregación dinámica durante a colocación e aínda así ter unha tensión de cedencia suficientemente alta para resistir a segregación estática despois da colocación. Este requisito simultáneo é un problema de optimización complexo que depende en gran medida dunha comprensión precisa da reoloxía e do uso de aditivos estratéxicos como os VMA para proporcionar a cohesión necesaria.
3.3 Conseguir un acabado superior
Unha xestión axeitada da viscosidade é un requisito previo para un acabado superficial duradeiro e de alta calidade.
-
Aspecto da superficie: Unha viscosidade ben controlada evita o sangrado excesivo, que pode crear unha capa débil e acuosa (leitanza) na superficie que compromete a durabilidade e a estética.
-
Escape de burbullas de aire: Requírese unha viscosidade plástica axeitada para permitir que as burbullas de aire atrapadas escapen durante a consolidación, evitando ocos e garantindo unha superficie lisa e densa. Non obstante, unha viscosidade demasiado alta atrapará burbullas de aire, o que provocará defectos como a formación de panal.
Táboa 2: Impacto da viscosidade nas propiedades do formigón fresco
| Propiedade de formigón fresco | Parámetro(s) reolóxico(s) gobernante(s) | Estado desexado | Xustificación |
| Bombeabilidade | Viscosidade plástica e tensión de cedencia | Baixo | Unha menor viscosidade plástica e tensión de rendemento reducen a perda por fricción e a presión de bombeo. |
| Resistencia á segregación estática | Tensión de rendemento | Alto | Unha tensión de cedencia o suficientemente alta impide que as partículas se asenten polo seu propio peso en repouso. |
| Resistencia á segregación dinámica | Viscosidade plástica | Alto | Unha alta viscosidade plástica proporciona resistencia cohesiva ao movemento das partículas durante o fluxo. |
| Acababilidade | Viscosidade plástica | Adecuado | Nin demasiado baixo (provoca sangrado) nin demasiado alto (atrapa o aire), o que garante unha superficie lisa e duradeira. |
| Colocabilidade | Tensión elástica e viscosidade plástica | Baixo | Unha baixa tensión de cedencia e unha viscosidade plástica permiten que a mestura flúa e encha formas complexas e gaiolas de reforzo. |
4. A relación causal: da viscosidade á calidade do produto final
O control das propiedades do formigón fresco mediante a xestión da viscosidade non é un fin en si mesmo; é a condición previa necesaria para acadar a resistencia, durabilidade e fiabilidade deseñadas do produto final endurecido.
4.1 A conexión entre homoxeneidade e forza
As propiedades do formigón fresco afectan directamente á calidade e á resistencia do formigón endurecido. O control tecnolóxico das propiedades do formigón endurecido, como a resistencia á compresión, non ten sentido sen controlar primeiro o estado fresco. A resistencia teórica dunha mestura de formigón está determinada en gran medida pola súa proporción auga-cemento. Non obstante, a resistencia real dunha estrutura depende en gran medida da uniformidade coa que se distribúen os materiais na mestura.
Nunha mestura fresca, se a viscosidade é demasiado baixa, os agregados máis pesados asentaranse e a auga sangrará cara á superficie.
Isto crea zonas con proporcións W/Cm variables: unha proporción maior nas capas superiores (pola sangría) e unha proporción menor nas capas inferiores (pola asentamento dos agregados). Como resultado, o formigón endurecido non será un material homoxéneo con resistencia uniforme. As capas superiores, coa súa maior porosidade pola sangría, serán máis débiles e máis permeables, mentres que as capas inferiores poden conter ocos e estruturas en forma de panal debido a unha mala consolidación e segregación. A xestión da viscosidade no estado fresco é semellante a "bloquear" o potencial de resistencia dun deseño de mestura determinado, garantindo a homoxeneidade e evitando que se formen estes defectos. É un requisito previo necesario para acadar a resistencia e a durabilidade deseñadas.
4.2 Baleiros, densidade e durabilidade
Unha xestión eficaz da viscosidade é unha medida preventiva primaria contra os defectos comúns que comprometen a durabilidade a longo prazo dunha estrutura.
-
Mitigación da formación de panales e dos ocos: Unha mestura cun perfil reolóxico equilibrado (o suficientemente fluida para encher os moldes pero cunha viscosidade o suficientemente baixa como para permitir que escape o aire atrapado) é unha defensa clave contra a formación de panales e os ocos. Estes defectos non só afectan á estética dunha estrutura, senón que tamén comprometen seriamente a súa integridade estrutural ao crear puntos débiles que poden acumular humidade.
-
Porosidade e permeabilidade: A expurgación e a segregación crean canles e ocos dentro da matriz do formigón, o que aumenta significativamente a súa porosidade e permeabilidade. O aumento da permeabilidade permite a entrada de auga, cloruros e outros ións nocivos, que poden provocar corrosión do aceiro de reforzo e danos por conxelación e desconxelación. Demostrouse que o uso de aditivos modificadores da viscosidade reduce estes coeficientes de transporte a longo prazo ao aumentar a viscosidade da solución de poros no formigón endurecido.

5. Vantaxes económicas e prácticas
A xestión precisa da viscosidade é unha panca estratéxica que inflúe directamente nos resultados dun produtor de formigón ao reducir os residuos, aumentar a eficiencia e diminuír os custos xerais.
5.1 Redución de custos cuantificable
-
Redución de residuos e rexeitamentos: a monitorización da viscosidade en tempo real permite aos produtores identificar de forma precisa e fiable o "punto final" do proceso de mestura, evitando a sobremestura e garantindo que cada lote cumpra as especificacións. Isto reduce significativamente os residuos de material e o número de cargas rexeitadas, que constitúen unha fonte importante de custos e responsabilidades.
-
Aforro de enerxía e tempo: A optimización do proceso de mestura mediante o control da viscosidade aforra tempo e enerxía. Os datos en tempo real poden evitar a mestura excesiva, que supón unha perda de tempo e electricidade, e poden detectar a mestura insuficiente, o que evita a necesidade de realizar traballos custosos.
5.2 Maximizar a eficiencia operativa
-
Produción optimizada: A monitorización automatizada da viscosidade en tempo real optimiza todo o proceso de produción, o que reduce a necesidade de mostraxes e probas manuais que requiren moito tempo. Isto permite que o persoal de control de calidade xestione os seus equipos e as súas cargas de traballo de forma máis eficaz, mesmo desde localizacións remotas.
-
Menores necesidades de man de obra: o uso de mesturas con reoloxía controlada, en particular as mesturas con control de volume de mestura (SCC), pode reducir ou eliminar significativamente a necesidade de vibración e consolidación manuais. Isto tradúcese en equipos de colocación máis pequenos, o que leva a un aforro significativo nos custos da man de obra.
-
Menos queixas e responsabilidades dos clientes: a produción de lotes de formigón consistentes e de alta calidade reduce as queixas dos clientes e minimiza o risco de responsabilidades e litixios custosos derivados de defectos ou fallos estruturais.
5.3 Custo e rendemento dos materiais
-
Alternativas rendibles: Os estudos demostraron que o uso de aditivos minerais como cinzas volantes ou cemento de escoria como substitutos parciais do cemento pode acadar as propiedades reolóxicas desexadas e, ao mesmo tempo, ser significativamente máis económico (aforro de custos do 30-40 % nalgúns casos).
-
Uso estratéxico de VMA: Aínda que os aditivos comerciais modificadores da viscosidade poden ser custosos, o desenvolvemento de novos aditivos máis económicos e a capacidade de usalos en doses precisas baseadas en datos en tempo real permite obter melloras no rendemento rendibles.
6. Recomendacións prácticas para a súa implementación na industria
Para que os produtores de formigón e as empresas de construción aproveiten plenamente os beneficios da xestión da viscosidade, requírese un cambio estratéxico tanto na estratexia como na tecnoloxía.
6.1 Axustes do deseño da mestura para o control da viscosidade
O obxectivo do deseño de mesturas é equilibrar a resistencia, a durabilidade e a traballabilidade. Ao controlar activamente os seguintes parámetros, os produtores poden xestionar a viscosidade de forma proactiva.
-
Control da proporción auga-cemento: a proporción W/cm é o principal determinante da resistencia e establece a liña base para a viscosidade da mestura. Un W/cm obxectivo de 0,45-0,6 adoita considerarse ideal para a traballabilidade xeral, pero isto pódese reducir para aplicacións de alta resistencia co uso de aditivos redutores de auga.
-
Optimizar a gradación dos agregados: utilizar agregados ben graduados para minimizar a necesidade de pasta e mellorar a traballabilidade. Probar rutineiramente os agregados para determinar o contido de humidade, a finura e a forma para garantir a consistencia dun lote a outro.
-
Uso estratéxico de finos: aumentar o contido de finos (por exemplo, con cinzas volantes, cemento de escoria ou fume de sílice) para mellorar a fluidez e a estabilidade sen engadir auga adicional. A forma esférica das partículas de cinzas volantes, en particular, mellora a lubricidade e pode reducir a necesidade de VMA máis custosos.
Táboa 3: Axustes prácticos do deseño da mestura para o control da reoloxía
| Compoñente | Impacto na viscosidade | Axuste práctico para o resultado desexado |
| Auga | Diminúe a viscosidade. | Engadir auga para aumentar a traballabilidade, pero só como último recurso debido a compensacións de resistencia. |
| Agregados (tamaño/forma) | Aumenta a viscosidade. | Empregar áridos ben graduados para minimizar a demanda de pasta e xestionar a forma (triturados para a unión, pero non excesivamente angulares). |
| Contido das multas | Diminúe a viscosidade. | Aumentar o contido de finos (por exemplo, con cinzas volantes ou escoria) para mellorar a fluidez e a cohesión. |
| Superplastificantes | Diminúe a viscosidade. | Úsase para conseguir unha alta traballabilidade e fluidez cunha baixa relación W/Cm. |
| Modificadores de viscosidade (VMA) | Aumenta a viscosidade. | Emprégase para mellorar a cohesión e a resistencia á segregación sen sacrificar a fluidez. |
6.2 Uso estratéxico de aditivos
Os aditivos son as ferramentas principais para o axuste fino da reoloxía do formigón e deben usarse estratexicamente para cumprir obxectivos de rendemento específicos.
-
Superplastificantes: Para mesturas onde se require alta fluidez e resistencia, utilízanse redutores de auga de alto rango para lograr a traballabilidade desexada cunha baixa relación W/Cm.
-
Aditivos modificadores de viscosidade (VMA): Empregar VMA para mesturas que requiren unha alta resistencia á segregación, como o formigón baixo auga, o formigón e os vertidos verticais en edificios de gran altura. Son esenciais para proporcionar cohesión e para mitigar os efectos dos agregados ásperos ou con granulación de fisuras.
-
As mesturas de proba son cruciais: o rendemento dos aditivos pode verse afectado pola temperatura e outros compoñentes da mestura. Realice sempre mesturas de proba para determinar as doses óptimas para as condicións específicas do sitio.
6.3 Un marco moderno de control de calidade
O cambio dun marco de control de calidade reactivo a un proactivo é o paso final nunha estratexia exitosa de xestión da viscosidade.
-
Cambio do asentamento á reoloxía: para mesturas modernas, débese ir máis alá da proba de asentamento para incorporar avaliacións reolóxicas máis sofisticadas, como reómetros rotacionais no laboratorio ou probas de asentamento modificadas no campo que miden tanto a altura de asentamento como o tempo de fluxo de asentamento.
-
Adopte a monitorización en liña: invista en sensores de viscosidade e par en liña e en tempo real para monitorizar a consistencia da mestura. Esta é a forma máis eficaz de garantir a uniformidade do produto, reducir os residuos e optimizar a eficiencia da produción.
-
Desenvolver listas de verificación de control de calidade exhaustivas: establecer estándares que vaian máis alá das probas tradicionais de asentamento e resistencia. Monitorizar parámetros clave como o contido de humidade agregada, a temperatura da mestura e o tempo de mestura como parte dun protocolo holístico de control de calidade.
A xestión da viscosidade xa non é unha preocupación auxiliar; é unha competencia fundamental para os produtores de formigón e as empresas de construción modernas. A transición dos métodos empíricos tradicionais a unha abordaxe científica baseada na reoloxía proporciona un camiño claro para a innovación, a eficiencia e un novo estándar de calidade na industria do formigón. Ao aproveitar os datos en tempo real, comprender a intrincada interacción dos compoñentes da mestura e implementar un marco de control de calidade robusto, as empresas poden garantir unha mestura de formigón fresco homoxénea e sen defectos. Este control proactivo serve como condición previa esencial para acadar a resistencia e a durabilidade deseñadas do produto endurecido. Ao facelo, permite unha maior rendibilidade e previsibilidade, o que en última instancia proporciona unha vantaxe competitiva nun mercado esixente e en evolución.
Data de publicación: 01-09-2025







