

La viscosité est la propriété essentielle qui détermine les performances du béton frais, influençant tout, de sa pompabilité à sa résistance à la ségrégation. Découvrez l'analyse approfondie qui montre comment une compréhension fine et une gestion proactive de la viscosité du béton peuvent contribuer à l'efficacité opérationnelle, à la qualité du produit final et à la maîtrise des coûts globaux du projet. Des technologies de mesure en continu et une approche basée sur les données permettent d'optimiser ces aspects.processus de mélange du bétonpeut garantir l'homogénéité et la constance nécessaires à l'obtention d'un produit final solide, durable et fiable.
Nécessité d'une gestion scientifique de la viscosité lors du mélange
La demande croissante du secteur de la construction en matériaux aux propriétés avancées, tels que le béton à hautes performances (BHP), le béton autoplaçant (BAP) et les mélanges spéciaux renforcés de fibres, a mis en évidence les limites des méthodes traditionnelles de contrôle de la qualité. Depuis près d'un siècle, l'essai d'affaissement est la méthode standard pour évaluer la maniabilité du béton frais. Bien que simple et répandu, cet essai à paramètre unique est fondamentalement inadapté à la caractérisation du comportement complexe des bétons modernes, fournissant souvent des résultats trompeurs qui ne permettent pas de prédire les performances réelles d'un mélange sur chantier.
L'écoulement et la déformation du béton frais, phénomènes regroupés sous le terme de rhéologie, sont essentiels à ses performances. Le principal facteur influençant la rhéologie est la viscosité du béton lors du malaxage, qui détermine le comportement du mélange depuis le malaxage initial jusqu'à sa mise en place finale dans le coffrage. Pour une mesure plus précise de la viscosité, il est recommandé de remplacer les tests subjectifs et empiriques par une technologie de détection continue et précise.
1. Les principes rhéologiques fondamentaux du béton
1.1 Définition de la viscosité dans un fluide complexe
Pour comprendre la rhéologie du béton frais, il est essentiel de le considérer non pas comme un simple liquide, mais comme une suspension hétérogène et très concentrée de particules solides dans un liquide visqueux. La phase continue, ou matrice, du béton est une suspension de fines particules – notamment des grains de ciment (d'un diamètre moyen d'environ 15 µm), des ajouts minéraux (comme la fumée de silice, d'un diamètre moyen de 0,15 µm) et des particules de sable inférieures à 100 µm – dispersées dans de l'eau contenant des adjuvants chimiques. Le comportement à l'écoulement de ces particules influence directement le comportement global à l'écoulement et la mise en œuvre du mélange de béton.
Contrairement à un fluide newtonien, dont la viscosité est constante quel que soit le taux de cisaillement, le béton présente un comportement non newtonien. Sa résistance à l'écoulement n'est pas une valeur unique et fixe. Le terme « viscosité apparente » désigne le rapport entre la contrainte de cisaillement appliquée et le taux de cisaillement résultant. Cette viscosité apparente varie en fonction du taux de cisaillement, de la concentration des particules solides en suspension et du degré de floculation de ces particules. En pratique, les propriétés d'écoulement du béton frais sont mieux caractérisées par un modèle à deux paramètres, qui offre une description plus complète et plus utile qu'une mesure unique.
1.2 Modèles rhéologiques essentiels : Bingham et au-delà
L'écoulement du béton frais est généralement et efficacement décrit par le modèle de fluide de Bingham, qui fournit deux paramètres rhéologiques fondamentaux pour caractériser son comportement : la contrainte seuil et la viscosité plastique. Ces deux paramètres rendent compte de la double nature de l'écoulement du béton.
-
Seuil de cisaillement (τ0) : Ce paramètre représente la contrainte de cisaillement minimale à appliquer au béton frais avant qu’il ne commence à s’écouler. Il s’agit de la force nécessaire pour rompre les liaisons interparticulaires temporaires et amorcer le mouvement. Un mélange à seuil de cisaillement élevé sera rigide et résistera au mouvement initial, tandis qu’un seuil de cisaillement faible indique un mélange très fluide qui s’étalera sous son propre poids.
-
Viscosité plastique (μp) : Elle mesure la résistance d’un matériau à l’écoulement continu une fois la contrainte seuil atteinte. Elle est représentée par la pente de la relation linéaire entre la contrainte de cisaillement et le taux de cisaillement. La viscosité plastique quantifie le frottement interne et la traînée visqueuse au sein du fluide, paramètres essentiels pour des procédés tels que le pompage et la finition.
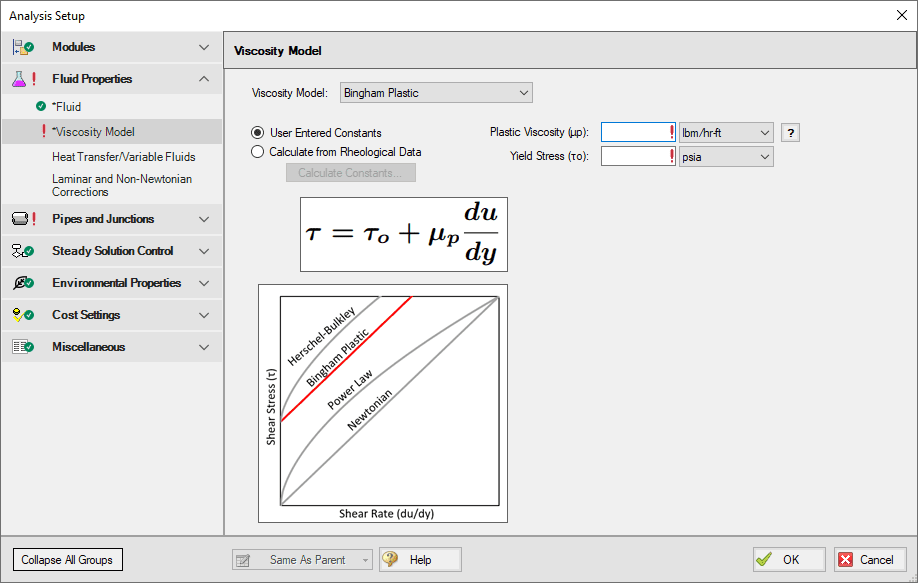
Pour de nombreuses applications avancées, telles que les bétons à haute fluidité ou rhéoépaississants, des modèles plus complexes comme le modèle de Herschel-Bulkley peuvent être utilisés. Ce modèle comporte trois paramètres rhéologiques — la contrainte seuil, un coefficient de consistance et un exposant de consistance — qui permettent de décrire quantitativement la contrainte seuil, la viscosité différentielle et le degré de rhéoépaississement. Cependant, pour la plupart des bétons conventionnels et à hautes performances, le modèle de Bingham offre un cadre robuste et pratique pour le contrôle de la qualité.
Le recours à ces deux paramètres met en évidence une lacune fondamentale du contrôle qualité traditionnel. L'essai d'affaissement, par exemple, est une mesure ponctuelle qui dépend de la contrainte de seuil du mélange. Ainsi, un mélange présentant un affaissement correct peut avoir une viscosité plastique inadéquate, engendrant des problèmes importants sur chantier. Par exemple, deux mélanges différents peuvent présenter le même affaissement mais des caractéristiques de pompage ou de finition différentes : l'un peut avoir une viscosité plastique très faible (rendant la finition difficile) tandis que l'autre peut avoir une viscosité plastique excessive (rendant le pompage difficile). Un essai à paramètre unique est donc insuffisant pour les bétons modernes axés sur la performance, ce qui impose une caractérisation rhéologique plus complète.
Tableau 1 : Paramètres rhéologiques et leur signification physique
| Paramètre | Définition | Importance physique | Gère la propriété principale en béton frais |
| Limite d'élasticité (τ0) | La contrainte de cisaillement minimale requise pour amorcer l'écoulement. | La force nécessaire pour mettre un mélange en mouvement. | Affaissement, ségrégation statique, pression du coffrage. |
| Viscosité plastique (μp) | La résistance à l'écoulement continu après le début du mouvement. | La résistance à l'écoulement une fois amorcée. | Pompabilité, ségrégation dynamique, finition. |
1.3 Facteurs clés influençant la viscosité
Les propriétés rhéologiques du béton ne sont pas statiques ; elles dépendent fortement des proportions et des caractéristiques de ses constituants. La principale mission du concepteur de mélanges est d’équilibrer ces composants afin d’obtenir la résistance et la maniabilité requises.
-
Rapport eau/liant (E/L) : Il s’agit sans doute du facteur le plus important. Un rapport E/L faible, essentiel pour obtenir une résistance à la compression et une durabilité élevées, augmente également de manière significative la limite d’élasticité et la viscosité plastique du mélange. Cette relation inverse constitue le paradoxe central de la formulation des mélanges : l’obtention d’une résistance élevée se fait souvent au détriment de la maniabilité, ce qui exige une approche plus nuancée de la gestion de la viscosité.
-
Propriétés des granulats : Les caractéristiques des granulats, fins comme grossiers, sont essentielles. La surface spécifique des granulats influe directement sur la quantité de pâte nécessaire à une lubrification optimale. Les particules fines requièrent davantage d’eau et de ciment, ce qui augmente la viscosité. La forme des particules est également cruciale ; les granulats anguleux et concassés présentent une surface spécifique plus importante et génèrent un frottement interparticulaire plus élevé que les granulats arrondis, nécessitant ainsi une plus grande quantité de pâte pour obtenir la même maniabilité.
-
Matériaux cimentaires : La finesse du ciment et des ajouts cimentaires (AC) tels que les cendres volantes et la fumée de silice influe considérablement sur les performances du béton. Les particules fines, de par leur grande surface spécifique, ont tendance à accroître la floculation et la viscosité. À l’inverse, la forme sphérique des particules de cendres volantes peut agir comme lubrifiant, réduisant la viscosité plastique et améliorant la fluidité.
-
Adjuvants chimiques : Les adjuvants sont spécifiquement conçus pour modifier la rhéologie du béton. Les réducteurs d’eau et les superplastifiants dispersent les particules de ciment, réduisant ainsi la quantité d’eau nécessaire pour une ouvrabilité donnée et augmentant de ce fait le potentiel de résistance finale. Les modificateurs de viscosité (MV) sont utilisés pour conférer au mélange cohésion et stabilité sans ajout d’eau. Ils sont essentiels pour prévenir la ségrégation dans les bétons très fluides et pour des applications spécifiques comme le béton immergé et le béton projeté.
La formulation du béton représente un défi complexe, un problème d'optimisation interdépendant. Le choix de réduire le rapport eau/ciment pour accroître la résistance peut diminuer la maniabilité en augmentant la viscosité. L'ajout d'un superplastifiant peut rétablir la maniabilité, mais cette fluidité accrue peut, à son tour, augmenter les risques de ressuage et de ségrégation. Par conséquent, un adjuvant modificateur de viscosité est nécessaire pour assurer la cohésion requise. Cette dépendance complexe et multivariable illustre que le processus de malaxage du béton n'est pas un simple processus linéaire, mais un système complexe où la gestion précise de la viscosité constitue le principal enjeu. Le choix et le dosage d'un composant influencent directement les proportions requises des autres, ce qui rend indispensable une approche holistique, basée sur la rhéologie, pour garantir le succès du projet.
2. Gestion dynamique de la viscosité
2.1 Les limites des tests traditionnels
L'essai d'affaissement demeure l'essai de chantier le plus couramment utilisé pour évaluer la consistance du béton frais. Cet essai mesure principalement la réponse d'un mélange à la gravité, laquelle dépend essentiellement de sa limite d'élasticité. La valeur d'affaissement obtenue ne renseigne pas sur la viscosité plastique du mélange. De ce fait, une seule valeur d'affaissement ne permet pas de prédire avec fiabilité le comportement d'un mélange lors du pompage, de la mise en place et du lissage, opérations qui dépendent fortement de la viscosité plastique. Pour les matériaux avancés comme le béton autoplaçant (BAP), conçus pour s'écouler sous leur propre poids, on utilise une autre méthode, l'essai d'étalement, mais celle-ci mesure également une valeur empirique qui ne constitue pas une véritable propriété rhéologique. Les insuffisances de ces essais traditionnels, basés sur un seul point de mesure, soulignent la nécessité d'une approche plus scientifique.
2.2 Progrès dans la mesure rhéologique
Pour pallier les insuffisances des tests empiriques, l'analyse rhéologique moderne utilise des dispositifs sophistiqués pour quantifier à la fois la contrainte seuil et la viscosité plastique.
-
Rhéomètres rotatifs : Ces appareils, utilisés en laboratoire, permettent d’obtenir une courbe d’écoulement complète en appliquant un cisaillement continu à un échantillon de béton et en mesurant le couple résultant. Ils fonctionnent avec différentes géométries, notamment des cylindres coaxiaux, des palettes et des hélices.
2.3 Contrôle de la viscosité en temps réel pendant le mélange
L'objectif ultime de la gestion de la viscosité est de passer d'un processus réactif et hors ligne à un système de contrôle proactif et en temps réel. Les essais en laboratoire hors ligne présentent un intérêt limité pour le contrôle des procédés, car les propriétés du béton évoluent au fil du temps en raison de l'hydratation, de la température et des contraintes de cisaillement. Seule une surveillance en ligne et en temps réel permet de garantir la constance de la viscosité d'un lot à l'autre dans un environnement de production dynamique.
-
Systèmes à base de coupleUne méthode directe et pratique de surveillance en temps réel consiste à mesurer le couple appliqué au moteur ou à l'arbre du mélangeur. Le couple nécessaire à la rotation du mélangeur est directement proportionnel à la viscosité du mélange. Une augmentation rapide du couple indique l'ajout d'une nouvelle charge, tandis qu'une diminution signifie que le mélange devient plus homogène. Cela permet aux opérateurs d'effectuer des ajustements instantanés pour atteindre la consistance souhaitée dans les plus brefs délais.
-
Technologies émergentes: Technologies avancéesViscosimètres LonnmeterCes systèmes permettent des mesures continues et sans contact, directement dans le mélangeur ou en ligne. Ils suivent les paramètres clés en temps réel, éliminant ainsi le besoin d'échantillonnage manuel et fournissant aux conducteurs et au personnel de contrôle qualité un retour d'information immédiat pour des ajustements en cours de production.
L'avènement de l'automatisation,mesure de viscosité en ligneCe système permet une transition fondamentale d'une gestion de la qualité réactive à une gestion proactive. Dans un flux de travail traditionnel, un mélange est préparé par lots, puis un échantillon est prélevé pour un test d'affaissement. Si le mélange est non conforme, le lot est ajusté ou rejeté, ce qui engendre des pertes de temps, d'énergie et de matières premières. Grâce à un système en ligne et en temps réel, un flux continu de données sur la consistance du mélange est réinjecté dans un système de dosage automatisé. Ceci crée un système de contrôle en boucle fermée qui guide automatiquement le mélange vers le point final rhéologique souhaité, garantissant ainsi la conformité de chaque lot aux spécifications et éliminant quasiment tout risque d'erreur humaine ou de rejet. Ce mécanisme de rétroaction sophistiqué est un facteur clé de la qualité et de la rentabilité.
2.4 Influence des paramètres de mélange
Le mélange n'est pas simplement un processus d'incorporation d'ingrédients ; c'est une étape cruciale qui façonne fondamentalement la rhéologie et la microstructure du mélange frais.
-
Mélanger le temps et l'énergie :La durée et l'intensité du malaxage ont un impact significatif sur les propriétés rhéologiques. Un malaxage insuffisant entraîne une hétérogénéité, compromettant les propriétés du béton frais et durci. Un malaxage excessif représente un gaspillage d'énergie et peut nuire au produit final. Les bétons à faible rapport eau/liant, en particulier, nécessitent un temps de malaxage plus long et une énergie plus importante pour atteindre l'homogénéité.
-
Séquence de mélange :L'ordre d'ajout des matériaux au mélangeur peut également influencer la rhéologie finale. Sur certains mélangeurs, l'ajout initial de matériaux fins peut entraîner leur adhérence aux pales ou leur accumulation dans les angles, ce qui nuit à l'homogénéité du mélange. Le respect de la séquence d'ajout est particulièrement important pour les mélanges à faible rapport eau/ciment, plus sensibles aux variations.
3. Influence de la viscosité sur les performances du béton frais
La gestion de la viscosité n'est pas un exercice abstrait ; c'est le moyen direct de contrôler la maniabilité et la stabilité du béton frais, en veillant à ce qu'il se comporte de manière prévisible lors de sa mise en place et de son compactage.
3.1 La relation viscosité-maniabilité
La maniabilité est un terme général qui englobe la facilité avec laquelle un mélange peut être manipulé, mis en place et fini. Elle repose sur un équilibre subtil entre fluidité et stabilité, et dépend entièrement du profil rhéologique du mélange.
-
Pompabilité : La capacité à pomper le béton sur de longues distances ou à de grandes hauteurs dépend principalement de sa viscosité plastique. Un béton à haute viscosité nécessite des pressions de pompage nettement supérieures pour compenser les pertes par frottement, tandis qu’une faible viscosité plastique et une faible contrainte de seuil sont nécessaires pour un écoulement régulier et efficace.
-
Mise en place et compactage : Une viscosité adéquate garantit une mise en place aisée du mélange, son écoulement dans les coffrages complexes et l’enrobage des armatures sans vides. Les adjuvants modificateurs de viscosité améliorent la lubrification, réduisant ainsi l’énergie nécessaire au compactage et assurant un mélange homogène avec moins d’effort.
3.2 Garantir l'homogénéité et la stabilité
L'homogénéité du béton frais est un facteur déterminant pour la qualité du produit final. Sans un mélange cohésif, le béton est sujet à deux principaux types de séparation : le ressuage et la ségrégation. La viscosité est la propriété clé pour atténuer ces phénomènes.
-
Ressuage : Forme de ségrégation à l’échelle microscopique, le ressuage se produit lorsque l’eau remonte à la surface du mélange frais, car les particules solides ne peuvent retenir toute l’eau de gâchage. Ce phénomène est dû aux différences de densité et à la consolidation des particules solides sous leur propre poids.
-
Ségrégation : Il s’agit de la séparation des granulats grossiers du mortier. Lorsque la viscosité de la pâte de ciment est insuffisante, les granulats, plus denses que la pâte, se déposent au fond du coffrage.
Les paramètres rhéologiques régissent ces phénomènes de différentes manières. La contrainte seuil est le principal facteur contrôlant la ségrégation statique, qui se produit lorsque le mélange est au repos. Une contrainte seuil suffisamment élevée empêche les particules de se déposer sous leur propre poids. La viscosité plastique, quant à elle, est le facteur clé contrôlant la ségrégation dynamique, qui se produit lors de l'écoulement ou des vibrations. Une viscosité plastique plus élevée fournit la résistance cohésive nécessaire pour empêcher les particules les plus lourdes de se déplacer par rapport à la pâte.
Obtenir un mélange très fluide tout en évitant la ségrégation est un exercice d'équilibre délicat. Pour des matériaux comme le béton autoplaçant, le mélange doit présenter une contrainte de seuil suffisamment faible pour s'écouler sous son propre poids, mais une viscosité plastique suffisamment élevée pour résister à la ségrégation dynamique lors de la mise en place, et une contrainte de seuil encore suffisamment élevée pour résister à la ségrégation statique après la mise en place. Cette exigence simultanée constitue un problème d'optimisation complexe qui repose largement sur une compréhension précise de la rhéologie et sur l'utilisation d'adjuvants stratégiques comme les agents modificateurs de viscosité (AMV) pour assurer la cohésion nécessaire.
3.3 Obtenir une finition supérieure
Une bonne gestion de la viscosité est une condition préalable à l'obtention d'une finition de surface durable et de haute qualité.
-
Aspect de surface : Une viscosité bien maîtrisée empêche un suintement excessif, qui peut créer une couche aqueuse fragile (laitance) à la surface, compromettant ainsi la durabilité et l'esthétique.
-
Évacuation des bulles d'air : Une viscosité plastique adéquate est nécessaire pour permettre aux bulles d'air emprisonnées de s'échapper lors du compactage, évitant ainsi les vides et garantissant une surface lisse et dense. Une viscosité trop élevée, en revanche, emprisonnera les bulles d'air, entraînant des défauts tels que des structures en nid d'abeille.
Tableau 2 : Impact de la viscosité sur les propriétés du béton frais
| Propriété en béton frais | Paramètre(s) rhéologique(s) déterminant(s) | État souhaité | Raisonnement |
| pompabilité | Viscosité plastique et contrainte de seuil | Faible | Une viscosité plastique et une contrainte de seuil plus faibles réduisent les pertes par frottement et la pression de pompage. |
| Résistance à la ségrégation statique | contrainte de seuil | Haut | Une limite d'élasticité suffisamment élevée empêche les particules de se déposer sous leur propre poids au repos. |
| Résistance à la ségrégation dynamique | Viscosité plastique | Haut | Une viscosité plastique élevée assure une résistance cohésive au mouvement des particules pendant l'écoulement. |
| Finabilité | Viscosité plastique | Adéquat | Ni trop bas (risque de saignement), ni trop haut (retiennent l'air), pour une surface lisse et durable. |
| Placeabilité | Seuil de contrainte et viscosité plastique | Faible | Une faible contrainte de seuil et une faible viscosité plastique permettent au mélange de s'écouler et de remplir des formes complexes et des cages d'armature. |
4. Le lien de causalité : de la viscosité à la qualité du produit final
Le contrôle des propriétés du béton frais par la gestion de la viscosité n'est pas une fin en soi ; c'est la condition préalable nécessaire pour obtenir la résistance, la durabilité et la fiabilité prévues du produit final durci.
4.1 Le lien entre homogénéité et résistance
Les propriétés du béton frais influent directement sur la qualité et la résistance du béton durci. La maîtrise technologique des propriétés du béton durci, telles que la résistance à la compression, est vaine sans une maîtrise préalable de l'état frais. La résistance théorique d'un mélange de béton est largement déterminée par son rapport eau/ciment. Cependant, la résistance réelle d'une structure dépend fortement de l'homogénéité de la répartition des matériaux au sein du mélange.
Dans un mélange frais, si la viscosité est trop faible, les granulats les plus lourds se déposeront et l'eau remontera à la surface.
Cela crée des zones présentant des rapports eau/ciment (E/C) variables : un rapport plus élevé dans les couches supérieures (dû au ressuage) et un rapport plus faible dans les couches inférieures (dû au tassement des granulats). De ce fait, le béton durci ne sera pas un matériau homogène à résistance uniforme. Les couches supérieures, plus poreuses du fait du ressuage, seront plus faibles et plus perméables, tandis que les couches inférieures pourront présenter des vides et des nids d’abeilles dus à une mauvaise consolidation et à une ségrégation. La maîtrise de la viscosité à l’état frais revient à « verrouiller » le potentiel de résistance d’un mélange donné en assurant son homogénéité et en prévenant la formation de ces défauts. C’est une condition essentielle pour atteindre la résistance et la durabilité prévues.
4.2 Vides, densité et durabilité
Une gestion efficace de la viscosité est une mesure préventive primordiale contre les défauts courants qui compromettent la durabilité à long terme d'une structure.
-
Prévention des nids d'abeilles et des vides : Un mélange au profil rhéologique équilibré – suffisamment fluide pour remplir les moules, mais avec une viscosité suffisamment faible pour permettre à l'air emprisonné de s'échapper – est essentiel pour prévenir les nids d'abeilles et les vides. Ces défauts affectent non seulement l'esthétique d'une structure, mais compromettent aussi sérieusement son intégrité structurelle en créant des zones de faiblesse propices à l'accumulation d'humidité.
-
Porosité et perméabilité : Le ressuage et la ségrégation créent des canaux et des vides au sein de la matrice du béton, ce qui augmente considérablement sa porosité et sa perméabilité. Cette perméabilité accrue favorise la pénétration d’eau, de chlorures et d’autres ions nocifs, pouvant entraîner la corrosion des armatures et des dommages dus au gel-dégel. L’utilisation d’adjuvants modificateurs de viscosité permet de réduire ces coefficients de transport à long terme en augmentant la viscosité de la solution interstitielle dans le béton durci.

5. Avantages économiques et pratiques
La gestion précise de la viscosité est un levier stratégique qui influe directement sur les résultats d'un producteur de béton en réduisant les déchets, en augmentant l'efficacité et en diminuant les coûts globaux.
5.1 Réduction des coûts quantifiable
-
Réduction des déchets et des rebuts : La surveillance en temps réel de la viscosité permet aux producteurs d’identifier avec précision et fiabilité le point final du processus de mélange, évitant ainsi le surmélange et garantissant la conformité de chaque lot aux spécifications. Ceci réduit considérablement le gaspillage de matières premières et le nombre de lots rejetés, qui représentent une source importante de coûts et de responsabilités.
-
Économies d'énergie et de temps : L'optimisation du processus de mélange par le contrôle de la viscosité permet de réaliser des économies de temps et d'énergie. Les données en temps réel permettent d'éviter le surmélange, source de gaspillage de temps et d'électricité, et de détecter le sous-mélange, évitant ainsi des retouches coûteuses.
5.2 Optimisation de l'efficacité opérationnelle
-
Production rationalisée : La surveillance automatisée et en temps réel de la viscosité simplifie l’ensemble du processus de production, réduisant ainsi le besoin d’échantillonnage et de tests manuels fastidieux. Le personnel du contrôle qualité peut ainsi gérer plus efficacement ses équipes et sa charge de travail, même à distance.
-
Réduction des besoins en main-d'œuvre : L'utilisation de mélanges à rhéologie contrôlée, notamment le béton autoplaçant (BAP), permet de réduire considérablement, voire d'éliminer, le besoin de vibration et de compactage manuels. Il en résulte des équipes de mise en œuvre plus réduites, et donc d'importantes économies sur les coûts de main-d'œuvre.
-
Moins de plaintes et de responsabilités de la part des clients : la production de lots de béton homogènes et de haute qualité réduit les plaintes des clients et minimise le risque de responsabilités et de litiges coûteux résultant de défauts ou de défaillances structurelles.
5.3 Coût et performance des matériaux
-
Alternatives rentables : des études ont montré que l’utilisation d’adjuvants minéraux comme les cendres volantes ou le ciment de laitier en remplacement partiel du ciment permet d’obtenir les propriétés rhéologiques souhaitées tout en étant nettement plus économique (économies de coûts de 30 à 40 % dans certains cas).
-
Utilisation stratégique des VMA : Bien que les adjuvants modificateurs de viscosité commerciaux puissent être coûteux, le développement de nouveaux adjuvants plus économiques et la capacité de les utiliser à des dosages précis basés sur des données en temps réel permettent des gains de performance rentables.
6. Recommandations concrètes pour la mise en œuvre par l'industrie
Pour que les producteurs de béton et les entreprises de construction puissent pleinement profiter des avantages de la gestion de la viscosité, un changement stratégique, tant au niveau de l'approche que de la technologie, est nécessaire.
6.1 Ajustements de la composition du mélange pour le contrôle de la viscosité
L'objectif de la formulation d'un mélange est d'équilibrer résistance, durabilité et maniabilité. En contrôlant activement les paramètres suivants, les producteurs peuvent gérer la viscosité de manière proactive.
-
Maîtriser le rapport eau/ciment : ce rapport est le principal facteur déterminant la résistance et fixe la viscosité de base du mélange. Un rapport eau/ciment cible de 0,45 à 0,6 est souvent considéré comme idéal pour une bonne maniabilité, mais il peut être abaissé pour les applications à haute résistance grâce à l’utilisation d’adjuvants réducteurs d’eau.
-
Optimisation de la granulométrie des granulats : Utiliser des granulats bien calibrés permet de minimiser la quantité de pâte nécessaire et d’améliorer la maniabilité. Contrôler régulièrement la teneur en humidité, la finesse et la forme des granulats afin de garantir leur homogénéité d’un lot à l’autre.
-
Utilisation stratégique des fines : Augmenter la teneur en fines (par exemple, avec des cendres volantes, du ciment de laitier ou de la fumée de silice) permet d’améliorer la fluidité et la stabilité sans ajout d’eau. La forme sphérique des particules de cendres volantes, en particulier, améliore le pouvoir lubrifiant et peut réduire le recours à des agents de fluidification plus coûteux.
Tableau 3 : Ajustements pratiques de la formulation du mélange pour le contrôle de la rhéologie
| Composant | Impact sur la viscosité | Ajustement pratique pour un résultat souhaité |
| Eau | Diminue la viscosité. | Ajouter de l'eau pour améliorer la maniabilité, mais seulement en dernier recours en raison des compromis nécessaires en termes de résistance. |
| Granulats (taille/forme) | Augmente la viscosité. | Utiliser des granulats bien calibrés pour minimiser la demande en pâte et contrôler la forme (concassés pour assurer la liaison, mais pas excessivement anguleux). |
| Contenu des amendes | Diminue la viscosité. | Augmenter la teneur en fines (par exemple, avec des cendres volantes ou du laitier) pour améliorer la fluidité et la cohésion. |
| Superplastifiants | Diminue la viscosité. | À utiliser pour obtenir une maniabilité et un débit élevés avec un faible rapport eau/cm². |
| Modificateurs de viscosité (VMA) | Augmente la viscosité. | À utiliser pour améliorer la cohésion et la résistance à la ségrégation sans sacrifier la fluidité. |
6.2 Utilisation stratégique des mélanges
Les adjuvants sont les principaux outils permettant d'ajuster avec précision la rhéologie du béton et doivent être utilisés de manière stratégique pour atteindre des objectifs de performance spécifiques.
-
Superplastifiants : Pour les mélanges nécessitant une fluidité et une résistance élevées, utilisez des réducteurs d’eau à haute performance pour obtenir la maniabilité souhaitée avec un faible rapport E/C.
-
Adjuvants modificateurs de viscosité (AMV) : Les AMV sont utilisés dans les mélanges exigeant une forte résistance à la ségrégation, tels que le béton autoplaçant (BAP), le béton immergé et les coulages verticaux pour les immeubles de grande hauteur. Ils sont essentiels pour assurer la cohésion et atténuer les effets des granulats à granulométrie irrégulière ou discontinue.
-
Les essais de mélange sont essentiels : la performance des adjuvants peut être affectée par la température et les autres composants du mélange. Il est toujours recommandé de réaliser des essais de mélange afin de déterminer les dosages optimaux pour les conditions spécifiques du site.
6.3 Un cadre moderne de contrôle de la qualité
Le passage d'un cadre de contrôle qualité réactif à un cadre proactif constitue l'étape finale d'une stratégie de gestion de la viscosité réussie.
-
Passer de l'affaissement à la rhéologie : pour les mélanges modernes, il convient de dépasser le test d'affaissement et d'intégrer des évaluations rhéologiques plus sophistiquées, telles que les rhéomètres rotationnels en laboratoire ou les tests d'affaissement modifiés sur le terrain qui mesurent à la fois la hauteur d'affaissement et le temps d'écoulement.
-
Adoptez la surveillance en ligne : investissez dans des capteurs de viscosité et de couple en temps réel pour contrôler la consistance du mélange. C’est la méthode la plus efficace pour garantir l’homogénéité du produit, réduire les déchets et optimiser la productivité.
-
Élaborer des listes de contrôle qualité complètes : établir des normes qui vont au-delà des essais traditionnels d’affaissement et de résistance. Surveiller les paramètres clés tels que la teneur en eau des granulats, la température du mélange et la durée de malaxage dans le cadre d’un protocole de contrôle qualité global.
La gestion de la viscosité n'est plus une préoccupation secondaire ; elle constitue une compétence essentielle pour les producteurs de béton et les entreprises de construction modernes. Le passage des méthodes traditionnelles et empiriques à une approche scientifique basée sur la rhéologie ouvre la voie à l'innovation, à l'efficacité et à un nouveau standard de qualité dans l'industrie du béton. En exploitant les données en temps réel, en comprenant l'interaction complexe des composants du mélange et en mettant en œuvre un cadre de contrôle qualité rigoureux, les entreprises peuvent garantir un béton frais homogène et sans défaut. Ce contrôle proactif est la condition préalable indispensable pour atteindre la résistance et la durabilité prévues du produit durci. Il permet ainsi une rentabilité et une prévisibilité accrues, offrant en définitive un avantage concurrentiel sur un marché exigeant et en constante évolution.
Date de publication : 1er septembre 2025







