

完美啤酒的酿造源于对酿造过程的精准控制,尤其是在麦芽汁煮沸阶段。麦芽汁浓度(以柏拉图度或比重衡量)是一个关键参数,它直接影响发酵效率、风味一致性和最终产品质量。对于大型啤酒厂而言,保持最佳麦芽汁浓度不仅关乎品质,更是运营效率和成本控制的关键因素。麦芽汁浓度计、麦芽汁浓度监测仪或麦芽汁浓度分析仪可提供实时数据,以确保麦芽汁浓度的一致性,减少浪费,并符合监管标准。

在酿造中的应用
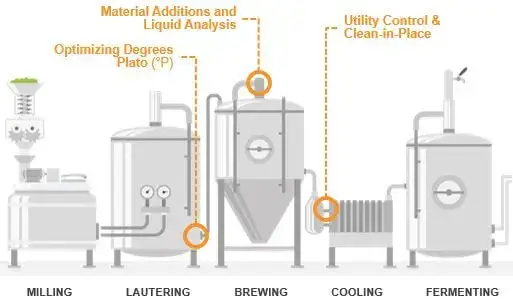
麦芽汁煮沸是酿造过程中的关键步骤,通常在麦芽汁锅或外部锅炉(壳式或板式换热器)中进行,每次酿造持续 50-75 分钟。其目的包括:
- 调整麦芽汁浓度:通过蒸发水分来达到所需的麦芽汁浓度。
- 灭活麦芽酶:使酶变性以稳定麦芽汁成分。
- 固定麦芽汁成分:设定化学参数以实现稳定发酵。
- 灭菌麦芽:消除微生物污染物,实现清洁发酵过程。
- 凝血蛋白促进蛋白质沉淀,以提高澄清度和稳定性。
- 异构化啤酒花将啤酒花α酸转化为苦味、可溶的异构α酸。
- 风味的形成:通过化学反应产生独特风味。
- 去除有害挥发物:蒸发二甲基硫醚(DMS)等异味。
为什么麦芽汁浓度在酿造中很重要
麦芽汁浓度对啤酒质量的影响
麦芽汁浓度是指麦芽汁中溶解性固体(主要是糖类)的含量。使用麦芽汁浓度计等工具测量该参数,即可确定初始比重 (OG),进而影响酒精度、口感和风味。水分蒸发后,糖类和其他化合物的浓度会降低,这需要根据配方要求进行调整。
麦芽汁浓度不稳定会导致异味、发酵不良或酒精度偏离目标值,所有这些都会损害产品质量和品牌声誉。对于大型啤酒厂而言,即使是微小的偏差也可能造成巨大的经济损失,因此使用麦芽汁浓度分析仪可以确保每一批啤酒都符合精确的标准。
麦芽汁浓度不稳定的挑战
煮沸时间、加热强度或设备效率等因素都会导致麦芽汁浓度波动。传统的人工取样既耗时又容易出错,尤其是在大批量生产中。这些不稳定性会导致代价高昂的返工或报废批次。
此外,监管机构通常要求精确记录酿造参数,因此像麦芽汁浓度监测器这样的自动化解决方案对于合规性至关重要。通过集成实时测量工具,啤酒厂可以应对这些挑战,确保各批次产品的一致性并最大限度地减少浪费。
酿造过程中麦芽汁浓度计的工作原理
麦芽汁浓度测量背后的技术
麦芽汁浓度监测器通常采用超声波速度或密度测量等先进技术,实时测定溶解性固体的浓度。这些设备在线安装在酿造系统中,可在麦芽汁煮沸过程中进行连续监测。
与酿造系统的集成
现代麦芽汁浓度分析仪旨在与自动化糖化系统无缝集成。它们连接到控制系统,向可编程逻辑控制器 (PLC) 或酒厂管理软件提供实时数据。这种集成使酿酒师能够即时监控和调整煮沸强度或蒸发速率等参数。例如,如果麦芽汁浓度过低,系统可以延长煮沸时间或增加加热输入,从而确保在无需人工干预的情况下达到目标比重。这种自动化程度对于旨在保持效率和稳定性的大型啤酒厂至关重要。
控制煮沸过程中麦芽汁浓度的最佳实践
优化麦芽汁煮沸过程
煮沸麦芽汁是酿造过程中的关键步骤,通过蒸发和添加啤酒花来调节麦芽汁的浓度。为了获得最佳效果,酿酒厂应遵循以下最佳实践:
- 监测煮沸参数:使用麦芽汁浓度分析仪实时跟踪蒸发率和糖浓度。根据实时数据调整加热输入或煮沸时间,以避免浓度过高或过低。
- 定期校准设备:确保麦芽汁浓度计已校准,以保持准确性,尤其是在长时间生产运行期间。
- 控制啤酒花添加量:啤酒花会影响麦芽汁的粘度和测量精度。应策略性地安排添加时间,并在监测麦芽汁浓度时考虑其影响。
- 维护设备:清洁和检查沸腾壶和传感器,以防止残留物积聚,这可能会导致读数偏差。
通过实施这些做法,酿酒厂可以最大限度地提高麦芽汁煮沸的效率,并获得稳定的结果。
过程控制的数据可视化
大型啤酒厂受益于将麦芽汁浓度监测器与数据可视化工具相结合。实时仪表盘可以显示关键指标,例如柏拉图值、比重或蒸发率,使酿酒师能够识别趋势并做出明智的决策。例如,显示麦芽汁浓度随时间变化的折线图可以突出显示偏差,从而促使酿酒师立即进行调整。这些工具符合大型啤酒厂的内容偏好,他们优先考虑快速获取可操作的洞察信息。
解决麦芽汁煮沸过程中的常见问题
在麦芽汁煮沸过程中,泡沫过多、焦糊或受热不均等多种因素都会影响麦芽汁的浓度。麦芽汁浓度分析仪能够及早预警异常情况,从而有效缓解这些问题。例如,泡沫过多可能表明浓度过高,而焦糊则会改变糖分分布,这些都可以通过实时监测来检测。及时解决这些问题,有助于啤酒厂保持产品质量并减少浪费。



推荐的 Lonnmeter 麦芽汁浓度计
Lonnmeter 专注于在线测量解决方案,利用超声波和密度法等技术提供精准可靠的麦芽汁浓度数据。其麦芽汁浓度计专为无缝集成到酿造系统中而设计,可在麦芽汁煮沸过程中提供实时反馈,从而确保对糖含量(以柏拉图度或比重衡量)的精确控制。这些设备能够承受酿造环境的严苛条件,包括高温和腐蚀性麦芽汁,是大型酿造企业的理想之选。
与酿酒厂需求保持一致
大型啤酒厂优先考虑效率、成本节约和合规性,正如您在偏好中所概述的那样。Lonnmeter 的麦芽汁浓度分析仪通过提供自动化、免维护的解决方案来满足这些需求,这些解决方案可通过 4-20mA 或 RS485 协议与 PLC 或 DCS 系统集成。其卫生设计符合食品级标准,确保啤酒生产的安全性和质量。
大型啤酒厂的主要优势
实时监控麦芽汁浓度分析仪通过在酿造过程中提供即时反馈来改变酿造过程。煮沸麦芽汁与依赖周期性取样的传统方法不同,在线系统可提供连续数据,使酿酒师能够随时调整参数。这种功能对于生产周期长、停机成本高的大型啤酒厂尤为重要。主要优势包括:
精确度和准确度:Lonnmeter 测量仪提供高分辨率测量(例如,±0.05% Plato),确保各批次麦芽汁浓度一致。
实时监控:在线传感器无需人工采样,从而降低了人工成本和误差。
耐用性:这些仪表采用不锈钢或钛等坚固材料制成,专为在要求严苛的酿酒厂环境中长期使用而设计。
合规支持:准确的数据记录有助于符合标准的监管报告。
成本效益:通过优化麦芽汁的煮沸过程,酿酒厂可以最大限度地减少原材料浪费和能源成本。
关于麦芽汁浓度控制的常见问题(FAQ)
酿造啤酒的理想麦芽汁浓度是多少?
理想状态麦芽汁浓缩酒精度因啤酒类型而异,但大多数艾尔啤酒和拉格啤酒的酒精度通常在 8–20° Plato 之间。麦芽汁浓度计确保麦芽汁达到目标比重,这对于获得理想的酒精度和风味至关重要。酿酒师应参考配方指南并使用实时监控来保持酿造过程的一致性。
麦芽汁浓度监测器如何提高效率?
一个麦芽汁浓度监测器在……期间提供连续数据麦芽汁煮沸这样就无需人工取样。这降低了人工成本,最大限度地减少了误差,并允许立即进行调整,从而提高了整体效率,减少了大规模作业中的浪费。
麦芽汁浓度分析仪可以用于其他饮料吗?
虽然最初是为啤酒而设计的,麦芽汁浓度分析仪该方法也适用于其他发酵饮料,例如苹果酒或蜂蜜酒,因为糖浓度会影响这些饮料的发酵过程。实时监控的原理同样适用,可确保整个生产过程中产品质量的一致性。
控制酿造过程中的麦芽汁浓缩对于旨在提供稳定、高品质啤酒并同时优化效率和合规性的大型啤酒厂而言,这是一个至关重要的步骤。通过集成先进的工具,例如……麦芽汁浓度计,麦芽汁浓度监测器, 或者麦芽汁浓度分析仪酿酒师可以在酿造过程中实现实时精准酿造。麦芽汁煮沸减少浪费,确保每一批产品都符合精确的规格。这些系统不仅提高了产品质量,还简化了操作流程,使其成为大批量生产不可或缺的工具。为了探究……麦芽汁浓度分析仪想要彻底改变您的酿造工艺?立即联系值得信赖的供应商 Lonnmeter,了解更多先进的酿造解决方案。掌控您的麦芽汁,提升您啤酒厂的运营效率!
发布时间:2025年6月30日









