

Den moderna kosmetikatillverkningsindustrin kännetecknas av komplexa formuleringar, ofta bestående av icke-newtonska vätskor. De inneboende reologiska beteendena hos dessa material, såsom skjuvförtunning och tixotropi, utgör betydande utmaningar för traditionella produktionsmetoder, vilket leder till inkonsekvens mellan satsar, högt råmaterialspill och driftsineffektivitet i kritiska processer som pumpning och blandning. Konventionella kvalitetskontrollmetoder, som förlitar sig på reaktiva viskositetsmätningar offline, är fundamentalt otillräckliga för att fånga dessa vätskors dynamiska beteende under produktionsförhållanden.

I. Reologi och fluiddynamik i kosmetisk produktion
Produktion av kosmetika är en nyanserad process där vätskans fysikaliska egenskaper är av största vikt. En djup förståelse av dessa egenskaper är en förutsättning för en meningsfull diskussion om processoptimering. Vätskedynamiken hos kosmetiska produkter styrs inte av enkla samband, vilket gör dem fundamentalt annorlunda än Newtonska vätskor som vatten.
1.1Viskositet och reologi
Viskositet är ett mått på en vätskas motståndskraft mot en applicerad spänning. För enkla Newtonska vätskor är denna egenskap konstant och kan karakteriseras med ett enda värde. Kosmetiska formuleringar är dock sällan så enkla. De flesta lotioner, krämer och schampon klassificeras som icke-newtonska vätskor, vars motstånd mot flöde förändras med mängden kraft (skjuvning) som appliceras.
Reologi är den mer omfattande och väsentliga disciplinen för denna industri. Det är studiet av flöde och deformation av vätskor, geler och halvfasta ämnen. En enda datapunkt är otillräcklig för att förutsäga en produkts beteende när den pumpas, blandas och fylls. De reologiska egenskaperna hos en produkt påverkar direkt dess sensoriska egenskaper, långsiktiga stabilitet i förpackning och funktionella prestanda. Till exempel dikterar viskositeten hos en kräm dess bredbarhet på huden, och konsistensen hos ett schampo påverkar mängden en konsument doserar från flaskan.
1.2Icke-newtonska vätskor och deras tillverkningsutmaningar
Komplexiteten i kosmetikatillverkning härrör från de olika reologiska beteendena hos de inblandade vätskorna. Att förstå dessa beteenden är nyckeln till att hantera de underliggande produktionsutmaningarna.
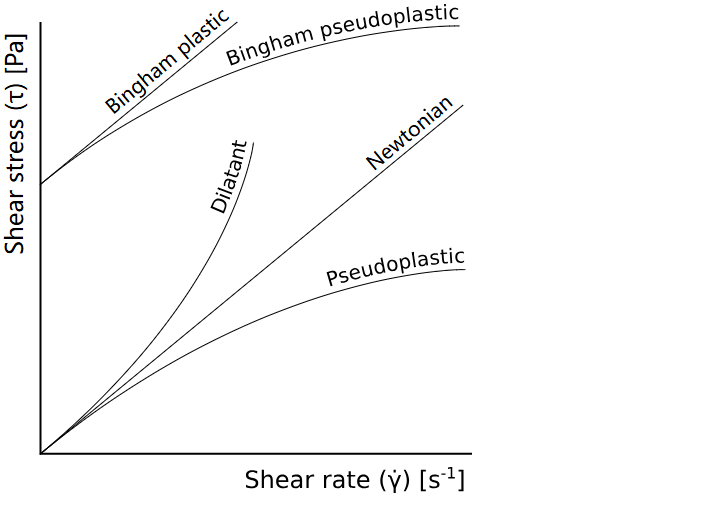
Pseudoplasticitet (skjuvförtunning):Detta är en tidsoberoende egenskap där en vätskas synbara viskositet minskar när skjuvhastigheten ökar. Många kosmetiska emulsioner och lotioner uppvisar detta beteende, vilket är önskvärt för produkter som behöver vara tjocka i vila men bli bredbara eller flytbara när de appliceras.
Tixotropi:Detta är en tidsberoende skjuvningsförtunnande egenskap. Tixotropa vätskor, som vissa geler och kolloidala suspensioner, blir mindre viskösa när de rörs om eller skjuvas över tid och tar en bestämd tid att återgå till sitt ursprungliga, mer viskösa tillstånd när spänningen avlägsnas. Ett klassiskt exempel är droppfri färg, som tunnar ut under skjuvningen av en pensel men snabbt tjocknar på en vertikal yta för att förhindra att färgen sjunker. Yoghurt och vissa schampon uppvisar också denna egenskap.
Sträckspänningsvätskor:Dessa material beter sig som ett fast ämne i vila och börjar bara flyta efter att en applicerad skjuvspänning överstiger ett kritiskt värde, känt som sträckgräns eller flytgräns. Ketchup är ett vanligt exempel. Inom kosmetika uppfattas produkter med hög sträckgräns av konsumenter som att de har "mer volym" och en känsla av högre kvalitet.
1.3 Den direkta effekten på processeffektivitet
Det icke-linjära beteendet hos dessa vätskor har en djupgående och ofta skadlig effekt på standardtillverkningsoperationer.
1.3.1 Pumpningsoperationer:
Prestandan hos centrifugalpumpar, som är allestädes närvarande inom tillverkning, påverkas avsevärt av vätskans viskositet. En pumps tryckhöjd och volymetriska utmatning kan avsevärt "nedvärderas" vid pumpning av högviskösa, icke-newtonska vätskor. Studier visar att en ökning av fast ämne i en blandning kan leda till minskningar av tryckhöjd och effektivitet på upp till 60 % respektive 25 % för koncentrerade blandningar. Denna nedvärdering är inte statisk; den höga skjuvhastigheten inuti pumpen kan förändra vätskans synbara viskositet, vilket leder till oförutsägbar pumpprestanda och brist på jämnt flöde. Det höga motståndet hos viskösa vätskor innebär också större radiell belastning på lager och orsakar problem med mekaniska tätningar, vilket ökar risken för utrustningsfel och underhåll.
1.3.2 Blandning och omrörning:
I en blandningstank kan den höga viskositeten hos kosmetiska vätskor kraftigt dämpa flödet från blandningsimpellern, vilket koncentrerar skjuvningen och blandningsverkan till ett litet område omedelbart omger impellerbladet. Detta leder till betydande energiförlust och förhindrar att hela satsen uppnår homogenitet. För skjuvningsförtunnande vätskor förvärras denna effekt, eftersom vätskan långt från impellern upplever låga skjuvhastigheter och förblir vid hög viskositet, vilket skapar "långsamt blandande öar" eller "pseudokammar" som inte homogeniseras ordentligt. Resultatet är en ojämn fördelning av komponenter och en inkonsekvent slutprodukt.
Den traditionella metoden med manuell, offline-mätning av viskositet är fundamentalt otillräcklig för att hantera dessa komplexiteter. Viskositeten hos en icke-newtonsk vätska är inte ett enda värde utan en funktion av skjuvhastigheten och, i vissa fall, skjuvningens varaktighet. De förhållanden under vilka ett laboratorieprov mäts (t.ex. i en bägare med en specifik spindelhastighet och temperatur) återspeglar inte de dynamiska skjuvförhållandena i ett rör eller en blandningstank. Följaktligen är en mätning som görs med en fast skjuvhastighet och temperatur sannolikt irrelevant för vätskans beteende under en dynamisk process. När ett tillverkningsteam förlitar sig på manuella kontroller med två timmars intervall är de inte bara för långsamma med att reagera på processfluktuationer i realtid, utan baserar också sina beslut på ett värde som kanske inte korrekt representerar vätskans processtillstånd. Detta beroende av bristfälliga, reaktiva data skapar en kausal slinga av dålig kontroll och hög driftsvariabilitet, vilket är omöjligt att bryta utan en ny, proaktiv metod.

Kosmetisk blandning och blandning
II. Sensorval och hårdvaruimplementering i krävande miljöer
Att gå bortom manuella metoder kräver val av robusta, tillförlitliga online-viskosimetrar som kan tillhandahålla kontinuerlig data i realtid inifrån processen.
2.1Online viskometri
Viskosimetrar online, oavsett om de installeras direkt i processlinjen (inline) eller i en bypass-slinga, ger viskositetsmätningar i realtid dygnet runt, vilket möjliggör konstant processövervakning och kontroll. Detta står i skarp kontrast till offline-laboratoriemetoder, som i sig är reaktiva och bara kan ge en ögonblicksbild av processtillståndet med diskreta intervall. Möjligheten att erhålla tillförlitliga, kontinuerliga data från produktionslinjen är en förutsättning för att implementera ett automatiserat, slutet styrsystem.
2.2 Viktiga krav för viskosimetrar
Valet av viskometer för kosmetikatillverkning måste vägledas av branschens unika miljömässiga och operativa begränsningar.
Miljömässiga och hållbarhetsrelaterade begränsningar:
Hög temperatur och tryck:Kosmetiska formuleringar kräver ofta uppvärmning till en specifik temperatur för att säkerställa korrekt blandning och emulgering. Den valda sensorn måste kunna fungera tillförlitligt vid temperaturer upp till 300 °C och tryck upp till 500 bar.
Korrosionsbeständighet:Många kosmetiska ingredienser, inklusive tensider och olika tillsatser, kan vara korrosiva med tiden. De våta delarna av sensorn måste vara tillverkade av mycket hållbara, korrosionsbeständiga material. 316L rostfritt stål är ett standardval för sin motståndskraft i sådana miljöer.
Immunitet mot vibrationer:Tillverkningsmiljöer är mekaniskt bullriga, med pumpar, omrörare och andra maskiner som producerar betydande omgivningsvibrationer. En sensors mätprincip måste vara immun mot dessa vibrationer för att säkerställa dataintegritet.
2.3 Analys av viskositetsmätartekniker för processintegration
För robust onlineintegration är vissa tekniker mer lämpliga än andra.
Vibrations-/resonansviskosimetrarDenna teknik fungerar genom att mäta vätskans dämpningseffekt på ett vibrerande element, såsom en gaffel eller resonator, för att bestämma viskositeten. Denna princip erbjuder flera viktiga fördelar för kosmetiska tillämpningar. Dessa sensorer har inga rörliga delar, vilket minimerar behovet av underhåll och minskar de totala driftskostnaderna. En välkonstruerad design, såsom en balanserad koaxialresonator, eliminerar aktivt reaktionsmoment och är därför helt okänslig för monteringsförhållanden och externa vibrationer. Denna immunitet mot omgivningsbuller säkerställer en stabil, repeterbar och reproducerbar mätning, även i turbulent flöde eller under höga skjuvförhållanden. Dessa sensorer kan också mäta viskositet över ett extremt brett område, från vätskor med mycket låg till mycket hög viskositet, vilket gör dem mycket mångsidiga för en varierad produktportfölj.
Rotations- och andra tekniker:Även om rotationsviskosimetrar är mycket effektiva i laboratoriemiljö för att generera fullständiga flödeskurvor, kan deras komplexitet och närvaron av rörliga delar göra dem svåra att underhålla i en inline-industriell tillämpning. Andra typer, såsom fallande element- eller kapillärtyp, kan vara lämpliga för specifika tillämpningar men har ofta begränsningar vid mätning av icke-newtonska vätskor eller är känsliga för temperatur- och flödesfluktuationer.
Tillförlitligheten hos ett automatiserat styrsystem är direkt proportionell mot tillförlitligheten hos dess sensoringång. Därför är den långsiktiga stabiliteten och de minimala kalibreringskraven för viskometern inte bara bekvämlighetsfunktioner; de är grundläggande krav för ett fungerande och underhållsfritt styrsystem. Kostnaden för en sensor måste ses inte bara som den initiala kapitalutgiften utan som dess totala ägandekostnad (TCO), vilket inkluderar arbete och driftstopp i samband med underhåll och kalibrering. Data från instrument somkapillärviskosimetrarvisar att med korrekt hantering och rengöring kan deras kalibrering förbli stabil i ett decennium eller mer, vilket visar att långsiktig stabilitet är en uppnåelig och kritisk egenskap hos processinstrumentation. En sensor som kan bibehålla sin kalibrering under längre perioder minskar riskerna i automationsprojektet avsevärt genom att eliminera en viktig källa till potentiell processvariation och göra det möjligt för systemet att fungera autonomt med minimal mänsklig intervention.
| Teknologi | Funktionsprincip | Lämplighet för icke-newtonska vätskor | Högtemperatur-/tryckkapacitet | Korrosionsbeständighet | Vibrationsimmunitet | Underhåll/Kalibrering |
| Vibrations-/resonansfaktor | Mäter vätskedämpning på ett vibrerande element (gaffel, resonator). | Utmärkt (högskjuvning, reproducerbar avläsning). | Hög (upp till 300 °C, 500 bar). | Utmärkt (alla våta delar i 316L rostfritt stål). | Utmärkt (balanserad resonatordesign). | Låg (inga rörliga delar, minimal nedsmutsning). |
| Rotationsmässig | Mäter det vridmoment som krävs för att rotera en spindel i vätskan. | Utmärkt (ger en fullständig flödeskurva i en laboratoriemiljö). | Medel till hög (varierar beroende på modell). | Bra (kräver specifika spindelmaterial). | Dålig (mycket känslig för externa vibrationer). | Hög (frekvent rengöring, rörliga delar). |
| Kapillär-/differentialtryck | Mäter tryckfallet över ett fast rör vid konstant flödeshastighet. | Begränsad (ger en enda genomsnittlig Newtonsk viskositet). | Måttlig till hög (kräver temperaturstabilitet). | Bra (beror på kapillärmaterialet). | Måttlig (flödesberoende, kräver stabilt flöde). | Hög (kräver rengöring, känslig för igensättning). |
| Fallande element | Mäter tiden det tar för ett element att falla genom vätskan. | Begränsad (ger en enda genomsnittlig Newtonsk viskositet). | Måttlig till hög (beroende på material). | Bra (beror på elementets material). | Måttlig (känslig för vibrationer). | Måttlig (rörliga delar, kräver omkalibrering). |
2.4 Optimal sensorplacering för korrekta data
Viskosimeterns fysiska placering är lika viktig som själva tekniken. Korrekt placering säkerställer att de insamlade data är representativa för processtillståndet. Bästa praxis föreskriver att sensorn placeras på en plats där vätskan är homogen och där sensorelementet är helt nedsänkt hela tiden. Höga punkter i rörledningen där luftbubblor kan samlas bör undvikas, eftersom inblandad luft kan störa mätningarna, särskilt förvibrationsviskosimetrarPå liknande sätt bör installation i "stagnationszoner" där vätska inte är i konstant rörelse undvikas för att förhindra att materialavlagringar bildas på sensorn. En bra strategi är att placera sensorn i en del av röret där flödet är stabilt och jämnt, såsom en vertikal stigare eller ett område med jämn flödeshastighet, för att ge de mest tillförlitliga uppgifterna för styrsystemet.
Tredje.Sömlös PLC/DCS-integration via RS485
Den framgångsrika utplaceringen av enonline-viskosimeterförlitar sig på sin sömlösa integration i den befintliga anläggningsstyrningsinfrastrukturen. Valet av kommunikationsprotokoll och fysiskt lager är ett strategiskt beslut som balanserar tillförlitlighet, kostnad och kompatibilitet med äldre system.
3.1 Översikt över systemarkitekturen
Standardarkitekturen för industriell styrning för denna applikation är en master-slave-relation. Anläggningens centrala PLC eller DCS fungerar som "master" och initierar kommunikation med viskometern, som fungerar som "slave"-enhet. Slavenheten förblir "tyst" tills den frågas av mastern, varvid den svarar med den begärda datan. Denna en-till-många-kommunikationsmodell förhindrar datakollisioner och förenklar nätverkshanteringen.
3.2 RS485-kommunikationsgränssnittet
Kommunikationsgränssnittet RS485 är en robust och allmänt använd standard för industriell automation, särskilt för applikationer som kräver långdistanskommunikation med flera punkter.
Tekniska fördelar:
Långdistansflygning och flerdropRS485 stöder dataöverföring över avstånd upp till 2000 meter, vilket gör den idealisk för vidsträckta industrianläggningar. En enda buss kan ansluta upp till 30 enheter, ett antal som kan utökas till 24/7 med hjälp av repeatrar, vilket avsevärt minskar kostnaden och komplexiteten i kabelinfrastrukturen.
Bullerimmunitet:RS485 använder en balanserad, differentiell signaleringsmetod över en partvinnad kabel. Denna design ger exceptionell immunitet mot elektromagnetisk störning (EMI) och annat elektriskt brus, vilket är ett vanligt problem i en anläggningsmiljö med stora motorer och drivenheter.


3.3 Överbrygga PLC/DCS-klyftan
RS485 är inte bara en teknisk preferens; det är ett strategiskt affärsbeslut som avsevärt sänker inträdesbarriären för processautomation. Dess förmåga att täcka långa avstånd och motstå buller gör den idealisk för industriella miljöer där dessa faktorer är viktigare än rå kommunikationshastighet.
IV. Teoretisk härledning av modellbaserad adaptiv styrning
Detta avsnitt ger den rigorösa intellektuella grunden för en kontrollstrategi som kan hantera den komplexa, icke-linjära dynamiken hos kosmetiska vätskor.
4.1 Behovet av avancerad kontroll
Traditionella proportionella-integral-derivativa (PID) regulatorer är baserade på linjära modeller av en process och är dåligt utrustade för att hantera de icke-linjära, tidsberoende och variabla egenskaperna hos icke-newtonska fluider. En PID-regulator är reaktiv; den väntar på att en avvikelse från börvärdet ska inträffa innan den börjar vidta korrigerande åtgärder. För en process med lång responsdynamik, såsom en stor blandningstank eller ett förtjockningsmedel, kan detta leda till långsam felkorrigering, oscillationer eller överskridande av målviskositeten. Dessutom skulle externa störningar, såsom temperaturfluktuationer eller variationer i inkommande råmaterialsammansättning, kräva ständig manuell omjustering av PID-regulatorn, vilket leder till processinstabilitet och ineffektivitet.
4.2 Reologisk modellering för kontroll
Grunden för en framgångsrik kontrollstrategi för icke-newtonska vätskor är en noggrann och prediktiv matematisk modell av deras beteende.
4.2.1 Konstitutiv modellering (första principer):
Herschel-Bulkley-modellen är en kraftfull konstitutiv ekvation som används för att beskriva det reologiska beteendet hos fluider som uppvisar både sträckgräns och skjuvförtunnande eller skjuvförtjockande egenskaper. Modellen relaterar skjuvspänning (τ) till skjuvhastighet (γ˙) med hjälp av tre nyckelparametrar:
τ=τγ+K(γ˙)n
τγ (sträckspänning): Den minsta skjuvspänning som måste överskridas för att vätskan ska börja flöda.
K (Konsistensindex): En parameter analog med viskositet, som representerar vätskans flödesmotstånd.
n (Flow Behavior Index): En avgörande parameter som definierar vätskans beteende: n<1 för skjuvförtunnande (pseudoplastisk), n>1 för skjuvförtjockning (dilatant) och n=1 för en Bingham-plast.
Denna modell tillhandahåller ett matematiskt ramverk för en regulator för att förutsäga hur en vätskas synbara viskositet kommer att förändras under varierande skjuvhastigheter inom processen, från ett blandningsområde med låg skjuvning till en pumps miljö med hög skjuvning.
4.2.2 Datadriven modellering:
Utöver modeller baserade på första principer kan en datadriven metod användas för att bygga en processmodell som lär sig av realtidsdata från online-viskosimetern. Detta är särskilt användbart för komplexa formuleringar där en exakt modell baserad på första principer är svår att härleda. En datadriven modell kan adaptivt justera och optimera sensorparametrar i realtid för att ta hänsyn till externa faktorer som förändringar i oljesammansättning eller temperaturfluktuationer. Denna metod har visat sig framgångsrikt kontrollera det genomsnittliga absoluta felet för viskositetsmätningar inom ett smalt intervall, vilket visar utmärkt prestanda och tillförlitlighet.
4.3 Härledning av adaptiv kontrolllag
Kärnan i ett modellbaserat adaptivt styrsystem är dess förmåga att kontinuerligt lära sig och anpassa sig till förändrade processförhållanden. Styrenheten förlitar sig inte på fasta parametrar utan uppdaterar dynamiskt sin interna modell av processen.
Kärnprincip:En adaptiv styrenhet uppskattar eller uppdaterar kontinuerligt parametrarna i sin interna modell i realtid baserat på inkommande sensordata. Detta gör det möjligt för styrenheten att "lära sig" och kompensera för processvariationer orsakade av råmaterialförändringar, utrustningsslitage eller miljöförändringar.
Kontrolllagens formulering:
Modellparameteruppskattning: En parameteruppskattare, ofta baserad på en rekursiv minstakvadratalgoritm (RLS) med en adaptiv glömskfaktor, använder realtidssensordata (viskositet, temperatur, skjuvhastighet) för att kontinuerligt finjustera modellparametrarna, såsom K- och n-värdena i Herschel-Bulkley-modellen. Detta är den "adaptiva" komponenten.
Prediktiv kontrollalgoritm:Den uppdaterade processmodellen används sedan för att förutsäga vätskans framtida beteende. En Model Predictive Control (MPC)-algoritm är en idealisk strategi för denna tillämpning. MPC kan hantera flera manipulerade variabler (t.ex. tillsatshastighet förtjockningsmedel och pumphastighet) samtidigt för att styra flera utvariabler (t.ex. viskositet och temperatur). MPC:s prediktiva natur gör det möjligt att beräkna de exakta justeringar som behövs för att hålla processen på rätt spår, även med långa tidsfördröjningar, vilket säkerställer att vätskan alltid håller sig inom sitt optimala reologiska "fönster".
Övergången från enkel återkopplingsstyrning till modellbaserad adaptiv styrning representerar ett fundamentalt skifte från reaktiv till proaktiv processhantering. En traditionell PID-regulator är i sig reaktiv och väntar på att ett fel ska inträffa innan den vidtar åtgärder. För en process med betydande tidsfördröjningar är denna reaktion ofta för sen, vilket leder till översvängningar och oscillationer. En adaptiv regulator kan, genom att kontinuerligt lära sig processmodellen, förutsäga hur en uppströms förändring – såsom en variation i ett råmaterials sammansättning – kommer att påverka slutproduktens viskositet innan avvikelsen blir betydande. Detta gör det möjligt för systemet att göra proaktiva, beräknade justeringar, vilket säkerställer att produkten håller specifikationen och minimerar spill och variation. Detta är den primära drivkraften för de massiva minskningarna av batchvariabilitet och materialspill som dokumenterats i framgångsrika implementeringar.
V. Praktisk implementering, validering och operativa strategier
Den sista fasen i ett projekt är den framgångsrika driftsättningen och den långsiktiga förvaltningen av det integrerade systemet. Detta kräver noggrann planering och efterlevnad av bästa praxis för driften.
5.1 Bästa praxis för implementering
Integreringen av online-viskometri och adaptiv styrning är en komplex uppgift som bör anförtros erfarna systemintegratörer. En väldefinierad front-end-design är avgörande, eftersom upp till 80 % av projektproblem kan spåras tillbaka till denna fas. Vid eftermontering av äldre styrsystem kan en kvalificerad integratör tillhandahålla nödvändig expertis för att överbrygga kommunikationsgap och säkerställa en sömlös migrering. Dessutom är korrekt sensorplacering av största vikt. Viskosimetern måste installeras på en plats fri från luftbubblor, stagnationszoner och stora partiklar som kan störa mätningarna.
5.2 Datavalidering och avstämning
För att ett styrsystem ska vara tillförlitligt måste de data det förlitar sig på valideras och avstämas. Industriella sensorer i tuffa miljöer är känsliga för brus, avdrift och fel. En kontrollslinga som blint litar på rådata från sensorer är spröd och benägen att göra kostsamma fel.
Datavalidering:Denna process innebär att man behandlar rådata från sensorer för att säkerställa att värdena är meningsfulla och inom det förväntade intervallet. Enkla metoder inkluderar att filtrera bort extremvärden och ta medelvärdet av flera mätningar över en definierad tidsperiod för att minska brus.
Detektering av grova fel:Statistiska tester, såsom chi-kvadrattestet, kan användas för att upptäcka betydande fel eller sensorfel genom att jämföra värdet på objektivfunktionen med ett kritiskt värde.
Dataavstämning:Detta är en mer avancerad teknik som använder redundanta sensordata och processmodeller (t.ex. masskonservering) för att producera en enda, statistiskt validerad datamängd. Denna process ökar förtroendet för systemet och ger ett självmedvetet lager av motståndskraft mot mindre sensoravvikelser och fel.
Implementeringen av ett datavalideringslager är inte en valfri funktion; det är en nödvändig intellektuell komponent som gör hela styrsystemet robust och tillförlitligt även när det uppstår verkliga inkonsekvenser. Detta lager omvandlar systemet från ett enkelt automatiseringsverktyg till en verkligt intelligent, självövervakande enhet som kan upprätthålla produktkvaliteten utan ständig mänsklig tillsyn.
5.3 Långsiktigt underhåll och hållbarhet
Den långsiktiga framgången för ett online-viskometrisystem beror på en väldefinierad underhållsstrategi.
Sensorunderhåll: Användningen av robusta viskometerkonstruktioner utan rörliga delar och korrosionsbeständiga material, såsom 316L rostfritt stål, kan avsevärt minska problemen med nedsmutsning och förenkla underhållsrutiner.
Systemkalibrering och validering:Regelbunden kalibrering är avgörande för att säkerställa viskometerns långsiktiga noggrannhet. För högprecisionstillämpningar bör kalibrering med certifierade viskositetsstandarder utföras regelbundet, men frekvensen kan minskas för mindre kritiska tillämpningar. Som framgår av långsiktiga stabilitetsstudier kan vissa viskometertyper, såsom glaskapillär- eller vibrationsviskometer, bibehålla sin kalibrering i åratal, vilket avsevärt minskar frekvensen av kostsamma kalibreringshändelser.
AEn effektiv lösning kan ge konkreta fördelar: en betydande minskning av variationer mellan batcher och materialspill, och en väg mot helt autonom, intelligent tillverkning.Start your opTimizatjonby lurataktt Långnmeter.
Publiceringstid: 9 september 2025







