

Industria moderne e prodhimit të kozmetikës karakterizohet nga formulime komplekse, që shpesh përfshijnë lëngje jo-Njutoniane. Sjelljet reologjike të natyrshme të këtyre materialeve, të tilla si hollimi me prerje dhe tiksotropia, paraqesin sfida të rëndësishme për metodologjitë tradicionale të prodhimit, duke çuar në mospërputhje nga një grup në tjetrin, humbje të larta të lëndës së parë dhe joefikasitet operativ në procese kritike si pompimi dhe përzierja. Metodat konvencionale të kontrollit të cilësisë, të cilat mbështeten në matje reaktive të viskozitetit jashtë linje, janë thelbësisht të pamjaftueshme për kapjen e sjelljes dinamike të këtyre lëngjeve në kushtet e prodhimit.

I. Reologjia dhe Dinamika e Fluideve në Prodhimin Kozmetik
Prodhimi i kozmetikës është një proces i nuancuar ku vetitë fizike të lëngut janë parësore. Një kuptim i thellë i këtyre vetive është një parakusht për çdo diskutim kuptimplotë mbi optimizimin e procesit. Dinamika e lëngjeve të produkteve kozmetike nuk drejtohet nga marrëdhënie të thjeshta, duke i bërë ato thelbësisht të ndryshme nga lëngjet njutoniane si uji.
1.1Viskoziteti dhe Reologjia
Viskoziteti është një masë e rezistencës së një lëngu ndaj një stresi të aplikuar. Për lëngjet e thjeshta Njutoniane, kjo veti është konstante dhe mund të karakterizohet nga një vlerë e vetme. Megjithatë, formulimet kozmetike rrallë janë kaq të thjeshta. Shumica e locioneve, kremrave dhe shampove klasifikohen si lëngje jo-Njutoniane, rezistenca e të cilave ndaj rrjedhjes ndryshon me sasinë e forcës (prerjes) së aplikuar.
Reologjia është disiplina më gjithëpërfshirëse dhe thelbësore për këtë industri. Është studimi i rrjedhjes dhe deformimit të lëngjeve, xhelave dhe lëndëve gjysmë të ngurta. Një pikë e vetme e të dhënave është e pamjaftueshme për të parashikuar sjelljen e një produkti ndërsa pompohet, përzihet dhe mbushet. Karakteristikat reologjike të një produkti ndikojnë drejtpërdrejt në atributet e tij shqisore, stabilitetin afatgjatë në paketim dhe performancën funksionale. Për shembull, viskoziteti i një kremi dikton përhapjen e tij në lëkurë, dhe konsistenca e një shampoje ndikon në sasinë që një konsumator shpërndan nga shishja.
1.2Lëngjet jo-Njutoniane dhe sfidat e tyre të prodhimit
Kompleksiteti i prodhimit të kozmetikës buron nga sjelljet e ndryshme reologjike të lëngjeve të përfshira. Të kuptuarit e këtyre sjelljeve është çelësi për adresimin e sfidave themelore të prodhimit.
Pseudoplasticiteti (Hollim me prerje):Kjo është një veti e pavarur nga koha, ku viskoziteti i dukshëm i një lëngu zvogëlohet ndërsa rritet shpejtësia e prerjes. Shumë emulsione dhe locione kozmetike shfaqin këtë sjellje, e cila është e dëshirueshme për produktet që duhet të jenë të trasha në qetësi, por që bëhen të shpërndashme ose të rrjedhshme kur aplikohen.
Tiksotropia:Kjo është një veti e hollimit me anë të prerjes që varet nga koha. Lëngjet tiksotropike, si disa xhel dhe pezullime koloidale, bëhen më pak viskoze kur trazohen ose grihen me kalimin e kohës dhe u duhet një kohë e caktuar për t'u rikthyer në gjendjen e tyre origjinale, më viskoze, kur hiqet stresi. Një shembull klasik është boja që nuk pikon, e cila hollohet nën prerjen e një furçe, por trashet shpejt në një sipërfaqe vertikale për të parandaluar varjen. Kosi dhe disa shampo gjithashtu e demonstrojnë këtë veti.
Lëngjet e stresit të rrjedhshmërisë:Këto materiale sillen si një trup i ngurtë në qetësi dhe fillojnë të rrjedhin vetëm pasi një stres prerës i aplikuar tejkalon një vlerë kritike, të njohur si pika e rrjedhshmërisë ose stresi i rrjedhshmërisë. Salçiçeja është një shembull i zakonshëm. Në kozmetikë, produktet me një pikë të lartë rrjedhshmërie perceptohen nga konsumatorët si produkte që kanë "më shumë vëllim" dhe një ndjesi cilësie më të lartë.
1.3 Ndikimi i drejtpërdrejtë në efikasitetin e procesit
Sjellja jolineare e këtyre lëngjeve ka një efekt të thellë dhe shpesh të dëmshëm në operacionet standarde të prodhimit.
1.3.1 Operacionet e pompimit:
Performanca e pompave centrifugale, të cilat janë të kudondodhura në prodhim, ndikohet ndjeshëm nga viskoziteti i lëngut. Koka dhe prodhimi vëllimor i një pompe mund të "ulen" ndjeshëm kur pompohen lëngje me viskozitet të lartë, jo-Njutoniane. Studimet tregojnë se një rritje e përmbajtjes së ngurtë në një përzierje mund të çojë në ulje të kokës dhe efikasitetit deri në 60% dhe 25%, përkatësisht, për përzierjet e përqendruara. Ky ulje nuk është statike; shkalla e lartë e prerjes brenda pompës mund të ndryshojë viskozitetin e dukshëm të lëngut, duke çuar në performancë të paparashikueshme të pompës dhe mungesë të rrjedhjes së qëndrueshme. Rezistenca e lartë e lëngjeve viskoze gjithashtu vendos ngarkesë më të madhe radiale në kushineta dhe shkakton probleme me guarnicionet mekanike, duke rritur rrezikun e dështimit të pajisjeve dhe mirëmbajtjes.
1.3.2 Përzierja dhe trazimi:
Në një rezervuar përzierjeje, viskoziteti i lartë i lëngjeve kozmetike mund ta lagështojë rëndë rrjedhën e rrjedhës nga helika e përzierjes, duke përqendruar veprimin e prerjes dhe përzierjes në një rajon të vogël që rrethon menjëherë tehun e helikës. Kjo çon në humbje të konsiderueshme energjie dhe parandalon që e gjithë sasia të arrijë homogjenitet. Për lëngjet që hollojnë prerjen, ky efekt përkeqësohet, pasi lëngu larg helikës përjeton shpejtësi të ulët prerjeje dhe mbetet në një viskozitet të lartë, duke krijuar "ishuj me përzierje të ngadaltë" ose "pseudo-shpella" që nuk janë homogjenizuar siç duhet. Rezultati është një shpërndarje e pabarabartë e përbërësve dhe një produkt përfundimtar jo konsistent.
Qasja tradicionale e matjes manuale, jashtë linje të viskozitetit është thelbësisht e pamjaftueshme për menaxhimin e këtyre kompleksiteteve. Viskoziteti i një lëngu jo-Njutonian nuk është një vlerë e vetme, por është një funksion i shkallës së prerjes dhe, në disa raste, i kohëzgjatjes së prerjes. Kushtet në të cilat matet një mostër laboratorike (p.sh., në një gotë me një shpejtësi dhe temperaturë specifike të boshtit) nuk pasqyrojnë kushtet dinamike të prerjes brenda një tubi ose një rezervuari përzierjeje. Si pasojë, një matje e marrë me një shkallë dhe temperaturë të caktuar të prerjes ka të ngjarë të jetë e parëndësishme për sjelljen e lëngut gjatë një procesi dinamik. Kur një ekip prodhimi mbështetet në kontrolle manuale me interval dy-orësh, ata jo vetëm që janë shumë të ngadaltë për të reaguar ndaj luhatjeve të procesit në kohë reale, por gjithashtu i bazojnë vendimet e tyre në një vlerë që mund të mos përfaqësojë me saktësi gjendjen në proces të lëngut. Kjo varësi nga të dhënat e gabuara dhe reaktive krijon një lak shkakor të kontrollit të dobët dhe ndryshueshmërisë së lartë operative, i cili është i pamundur të thyhet pa një qasje të re, proaktive.

Përzierje dhe Përzierje Kozmetike
II. Përzgjedhja e sensorëve dhe implementimi i pajisjeve në mjedise të vështira
Kalimi përtej metodave manuale kërkon përzgjedhjen e viskozimetrave të fuqishëm dhe të besueshëm në internet, të aftë për të ofruar të dhëna të vazhdueshme në kohë reale nga brenda procesit.
2.1Viskometria Online
Viskozometra online, pavarësisht nëse instalohen direkt në linjën e procesit (në linjë) ose në një lak anashkalimi, ofrojnë matje të viskozitetit në kohë reale 24/7, duke mundësuar monitorim dhe kontroll të vazhdueshëm të procesit. Kjo është në kontrast të fortë me metodat laboratorike jashtë linjës, të cilat janë në thelb reaktive dhe mund të ofrojnë vetëm një pamje të gjendjes së procesit në intervale diskrete. Aftësia për të marrë të dhëna të besueshme dhe të vazhdueshme nga linja e prodhimit është një parakusht për zbatimin e një sistemi të automatizuar kontrolli me lak të mbyllur.
2.2 Kërkesat thelbësore për viskozometrin
Zgjedhja e viskozitetit për prodhimin kozmetik duhet të udhëhiqet nga kufizimet unike mjedisore dhe operacionale të industrisë.
Kufizimet mjedisore dhe të qëndrueshmërisë:
Temperaturë dhe Presion i Lartë:Formulimet kozmetike shpesh kërkojnë ngrohje në një temperaturë specifike për të siguruar përzierjen dhe emulsifikimin e duhur. Sensori i zgjedhur duhet të jetë në gjendje të funksionojë në mënyrë të besueshme në temperatura deri në 300 °C dhe presione deri në 500 bar.
Rezistenca ndaj korrozionit:Shumë përbërës kozmetikë, duke përfshirë surfaktantët dhe aditivë të ndryshëm, mund të jenë gërryes me kalimin e kohës. Pjesët e lagura të sensorit duhet të jenë të ndërtuara nga materiale shumë të qëndrueshme dhe rezistente ndaj korrozionit. Çeliku inox 316L është një zgjedhje standarde për qëndrueshmërinë e tij në mjedise të tilla.
Imuniteti ndaj dridhjeve:Mjediset e prodhimit janë mekanikisht të zhurmshme, me pompa, trazues dhe makineri të tjera që prodhojnë dridhje të konsiderueshme ambienti. Parimi i matjes së një sensori duhet të jetë natyrshëm imun ndaj këtyre dridhjeve për të siguruar integritetin e të dhënave.
2.3 Analiza e Teknologjive të Viskozometrave për Integrimin e Proceseve
Për integrim të fuqishëm në internet, disa teknologji janë më të përshtatshme se të tjerat.
Viskometri vibrues/rezonuesKjo teknologji funksionon duke matur efektin zbutës të lëngut në një element vibrues, siç është një pirun ose rezonator, për të përcaktuar viskozitetin. Ky parim ofron disa avantazhe kryesore për aplikimet kozmetike. Këta sensorë nuk kanë pjesë lëvizëse, gjë që minimizon nevojën për mirëmbajtje dhe zvogëlon kostot e përgjithshme të funksionimit. Një dizajn i projektuar mirë, siç është një rezonator koaksial i balancuar, anulon në mënyrë aktive çift rrotullues të reagimit dhe për këtë arsye është plotësisht i pandjeshëm ndaj kushteve të montimit dhe dridhjeve të jashtme. Ky imunitet ndaj zhurmës së ambientit siguron një matje të qëndrueshme, të përsëritshme dhe të riprodhueshme, madje edhe në rrjedhje turbulente ose në kushte të prerjes së lartë. Këta sensorë gjithashtu mund të matin viskozitetin në një gamë jashtëzakonisht të gjerë, nga lëngjet me viskozitet shumë të ulët deri në shumë të lartë, duke i bërë ato shumë të gjithanshme për një portofol të larmishëm produktesh.
Teknologjitë rrotulluese dhe teknologji të tjera:Ndërsa viskozimetrat rrotullues janë shumë efektivë në një mjedis laboratorik për gjenerimin e kurbave të rrjedhjes së plotë, kompleksiteti i tyre dhe prania e pjesëve lëvizëse mund t'i bëjnë ato të vështira për t'u mirëmbajtur në një aplikim industrial në linjë. Lloje të tjera, të tilla si elementi në rënie ose lloji kapilar, mund të jenë të përshtatshme për aplikime specifike, por shpesh përballen me kufizime në matjen e lëngjeve jo-Njutoniane ose janë të ndjeshëm ndaj luhatjeve të temperaturës dhe rrjedhjes.
Besueshmëria e një sistemi të automatizuar kontrolli është drejtpërdrejt proporcionale me besueshmërinë e sinjalit hyrës të sensorit të tij. Prandaj, stabiliteti afatgjatë dhe kërkesat minimale të kalibrimit të viskozometrit nuk janë vetëm karakteristika komoditeti; ato janë kërkesa themelore për një sistem kontrolli të qëndrueshëm dhe me mirëmbajtje të ulët. Kostoja e një sensori duhet të shihet jo vetëm si shpenzim fillestar kapital, por si kostoja totale e pronësisë (TCO) e tij, e cila përfshin punën dhe kohën e ndërprerjes së lidhur me mirëmbajtjen dhe kalibrimin. Të dhëna nga instrumente siviskozimetra kapilarëtregojnë se me trajtimin dhe pastrimin e duhur, kalibrimi i tyre mund të mbetet i qëndrueshëm për një dekadë ose më shumë, duke demonstruar se stabiliteti afatgjatë është një atribut i arritshëm dhe kritik i instrumentacionit të procesit. Një sensor që mund të ruajë kalibrimin e tij për periudha të gjata ul ndjeshëm rreziqet e projektit të automatizimit duke hequr një burim kryesor të ndryshimit të mundshëm të procesit dhe duke i mundësuar sistemit të funksionojë në mënyrë autonome me ndërhyrje minimale njerëzore.
| Teknologji | Parimi i Funksionimit | Përshtatshmëria për lëngjet jo-Njutoniane | Aftësi për Temperaturë/Presion të Lartë | Rezistenca ndaj korrozionit | Imuniteti ndaj dridhjeve | Mirëmbajtje/Kalibrim |
| Vibruese/Rezonuese | Mat amortizimin e lëngjeve në një element vibrues (pirun, rezonator). | Shkëlqyeshëm (me prerje të lartë, lexim i riprodhueshëm). | E lartë (deri në 300°C, 500 bar). | Shkëlqyeshëm (të gjitha pjesët e lagura 316L SS). | Shkëlqyeshëm (dizajn i balancuar i rezonatorit). | E ulët (pa pjesë lëvizëse, ndotje minimale). |
| Rrotulluese | Mat çift rrotulluesin e nevojshëm për të rrotulluar një bosht në lëng. | Shkëlqyeshëm (ofron një kurbë të plotë rrjedhjeje në një mjedis laboratorik). | Mesatare në të Lartë (varion sipas modelit). | Mirë (kërkon materiale specifike për boshtin). | I dobët (shumë i ndjeshëm ndaj dridhjeve të jashtme). | I lartë (pastrim i shpeshtë, pjesë lëvizëse). |
| Presioni kapilar/diferencial | Mat rënien e presionit nëpër një tub të fiksuar me një shpejtësi rrjedhjeje konstante. | I kufizuar (jep një viskozitet të vetëm mesatar Njutonian). | Moderate deri në të lartë (kërkon stabilitet të temperaturës). | Mirë (varet nga materiali i kapilarit). | I moderuar (i varur nga rrjedha, kërkon rrjedhje të qëndrueshme). | I lartë (kërkon pastrim, i ndjeshëm ndaj bllokimit). |
| Elementi në rënie | Mat kohën që një element të bjerë nëpër lëng. | I kufizuar (jep një viskozitet të vetëm mesatar Njutonian). | Mesatare deri në të lartë (varet nga materialet). | Mirë (varet nga materiali i elementit). | Moderuar (i ndjeshëm ndaj dridhjeve). | Moderate (pjesë lëvizëse, kërkon rikalibrim). |
2.4 Vendosja optimale e sensorit për të dhëna të sakta
Vendosja fizike e viskozimetrit është po aq kritike sa vetë teknologjia. Vendosja e duhur siguron që të dhënat e mbledhura të jenë përfaqësuese të gjendjes së procesit. Praktikat më të mira diktojnë që sensori të vendoset në një vend ku lëngu është homogjen dhe ku elementi ndijor është plotësisht i zhytur në çdo kohë. Pikat e larta në tubacion ku mund të grumbullohen flluska ajri duhet të shmangen, pasi ajri i ngulitur mund të prishë matjet, veçanërisht përviskozimetra vibruesNë mënyrë të ngjashme, instalimi në "zonat e stagnimit" ku lëngu nuk është në lëvizje të vazhdueshme duhet të shmanget për të parandaluar formimin e depozitave të materialit në sensor. Një strategji e mirë është vendosja e sensorit në një pjesë të tubit ku rrjedha është e qëndrueshme dhe e qëndrueshme, siç është një ngritës vertikal ose një zonë me shpejtësi rrjedhjeje të qëndrueshme, për të siguruar të dhënat më të besueshme për sistemin e kontrollit.
III.Integrim i përsosur i PLC/DCS nëpërmjet RS485
Vendosja me sukses e njëviskozometri në internetmbështetet në integrimin e tij të përsosur në infrastrukturën ekzistuese të kontrollit të uzinës. Zgjedhja e protokollit të komunikimit dhe shtresës fizike është një vendim strategjik që balancon besueshmërinë, koston dhe përputhshmërinë me sistemet e trashëguara.
3.1 Përmbledhje e Arkitekturës së Sistemit
Arkitektura standarde e kontrollit industrial për këtë aplikim është një marrëdhënie master-slave. PLC ose DCS qendrore e uzinës vepron si "master", duke filluar komunikimin me viskozimetrin, i cili funksionon si pajisja "slave". Pajisja slave mbetet "e qetë" derisa të pyetet nga masteri, në të cilën pikë ajo përgjigjet me të dhënat e kërkuara. Ky model komunikimi një-me-shumë parandalon përplasjet e të dhënave dhe thjeshton menaxhimin e rrjetit.
3.2 Ndërfaqja e Komunikimit RS485
Ndërfaqja e komunikimit RS485 është një standard i fuqishëm dhe i përdorur gjerësisht për automatizimin industrial, veçanërisht për aplikacionet që kërkojnë komunikim në distanca të gjata dhe shumëpikëshe.
Meritat Teknike:
Distanca të gjata dhe me shumë rënieRS485 mbështet transmetimin e të dhënave në distanca deri në 2000 metra, duke e bërë ideal për objektet industriale të gjera. Një autobus i vetëm mund të lidhë deri në 30 pajisje, një numër që mund të zgjerohet në 24/7 me përdorimin e përsëritësve, duke ulur ndjeshëm koston dhe kompleksitetin e infrastrukturës së kabllove.
Imuniteti ndaj zhurmës:RS485 përdor një qasje të balancuar dhe diferenciale të sinjalizimit mbi një kabllo me çift të përdredhur. Ky dizajn siguron imunitet të jashtëzakonshëm ndaj ndërhyrjeve elektromagnetike (EMI) dhe zhurmave të tjera elektrike, të cilat janë një problem i zakonshëm në një mjedis impianti me motorë dhe transmisione të mëdha.


3.3 Ndërprerja e hendekut PLC/DCS
RS485 nuk është thjesht një preferencë teknike; është një vendim strategjik biznesi që ul ndjeshëm barrierën e hyrjes për automatizimin e proceseve. Aftësia e tij për të mbuluar distanca të gjata dhe për t'i rezistuar zhurmës e bën atë një zgjidhje ideale për mjediset industriale ku këta faktorë janë më të rëndësishëm sesa shpejtësia e komunikimit të papërpunuar.
IV. Derivimi Teorik i Kontrollit Adaptiv të Bazuar në Model
Ky seksion ofron bazën rigoroze intelektuale për një strategji kontrolli të aftë për të trajtuar dinamikën komplekse dhe jolineare të lëngjeve kozmetike.
4.1 Nevoja për Kontroll të Avancuar
Kontrolluesit tradicionalë Proporcional-Integral-Derivativ (PID) bazohen në modele lineare të një procesi dhe nuk janë të pajisur mirë për të trajtuar sjelljet jolineare, të varura nga koha dhe me veti të ndryshueshme të lëngjeve jo-Njutoniane. Një kontrollues PID është reaktiv; ai pret që të ndodhë një devijim nga pika e caktuar përpara se të fillojë të ndërmarrë veprime korrigjuese. Për një proces me dinamikë të gjatë përgjigjeje, siç është një rezervuar i madh përzierjeje ose një trashës, kjo mund të çojë në korrigjim të ngadaltë të gabimit, luhatje ose tejkalim të viskozitetit të synuar. Për më tepër, shqetësimet e jashtme, siç janë luhatjet e temperaturës ose ndryshimet në përbërjen e lëndës së parë hyrëse, do të kërkonin rirregullim të vazhdueshëm manual të kontrolluesit PID, duke çuar në paqëndrueshmëri dhe joefikasitet të procesit.
4.2 Modelimi Reologjik për Kontrollin
Themeli i një strategjie të suksesshme kontrolli për lëngjet jo-Njutoniane është një model matematik i saktë dhe parashikues i sjelljes së tyre.
4.2.1 Modelimi Konstitutiv (Parimet e Para):
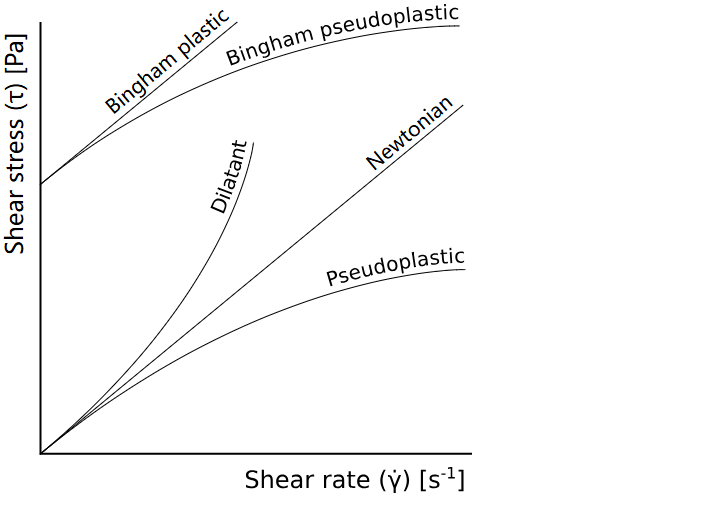
Modeli Herschel-Bulkley është një ekuacion i fuqishëm konstitutiv që përdoret për të përshkruar sjelljen reologjike të lëngjeve që shfaqin si stres të rrjedhshmërisë ashtu edhe karakteristika të hollimit ose trashjes me prerje. Modeli lidh stresin e prerjes (τ) me shpejtësinë e prerjes (γ˙) duke përdorur tre parametra kryesorë:
τ=τγ+K(γ˙)n
τγ (Tensioni i rrjedhshmërisë): Stresi minimal i prerjes që duhet të tejkalohet që lëngu të fillojë të rrjedhë.
K (Indeksi i Konsistencës): Një parametër analog me viskozitetin, që përfaqëson rezistencën e lëngut ndaj rrjedhjes.
n (Indeksi i Sjelljes së Rrjedhjes): Një parametër thelbësor që përcakton sjelljen e lëngut: n<1 për hollimin me prerje (pseudoplastik), n>1 për trashjen me prerje (dilatant) dhe n=1 për një plastikë Bingham.
Ky model ofron një kornizë matematikore për një kontrollues për të parashikuar se si viskoziteti i dukshëm i një lëngu do të ndryshojë nën shpejtësi të ndryshme të prerjes brenda procesit, nga një rajon përzierjeje me prerje të ulët në mjedisin me prerje të lartë të një pompe.
4.2.2 Modelimi i bazuar në të dhëna:
Përveç modeleve të parimeve të para, një qasje e bazuar në të dhëna mund të përdoret për të ndërtuar një model procesi që mëson nga të dhënat në kohë reale të ofruara nga viskozometri online. Kjo është veçanërisht e dobishme për formulime komplekse ku një model i saktë i parimeve të para është i vështirë të nxirret. Një model i bazuar në të dhëna mund të rregullojë dhe optimizojë në mënyrë adaptive parametrat e sensorit në kohë reale për të marrë parasysh faktorët e jashtëm si ndryshimet në përbërjen e vajit ose luhatjet e temperaturës. Kjo qasje është treguar se kontrollon me sukses gabimin mesatar absolut të matjeve të viskozitetit brenda një diapazoni të ngushtë, duke demonstruar performancë dhe besueshmëri të shkëlqyer.
4.3 Derivimi i Ligjit të Kontrollit Adaptiv
Thelbi i një sistemi kontrolli adaptiv të bazuar në model është aftësia e tij për të mësuar vazhdimisht dhe për t'u përshtatur me kushtet në ndryshim të procesit. Kontrolluesi nuk mbështetet në parametra fiks, por përditëson dinamikisht modelin e tij të brendshëm të procesit.
Parimi Thelbësor:Një kontrollues adaptiv vlerëson ose përditëson vazhdimisht parametrat e modelit të tij të brendshëm në kohë reale bazuar në të dhënat hyrëse të sensorit. Kjo i lejon kontrolluesit të "mësojë" dhe të kompensojë ndryshimet e procesit të shkaktuara nga ndryshimet e lëndës së parë, konsumimi i pajisjeve ose ndryshimet mjedisore.
Formulimi i Ligjit të Kontrollit:
Vlerësimi i Parametrave të Modelit: Një vlerësues parametrash, shpesh i bazuar në një algoritëm rekursiv të katrorëve më të vegjël (RLS) me një faktor harrese adaptiv, përdor të dhënat e sensorit në kohë reale (viskoziteti, temperatura, shkalla e prerjes) për të akorduar vazhdimisht parametrat e modelit, siç janë vlerat K dhe n të modelit Herschel-Bulkley. Ky është komponenti "adaptiv".
Algoritmi i Kontrollit Parashikues:Modeli i përditësuar i procesit përdoret më pas për të parashikuar sjelljen e ardhshme të lëngut. Një algoritëm i Kontrollit Parashikues të Modelit (MPC) është një strategji ideale për këtë aplikim. MPC mund të menaxhojë variabla të shumëfishta të manipuluara (p.sh., shpejtësinë e shtimit të trashësit dhe shpejtësinë e pompës) njëkohësisht për të kontrolluar variabla të shumëfishta të daljes (p.sh., viskozitetin dhe temperaturën). Natyra parashikuese e MPC-së i lejon asaj të llogarisë rregullimet e sakta të nevojshme për ta mbajtur procesin në rrugën e duhur, edhe me vonesa të gjata kohore, duke siguruar që lëngu të qëndrojë brenda "dritares" së tij optimale reologjike në çdo kohë.
Kalimi nga kontrolli i thjeshtë i reagimit në kontrollin adaptiv të bazuar në model përfaqëson një ndryshim themelor nga menaxhimi reaktiv në atë proaktiv të procesit. Një kontrollues tradicional PID është në thelb reaktiv, duke pritur që të ndodhë një gabim para se të ndërmarrë veprime. Për një proces me vonesa të konsiderueshme kohore, ky reagim shpesh është shumë vonë, duke çuar në tejkalime dhe luhatje. Një kontrollues adaptiv, duke mësuar vazhdimisht modelin e procesit, mund të parashikojë se si një ndryshim në rrjedhën e sipërme - siç është një ndryshim në përbërjen e një lënde të parë - do të ndikojë në viskozitetin e produktit përfundimtar para se devijimi të bëhet i rëndësishëm. Kjo i lejon sistemit të bëjë rregullime proaktive dhe të llogaritura, duke siguruar që produkti të qëndrojë në specifikim dhe duke minimizuar humbjet dhe ndryshueshmërinë. Ky është nxitësi kryesor për reduktimet masive të ndryshueshmërisë së serisë dhe humbjeve të materialeve të dokumentuara në zbatime të suksesshme.
V. Zbatimi praktik, validimi dhe strategjitë operacionale
Faza e fundit e një projekti është vendosja me sukses dhe menaxhimi afatgjatë i sistemit të integruar. Kjo kërkon planifikim të kujdesshëm dhe respektim të praktikave më të mira operative.
5.1 Praktikat më të Mira të Vendosjes
Integrimi i viskozometrisë online dhe kontrollit adaptiv është një detyrë komplekse që duhet t'u besohet integruesve të sistemeve me përvojë. Një dizajn i përcaktuar mirë i front-end është kritik, pasi deri në 80% e problemeve të projektit mund të gjurmohen në këtë fazë. Gjatë rimodelimit të sistemeve të kontrollit të trashëguara, një integrues i kualifikuar mund të ofrojë ekspertizën e nevojshme për të kapërcyer boshllëqet e komunikimit dhe për të siguruar një migrim të qetë. Për më tepër, vendosja e duhur e sensorëve është me rëndësi të madhe. Viskozimetri duhet të instalohet në një vend pa flluska ajri, zona stanjacioni dhe grimca të mëdha që mund të ndërhyjnë në matje.
5.2 Validimi dhe Pajtimi i të Dhënave
Që një sistem kontrolli të jetë i besueshëm, të dhënat në të cilat mbështetet duhet të validohen dhe të pajtohen. Sensorët industrialë në mjedise të ashpra janë të ndjeshëm ndaj zhurmës, devijimit dhe gabimeve. Një lak kontrolli që u beson verbërisht të dhënave të papërpunuara të sensorëve është i brishtë dhe i prirur të bëjë gabime të kushtueshme.
Validimi i të dhënave:Ky proces përfshin trajtimin e të dhënave të papërpunuara të sensorëve për t'u siguruar që vlerat janë kuptimplote dhe brenda diapazonit të pritur. Metodat e thjeshta përfshijnë filtrimin e vlerave të jashtëzakonshme dhe marrjen e mesatares së disa matjeve gjatë një periudhe kohore të përcaktuar për të zvogëluar zhurmën.
Zbulimi i Gabimit të Madh:Testet statistikore, të tilla si testi ki-katror, mund të përdoren për të zbuluar gabime të rëndësishme ose dështime të sensorëve duke krahasuar vlerën e funksionit objektiv me një vlerë kritike.
Pajtueshmëria e të dhënave:Kjo është një teknikë më e avancuar që përdor të dhëna të tepërta të sensorëve dhe modele procesi (p.sh., ruajtja e masës) për të prodhuar një grup të vetëm të dhënash, të validuara statistikisht. Ky proces rrit besimin në sistem dhe ofron një shtresë vetëdijshme të rezistencës ndaj anomalive dhe dështimeve të vogla të sensorëve.
Implementimi i një shtrese validimi të të dhënave nuk është një veçori opsionale; është një komponent intelektual i domosdoshëm që e bën të gjithë sistemin e kontrollit të fuqishëm dhe të besueshëm përballë mospërputhjeve në botën reale. Kjo shtresë e transformon sistemin nga një mjet i thjeshtë automatizimi në një entitet vërtet inteligjent, vetë-monitorues që mund të ruajë cilësinë e produktit pa mbikëqyrje të vazhdueshme njerëzore.
5.3 Mirëmbajtja dhe Qëndrueshmëria Afatgjatë
Suksesi afatgjatë i një sistemi viskozometrie online varet nga një strategji mirëmbajtjeje e përcaktuar mirë.
Mirëmbajtja e sensorit: Përdorimi i dizajneve të forta të viskozimetrit pa pjesë lëvizëse dhe materialeve rezistente ndaj korrozionit, siç është çeliku inox 316L, mund të zbusë ndjeshëm sfidat e ndotjes dhe të thjeshtojë rutinat e mirëmbajtjes.
Kalibrimi dhe Validimi i Sistemit:Kalibrimi i rregullt është thelbësor për të siguruar saktësinë afatgjatë të viskozitetit. Për aplikime me precizion të lartë, kalibrimi me standarde të certifikuara të viskozitetit duhet të kryhet në bazë të planifikuar, por frekuenca mund të reduktohet për aplikime më pak kritike. Siç dëshmohet nga studimet e stabilitetit afatgjatë, disa lloje viskozitetrash, siç janë viskozitetrat kapilarë qelqi ose vibrues, mund ta ruajnë kalibrimin e tyre për vite me radhë, gjë që zvogëlon ndjeshëm frekuencën e ngjarjeve të kushtueshme të kalibrimit.
ANjë zgjidhje e zbatueshme mund të sjellë përfitime të prekshme: një reduktim të ndjeshëm të ndryshueshmërisë nga grupi në grup dhe të mbeturinave të materialeve, dhe një rrugë drejt prodhimit plotësisht autonom dhe inteligjent.Start your optimizatjonby mashtrimtaktikt Lonnmeter.
Koha e postimit: 09 shtator 2025







