

На примере системы десульфуризации дымовых газов (ДГС) угольной электростанции в данном анализе рассматриваются проблемы традиционных систем ДГС, такие как несовершенство конструкции и высокая частота отказов оборудования. Благодаря многочисленным оптимизациям и техническим модификациям удалось снизить содержание твердых частиц в сточных водах, обеспечив нормальную работу системы и снизив эксплуатационные и технические расходы. Были предложены практические решения и рекомендации, заложившие прочную основу для достижения нулевого сброса сточных вод в будущем.

1. Обзор системы
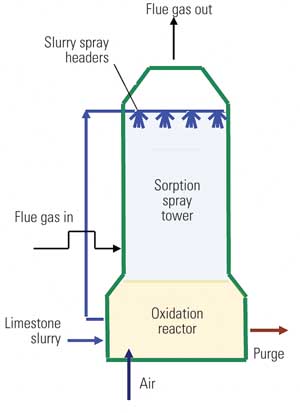
На угольных электростанциях обычно используется процесс мокрой десульфуризации дымовых газов с применением известняка и гипса, в котором в качестве абсорбента используется известняк (CaCO₃). Этот процесс неизбежно приводит к образованию сточных вод десульфуризации дымовых газов. В данном случае две системы мокрой десульфуризации дымовых газов используют один блок очистки сточных вод. Источником сточных вод является перелив из гипсового циклона, обрабатываемый традиционными методами (трехрезервуарная система) с расчетной производительностью 22,8 т/ч. Очищенные сточные воды перекачиваются на расстояние 6 км на полигон для утилизации с целью подавления пыли.
2. Основные проблемы первоначальной системы
Диафрагма дозирующих насосов часто протекала или выходила из строя, что препятствовало непрерывному дозированию химических реагентов. Высокий уровень отказов пластинчато-рамных фильтр-прессов и шламовых насосов увеличивал трудозатраты и затруднял удаление осадка, замедляя осаждение в отстойниках.
Сточные воды, образующиеся в результате перелива из гипсового циклона, имели плотность приблизительно 1040 кг/м³ и содержание твердых веществ 3,7%. Это ухудшало способность системы непрерывно сбрасывать очищенную воду и контролировать концентрацию вредных ионов в абсорбере.
3. Предварительные изменения
Улучшение дозирования химических веществ:
Дополнительные резервуары с химикатами были установлены поверх системы из трех резервуаров для обеспечения равномерного дозирования самотеком, регулируемого системой.онлайн-концентратор.
Результат: Улучшение качества воды, хотя осаждение по-прежнему было необходимо. Суточный сброс сократился до 200 м³, чего было недостаточно для стабильной работы двух систем очистки дымовых газов. Затраты на дозирование были высокими, в среднем 12 юаней/тонна.
Повторное использование сточных вод для подавления пыли:
В нижней части отстойника были установлены насосы для перенаправления части сточных вод в расположенные на территории предприятия золоотвалы для перемешивания и увлажнения.
Результат: Снижение нагрузки на место захоронения отходов, но по-прежнему высокая мутность и несоответствие стандартам сброса.
4. Текущие меры оптимизации
В связи с ужесточением экологических норм возникла необходимость в дальнейшей оптимизации системы.
4.1 Химическая корректировка и непрерывная работа
Поддержание уровня pH в пределах 9–10 достигалось за счет увеличения дозировки химических реагентов:
Ежедневный расход: известь (45 кг), коагулянты (75 кг) и флокулянты.
Обеспечен сброс 240 м³/сутки чистой воды после периодической работы системы.
4.2 Перепрофилирование аварийного резервуара для пульпы
Двойное назначение аварийного резервуара:
В период простоя: Хранение пульпы.
В процессе эксплуатации: естественное осаждение для получения чистой воды.
Оптимизация:
Для обеспечения гибкости эксплуатации были установлены дополнительные клапаны и трубопроводы на разных уровнях резервуаров.
Осажденный гипс возвращали в систему для обезвоживания или повторного использования.
4.3 Системные модификации
Снижение концентрации твердых частиц в поступающих сточных водах путем перенаправления фильтрата из вакуумных ленточных систем обезвоживания в буферный резервуар для сточных вод.
Повышение эффективности осаждения за счет сокращения времени естественного отстаивания путем внесения химических реагентов в аварийные резервуары.
5. Преимущества оптимизации
Улучшенная пропускная способность:
Непрерывная работа с ежедневным сбросом более 400 м³ сточных вод, соответствующих нормативным требованиям.
Эффективный контроль концентрации ионов в абсорбере.
Упрощенные операции:
Устранила необходимость в пластинчато-рамном фильтр-прессе.
Сокращение трудозатрат на обработку осадка.
Повышенная надежность системы:
Большая гибкость в графиках очистки сточных вод.
Повышенная надежность оборудования.
Экономия средств:
Использование химических реагентов сократилось до извести (1,4 кг/т), коагулянтов (0,1 кг/т) и флокулянтов (0,23 кг/т).
Стоимость обработки снижена до 5,4 юаня/тонна.
Ежегодная экономия на химических затратах составляет приблизительно 948 000 юаней.
Заключение
Оптимизация системы очистки дымовых газов привела к значительному повышению эффективности, снижению затрат и соответствию более строгим экологическим стандартам. Эти меры служат ориентиром для аналогичных систем, стремящихся к нулевому сбросу сточных вод и долгосрочной устойчивости.
Дата публикации: 21 января 2025 г.



