

Industria modernă de fabricație a produselor cosmetice este caracterizată de formulări complexe, care conțin adesea fluide non-newtoniene. Comportamentele reologice inerente ale acestor materiale, cum ar fi diluarea prin forfecare și tixotropia, prezintă provocări semnificative pentru metodologiile tradiționale de producție, ducând la inconsecvență de la lot la lot, risipă ridicată de materii prime și ineficiențe operaționale în procese critice precum pomparea și amestecarea. Metodele convenționale de control al calității, care se bazează pe măsurători reactive ale vâscozității off-line, sunt fundamental inadecvate pentru a surprinde comportamentul dinamic al acestor fluide în condiții de producție.

I. Reologie și dinamică a fluidelor în producția cosmetică
Producția de cosmetice este un proces nuanțat în care proprietățile fizice ale fluidului sunt primordiale. O înțelegere profundă a acestor proprietăți este o condiție prealabilă pentru orice discuție semnificativă despre optimizarea procesului. Dinamica fluidelor produselor cosmetice nu este guvernată de relații simple, ceea ce le face fundamental diferite de fluidele newtoniene precum apa.
1.1Vâscozitate și reologie
Vâscozitatea este o măsură a rezistenței unui fluid la o solicitare aplicată. Pentru fluidele newtoniene simple, această proprietate este constantă și poate fi caracterizată printr-o singură valoare. Cu toate acestea, formulările cosmetice sunt rareori atât de simple. Majoritatea loțiunilor, cremelor și șampoanelor sunt clasificate drept fluide non-newtoniene, a căror rezistență la curgere se modifică odată cu cantitatea de forță (forfecare) aplicată.
Reologia este disciplina mai cuprinzătoare și esențială pentru această industrie. Este studiul curgerii și deformării lichidelor, gelurilor și semisolidelor. Un singur punct de date este insuficient pentru a prezice comportamentul unui produs atunci când este pompat, amestecat și umplut. Caracteristicile reologice ale unui produs influențează direct atributele sale senzoriale, stabilitatea pe termen lung în ambalaj și performanța funcțională. De exemplu, vâscozitatea unei creme dictează posibilitatea de întindere a acesteia pe piele, iar consistența unui șampon afectează cantitatea pe care un consumator o dozează din sticlă.
1.2Fluidele non-newtoniene și provocările lor de fabricație
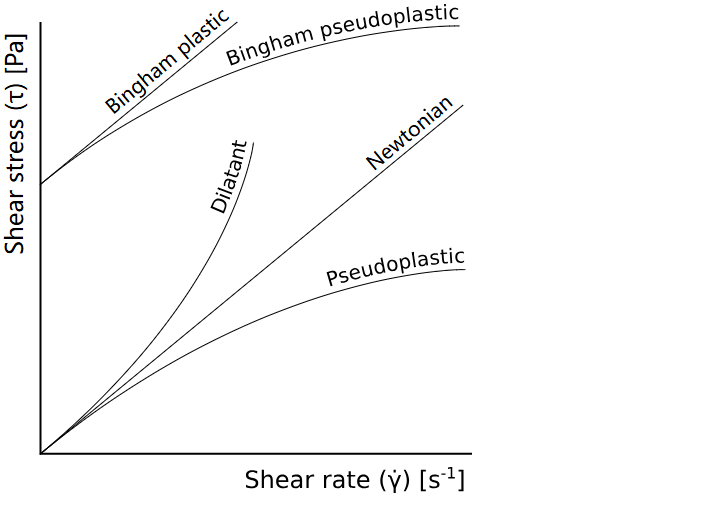
Complexitatea fabricării produselor cosmetice provine din diversele comportamente reologice ale fluidelor implicate. Înțelegerea acestor comportamente este esențială pentru abordarea provocărilor de producție subiacente.
Pseudoplasticitate (subțiere prin forfecare):Aceasta este o proprietate independentă de timp, în care vâscozitatea aparentă a unui fluid scade pe măsură ce rata de forfecare crește. Multe emulsii și loțiuni cosmetice prezintă acest comportament, care este de dorit pentru produsele care trebuie să fie groase în repaus, dar devin întindebile sau fluide atunci când sunt aplicate.
Tixotropie:Aceasta este o proprietate de diluare prin forfecare dependentă de timp. Fluidele tixotropice, precum anumite geluri și suspensii coloidale, devin mai puțin vâscoase atunci când sunt agitate sau forfecate în timp și au nevoie de o perioadă fixă de timp pentru a reveni la starea lor inițială, mai vâscoasă, atunci când stresul este îndepărtat. Un exemplu clasic este vopseaua anti-picurare, care se subțiază sub forfecarea unei pensule, dar se îngroașă rapid pe o suprafață verticală pentru a preveni lăsarea. Iaurtul și unele șampoane demonstrează, de asemenea, această proprietate.
Fluide de stres la curgere:Aceste materiale se comportă ca un solid în repaus și încep să curgă doar după ce o tensiune de forfecare aplicată depășește o valoare critică, cunoscută sub numele de punct de curgere sau tensiune de curgere. Ketchup-ul este un exemplu comun. În cosmetice, produsele cu un punct de curgere ridicat sunt percepute de consumatori ca având „mai mult volum” și o senzație de calitate superioară.
1.3 Impactul direct asupra eficienței procesului
Comportamentul neliniar al acestor fluide are un efect profund și adesea dăunător asupra operațiunilor standard de fabricație.
1.3.1 Operațiuni de pompare:
Performanța pompelor centrifuge, omniprezente în industria prelucrătoare, este influențată semnificativ de vâscozitatea fluidului. Înălțimea de pompare și debitul volumetric al unei pompe pot fi „reduse” substanțial atunci când se pompează fluide non-newtoniene cu vâscozitate ridicată. Studiile arată că o creștere a conținutului de solide într-un amestec poate duce la reduceri ale înălțimii de pompare și ale eficienței de până la 60%, respectiv 25%, pentru amestecuri concentrate. Această reducere nu este statică; rata mare de forfecare din interiorul pompei poate modifica vâscozitatea aparentă a fluidului, ducând la performanțe imprevizibile ale pompei și la lipsa unui debit constant. Rezistența ridicată a lichidelor vâscoase pune, de asemenea, o sarcină radială mai mare asupra rulmenților și provoacă probleme cu etanșările mecanice, crescând riscul de defecțiune a echipamentelor și de întreținere.
1.3.2 Amestecare și agitare:
Într-un rezervor de amestecare, vâscozitatea ridicată a fluidelor cosmetice poate amortiza drastic fluxul de curgere de la rotorul de amestecare, concentrând acțiunea de forfecare și amestecare într-o regiune mică care înconjoară imediat paleta rotorului. Acest lucru duce la o risipă substanțială de energie și împiedică întregul lot să atingă omogenitatea. În cazul fluidelor care subțiază procesul de forfecare, acest efect este exacerbat, deoarece fluidul aflat departe de rotor prezintă rate de forfecare scăzute și rămâne la o vâscozitate ridicată, creând „insule cu amestecare lentă” sau „pseudo-caverne” care nu sunt omogenizate corespunzător. Rezultatul este o distribuție inegală a componentelor și un produs final inconsistent.
Abordarea tradițională de măsurare manuală, off-line, a vâscozității este fundamental inadecvată pentru gestionarea acestor complexități. Vâscozitatea unui fluid non-newtonian nu este o singură valoare, ci este o funcție a ratei de forfecare și, în unele cazuri, a duratei forfecării. Condițiile în care este măsurată o probă de laborator (de exemplu, într-un pahar de laborator la o anumită viteză și temperatură a axului) nu reflectă condițiile dinamice de forfecare dintr-o țeavă sau un rezervor de amestecare. În consecință, o măsurare efectuată la o rată de forfecare și o temperatură fixe este probabil irelevantă pentru comportamentul fluidului în timpul unui proces dinamic. Atunci când o echipă de producție se bazează pe verificări manuale la intervale de două ore, aceasta nu numai că reacționează prea lent la fluctuațiile procesului în timp real, dar își bazează și deciziile pe o valoare care poate să nu reprezinte cu exactitate starea fluidului în timpul procesului. Această dependență de date eronate, reactive, creează o buclă cauzală de control deficitar și variabilitate operațională ridicată, care este imposibil de întrerupt fără o abordare nouă, proactivă.

Amestecare și amestecare cosmetică
II. Selectarea senzorilor și implementarea hardware-ului în medii dificile
Depășirea metodelor manuale necesită selectarea unor viscozimetre online robuste și fiabile, capabile să furnizeze date continue, în timp real, din interiorul procesului.
2.1Viscometrie online
Viscozimetre online, fie că sunt instalate direct în linia de proces (în linie) sau într-o buclă de bypass, oferă măsurători ale vâscozității în timp real 24/7, permițând monitorizarea și controlul constant al procesului. Acest lucru contrastează puternic cu metodele de laborator off-line, care sunt inerent reactive și pot oferi doar o imagine de ansamblu asupra stării procesului la intervale discrete. Capacitatea de a obține date fiabile și continue de la linia de producție este o condiție prealabilă pentru implementarea unui sistem de control automatizat, în buclă închisă.
2.2 Cerințe esențiale pentru viscozimetru
Alegerea viscozimetrului pentru fabricarea produselor cosmetice trebuie să fie ghidată de constrângerile unice de mediu și operaționale ale industriei.
Constrângeri de mediu și de durabilitate:
Temperatură și presiune ridicată:Formulările cosmetice necesită adesea încălzire la o anumită temperatură pentru a asigura amestecarea și emulsionarea corecte. Senzorul selectat trebuie să poată funcționa fiabil la temperaturi de până la 300 °C și presiuni de până la 500 bar.
Rezistență la coroziune:Multe ingrediente cosmetice, inclusiv surfactanți și diverși aditivi, pot fi corozive în timp. Părțile udate ale senzorului trebuie să fie construite din materiale extrem de durabile și rezistente la coroziune. Oțelul inoxidabil 316L este o alegere standard pentru rezistența sa în astfel de medii.
Imunitate la vibrații:Mediile de producție sunt zgomotoase din punct de vedere mecanic, pompele, agitatoarele și alte utilaje producând vibrații ambientale semnificative. Principiul de măsurare al unui senzor trebuie să fie în mod inerent imun la aceste vibrații pentru a asigura integritatea datelor.
2.3 Analiza tehnologiilor viscozimetrelor pentru integrarea proceselor
Pentru o integrare online robustă, anumite tehnologii sunt mai potrivite decât altele.
Viscozimetre vibraționale/rezonanteAceastă tehnologie funcționează prin măsurarea efectului de amortizare al fluidului asupra unui element vibrant, cum ar fi o furcă sau un rezonator, pentru a determina vâscozitatea. Acest principiu oferă mai multe avantaje cheie pentru aplicațiile cosmetice. Acești senzori nu au piese mobile, ceea ce minimizează nevoia de întreținere și reduce costurile generale de operare. Un design bine proiectat, cum ar fi un rezonator coaxial echilibrat, anulează activ cuplurile de reacție și, prin urmare, este complet insensibil la condițiile de montare și la vibrațiile externe. Această imunitate la zgomotul ambiental asigură o măsurare stabilă, repetabilă și reproductibilă, chiar și în condiții de curgere turbulentă sau în condiții de forfecare ridicată. Acești senzori pot măsura, de asemenea, vâscozitatea într-o gamă extrem de largă, de la fluide cu vâscozitate foarte mică la foarte mare, ceea ce îi face extrem de versatili pentru un portofoliu divers de produse.
Tehnologii rotative și alte tehnologii:Deși viscozimetrele rotative sunt foarte eficiente în laborator pentru generarea curbelor de debit complet, complexitatea lor și prezența pieselor mobile pot face dificilă întreținerea lor într-o aplicație industrială în linie. Alte tipuri, cum ar fi cele cu element căzător sau cele capilare, pot fi potrivite pentru aplicații specifice, dar se confruntă adesea cu limitări în măsurarea fluidelor non-newtoniene sau sunt susceptibile la fluctuații de temperatură și debit.
Fiabilitatea unui sistem de control automat este direct proporțională cu fiabilitatea semnalelor de intrare ale senzorului său. Prin urmare, stabilitatea pe termen lung și cerințele minime de calibrare ale viscozimetrului nu sunt doar caracteristici de confort; acestea sunt cerințe fundamentale pentru un sistem de control viabil și cu întreținere redusă. Costul unui senzor trebuie privit nu doar ca o cheltuială inițială de capital, ci și ca un cost total de proprietate (TCO), care include manopera și timpul de nefuncționare asociate cu întreținerea și calibrarea. Datele provenite de la instrumente precum...viscozimetre capilarearată că, prin manipulare și curățare adecvate, calibrarea lor poate rămâne stabilă timp de un deceniu sau mai mult, demonstrând că stabilitatea pe termen lung este un atribut realizabil și critic al instrumentației de proces. Un senzor care își poate menține calibrarea pentru perioade lungi de timp reduce semnificativ riscurile proiectului de automatizare prin eliminarea unei surse majore de potențială variație a procesului și permițând sistemului să funcționeze autonom cu o intervenție umană minimă.
| Tehnologie | Principiul de funcționare | Compatibilitate cu fluide non-newtoniene | Capacitate de temperatură/presiune ridicată | Rezistență la coroziune | Imunitate la vibrații | Întreținere/Calibrare |
| Vibrațional/ Rezonant | Măsoară amortizarea fluidului asupra unui element vibrant (furcă, rezonator). | Excelent (forfecare ridicată, citire reproductibilă). | Ridicată (până la 300°C, 500 bar). | Excelent (toate piesele din oțel inoxidabil 316L care au intrat în contact cu mediul). | Excelent (design echilibrat al rezonatorului). | Scăzut (fără piese mobile, murdărire minimă). |
| Rotațional | Măsoară cuplul necesar pentru rotirea unui ax în fluid. | Excelent (oferă o curbă de debit completă într-un mediu de laborator). | Moderat spre Înalt (variază în funcție de model). | Bun (necesită materiale specifice pentru ax). | Slab (foarte sensibil la vibrații externe). | Ridicat (curățare frecventă, piese mobile). |
| Presiune capilară/diferențială | Măsoară căderea de presiune printr-un tub fix la un debit constant. | Limitată (produce o singură vâscozitate newtoniană medie). | Moderat spre Ridicat (necesită stabilitate la temperatură). | Bun (depinde de materialul capilarului). | Moderat (dependent de debit, necesită un debit stabil). | Ridicat (necesită curățare, susceptibil la înfundare). |
| Element în cădere | Măsoară timpul necesar unui element pentru a cădea prin fluid. | Limitată (produce o singură vâscozitate newtoniană medie). | Moderat spre Ridicat (depinde de materiale). | Bun (depinde de materialul elementului). | Moderat (susceptibil la vibrații). | Moderat (piese mobile, necesită recalibrare). |
2.4 Amplasarea optimă a senzorilor pentru date precise
Amplasarea fizică a viscozimetrului este la fel de importantă ca tehnologia în sine. Amplasarea corectă asigură că datele colectate sunt reprezentative pentru starea procesului. Cele mai bune practici impun ca senzorul să fie plasat într-o locație în care fluidul este omogen și unde elementul senzor este complet scufundat în permanență. Trebuie evitate punctele înalte din conductă unde se pot acumula bule de aer, deoarece aerul antrenat poate perturba măsurătorile, în special pentruviscozimetre vibraționaleÎn mod similar, instalarea în „zone de stagnare” unde fluidul nu este în mișcare constantă trebuie evitată pentru a preveni formarea depunerilor de material pe senzor. O strategie bună este plasarea senzorului într-o secțiune a conductei unde debitul este stabil și constant, cum ar fi o coloană verticală sau o zonă cu debit constant, pentru a furniza cele mai fiabile date pentru sistemul de control.
III.Integrare PLC/DCS perfectă prin RS485
Implementarea cu succes a unuiviscozimetru onlinese bazează pe integrarea sa perfectă în infrastructura existentă de control al instalației. Alegerea protocolului de comunicație și a stratului fizic este o decizie strategică care echilibrează fiabilitatea, costul și compatibilitatea cu sistemele vechi.
3.1 Prezentare generală a arhitecturii sistemului
Arhitectura standard de control industrial pentru această aplicație este o relație master-slave. PLC-ul sau DCS-ul central al instalației acționează ca „master”, inițiind comunicarea cu viscozimetrul, care funcționează ca dispozitiv „slave”. Dispozitivul slave rămâne „silențios” până când este interogat de master, moment în care răspunde cu datele solicitate. Acest model de comunicare unu-la-mulți previne coliziunile de date și simplifică gestionarea rețelei.
3.2 Interfața de comunicare RS485
Interfața de comunicație RS485 este un standard robust și larg utilizat pentru automatizarea industrială, în special pentru aplicațiile care necesită comunicație multipunct la distanță lungă.
Merite tehnice:
Distanță lungă și cădere multiplăRS485 acceptă transmisia de date pe distanțe de până la 2000 de metri, fiind ideal pentru instalații industriale extinse. O singură magistrală poate conecta până la 30 de dispozitive, număr care poate fi extins până la 24/7 cu utilizarea repetoarelor, reducând semnificativ costul și complexitatea infrastructurii de cablare.
Imunitate la zgomot:RS485 utilizează o abordare de semnalizare diferențială echilibrată printr-un cablu cu pereche torsadată. Acest design oferă o imunitate excepțională la interferențele electromagnetice (EMI) și la alte zgomote electrice, care reprezintă o problemă comună într-un mediu de instalații cu motoare și acționări mari.


3.3 Eliminarea decalajului dintre PLC/DCS
RS485 nu este doar o preferință tehnică; este o decizie strategică de afaceri care reduce semnificativ bariera de acces pentru automatizarea proceselor. Capacitatea sa de a acoperi distanțe lungi și de a rezista la zgomot îl face ideal pentru mediile industriale unde acești factori sunt mai importanți decât viteza brută de comunicare.
IV. Derivarea teoretică a controlului adaptiv bazat pe model
Această secțiune oferă fundamentul intelectual riguros pentru o strategie de control capabilă să gestioneze dinamica complexă, neliniară a fluidelor cosmetice.
4.1 Nevoia de control avansat
Regulatoarele tradiționale proporționale-integrale-derivate (PID) se bazează pe modele liniare ale unui proces și sunt insuficient echipate pentru a gestiona comportamentele neliniare, dependente de timp și cu proprietăți variabile ale fluidelor non-newtoniene. Un regulator PID este reactiv; așteaptă o abatere de la punctul de referință înainte de a începe să ia măsuri corective. Pentru un proces cu o dinamică de răspuns lungă, cum ar fi un rezervor mare de amestecare sau un îngroșător, acest lucru poate duce la o corecție lentă a erorilor, oscilații sau depășirea vâscozității țintă. În plus, perturbațiile externe, cum ar fi fluctuațiile de temperatură sau variațiile compoziției materiei prime primite, ar necesita o re-reglare manuală constantă a regulatorului PID, ceea ce duce la instabilitate și ineficiență a procesului.
4.2 Modelare reologică pentru control
Fundamentul unei strategii de control de succes pentru fluidele non-newtoniene este un model matematic precis și predictiv al comportamentului lor.
4.2.1 Modelare constitutivă (principii fundamentale):
Modelul Herschel-Bulkley este o ecuație constitutivă puternică utilizată pentru a descrie comportamentul reologic al fluidelor care prezintă atât tensiune de curgere, cât și caracteristici de subțiere sau îngroșare prin forfecare. Modelul leagă tensiunea de forfecare (τ) de rata de forfecare (γ˙) folosind trei parametri cheie:
τ=τγ+K(γ˙)n
τγ (tensiune de curgere): Tensiunea minimă de forfecare care trebuie depășită pentru ca fluidul să înceapă să curgă.
K (Indicele de consistență): Un parametru analog vâscozității, reprezentând rezistența fluidului la curgere.
n (Indicele de comportament al curgerii): Un parametru crucial care definește comportamentul fluidului: n<1 pentru subțiere la forfecare (pseudoplastic), n>1 pentru îngroșare la forfecare (dilatant) și n=1 pentru un plastic Bingham.
Acest model oferă un cadru matematic pentru un regulator pentru a prezice modul în care vâscozitatea aparentă a unui fluid se va modifica în funcție de ratele de forfecare variabile din cadrul procesului, de la o regiune de amestecare cu forfecare redusă până la mediul cu forfecare ridicată al unei pompe.
4.2.2 Modelare bazată pe date:
Pe lângă modelele bazate pe principii fundamentale, o abordare bazată pe date poate fi utilizată pentru a construi un model de proces care învață din datele în timp real furnizate de viscozimetrul online. Acest lucru este util în special pentru formulări complexe unde este dificil de obținut un model precis bazat pe principii fundamentale. Un model bazat pe date poate ajusta și optimiza adaptiv parametrii senzorului în timp real pentru a ține cont de factorii externi precum modificările compoziției uleiului sau fluctuațiile de temperatură. S-a demonstrat că această abordare controlează cu succes eroarea medie absolută a măsurătorilor de vâscozitate într-un interval îngust, demonstrând performanțe și fiabilitate excelente.
4.3 Derivarea legii de control adaptiv
Nucleul unui sistem de control adaptiv bazat pe model este capacitatea sa de a învăța și de a se adapta continuu la condițiile de proces în schimbare. Controlerul nu se bazează pe parametri ficși, ci își actualizează dinamic modelul intern al procesului.
Principiu fundamental:Un controler adaptiv estimează sau actualizează continuu parametrii modelului său intern în timp real, pe baza datelor primite de la senzori. Acest lucru permite controlerului să „învețe” și să compenseze variațiile procesului cauzate de modificările materiilor prime, uzura echipamentelor sau schimbările de mediu.
Formularea legii de control:
Estimarea parametrilor modelului: Un estimator de parametri, adesea bazat pe un algoritm recursiv al celor mai mici pătrate (RLS) cu un factor de uitare adaptiv, utilizează datele senzorilor în timp real (vâscozitate, temperatură, rată de forfecare) pentru a regla continuu parametrii modelului, cum ar fi valorile K și n ale modelului Herschel-Bulkley. Aceasta este componenta „adaptivă”.
Algoritm de control predictiv:Modelul de proces actualizat este apoi utilizat pentru a prezice comportamentul viitor al fluidului. Un algoritm de control predictiv al modelului (MPC) este o strategie ideală pentru această aplicație. MPC poate gestiona simultan mai multe variabile manipulate (de exemplu, rata de adăugare a îngroșătorului și viteza pompei) pentru a controla mai multe variabile de ieșire (de exemplu, vâscozitatea și temperatura). Natura predictivă a MPC îi permite să calculeze ajustările precise necesare pentru a menține procesul pe drumul cel bun, chiar și cu întârzieri lungi, asigurându-se că fluidul rămâne în permanență în „fereastra” reologică optimă.
Trecerea de la controlul simplu cu feedback la controlul adaptiv bazat pe modele reprezintă o schimbare fundamentală de la managementul reactiv la cel proactiv al procesului. Un controler PID tradițional este inerent reactiv, așteptând apariția unei erori înainte de a lua măsuri. Pentru un proces cu întârzieri semnificative, această reacție este adesea prea târzie, ducând la depășiri și oscilații. Un controler adaptiv, prin învățarea continuă a modelului de proces, poate prezice modul în care o modificare în amonte - cum ar fi o variație a compoziției unei materii prime - va afecta vâscozitatea produsului final înainte ca abaterea să devină semnificativă. Acest lucru permite sistemului să facă ajustări proactive, calculate, asigurându-se că produsul respectă specificațiile și reducând la minimum risipa și variabilitatea. Acesta este principalul factor determinant al reducerilor masive ale variabilității lotului și ale risipei de materiale documentate în implementări de succes.
V. Implementare practică, validare și strategii operaționale
Faza finală a unui proiect este implementarea cu succes și gestionarea pe termen lung a sistemului integrat. Aceasta necesită o planificare meticuloasă și respectarea celor mai bune practici operaționale.
5.1 Cele mai bune practici de implementare
Integrarea viscozimetriei online și a controlului adaptiv este o sarcină complexă care ar trebui încredințată integratorilor de sisteme experimentați. Un design front-end bine definit este esențial, deoarece până la 80% din problemele proiectului pot fi atribuite acestei faze. La modernizarea sistemelor de control vechi, un integrator calificat poate oferi expertiza necesară pentru a acoperi lacunele de comunicare și a asigura o migrare fără probleme. În plus, amplasarea corectă a senzorilor este esențială. Viscozimetrul trebuie instalat într-o locație fără bule de aer, zone de stagnare și particule mari care ar putea interfera cu măsurătorile.
5.2 Validarea și reconcilierea datelor
Pentru ca un sistem de control să fie de încredere, datele pe care se bazează trebuie validate și reconciliate. Senzorii industriali din medii dure sunt susceptibili la zgomot, deviații și erori. O buclă de control care are încredere orbește în datele brute ale senzorilor este fragilă și predispusă la erori costisitoare.
Validarea datelor:Acest proces implică tratarea datelor brute ale senzorilor pentru a se asigura că valorile sunt semnificative și se încadrează în intervalul așteptat. Metodele simple includ filtrarea valorilor aberante și calcularea mediei mai multor măsurători pe o perioadă de timp definită pentru a reduce zgomotul.
Detectarea erorilor brute:Testele statistice, cum ar fi testul chi-pătrat, pot fi utilizate pentru a detecta erori semnificative sau defecțiuni ale senzorilor prin compararea valorii funcției obiectiv cu o valoare critică.
Reconcilierea datelor:Aceasta este o tehnică mai avansată care utilizează date redundante de la senzori și modele de proces (de exemplu, conservarea masei) pentru a produce un set unic de date validat statistic. Acest proces crește încrederea în sistem și oferă un strat auto-conștient de reziliență la anomalii și defecțiuni minore ale senzorilor.
Implementarea unui strat de validare a datelor nu este o caracteristică opțională; este o componentă intelectuală necesară care face ca întregul sistem de control să fie robust și de încredere în fața inconsecvențelor din lumea reală. Acest strat transformă sistemul dintr-un simplu instrument de automatizare într-o entitate cu adevărat inteligentă, auto-monitorizată, care poate menține calitatea produsului fără supraveghere umană constantă.
5.3 Întreținere pe termen lung și sustenabilitate
Succesul pe termen lung al unui sistem de viscozimetrie online depinde de o strategie de mentenanță bine definită.
Întreținerea senzorilor: Utilizarea unor viscozimetre robuste, fără piese mobile și cu materiale rezistente la coroziune, cum ar fi oțelul inoxidabil 316L, poate atenua semnificativ provocările legate de murdărire și poate simplifica rutinele de întreținere.
Calibrarea și validarea sistemului:Calibrarea regulată este esențială pentru a asigura precizia pe termen lung a viscozimetrului. Pentru aplicații de înaltă precizie, calibrarea cu standarde de vâscozitate certificate ar trebui efectuată în mod programat, dar frecvența poate fi redusă pentru aplicații mai puțin critice. După cum reiese din studiile de stabilitate pe termen lung, unele tipuri de viscozimetre, cum ar fi viscozimetrele cu capilaritate din sticlă sau viscozimetrele vibraționale, își pot menține calibrarea timp de ani de zile, ceea ce reduce semnificativ frecvența evenimentelor de calibrare costisitoare.
AO soluție funcțională poate oferi beneficii tangibile: o reducere semnificativă a variabilității de la lot la lot și a risipei de materiale și o cale către o fabricație complet autonomă și inteligentă.Start your optimpizationby contacticăt Lonnmeter.
Data publicării: 09 septembrie 2025







