

Utilizando como exemplo o sistema de dessulfurização de gases de combustão (FGD) de uma usina termelétrica a carvão, esta análise examina problemas em sistemas tradicionais de tratamento de efluentes de FGD, como projeto inadequado e altas taxas de falha de equipamentos. Por meio de múltiplas otimizações e modificações técnicas, o teor de sólidos no efluente foi reduzido, garantindo o funcionamento normal do sistema e diminuindo os custos operacionais e de manutenção. Soluções práticas e recomendações foram propostas, fornecendo uma base sólida para alcançar o descarte zero de efluentes no futuro.

1. Visão geral do sistema
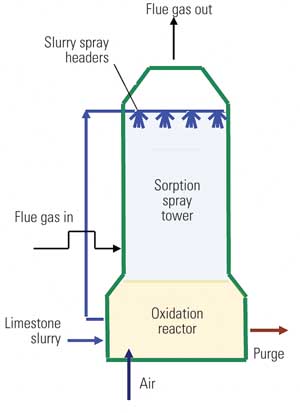
As centrais termoelétricas a carvão geralmente empregam o processo de dessulfurização de gases de combustão (FGD) úmida com calcário e gesso, que utiliza calcário (CaCO₃) como absorvente. Esse processo inevitavelmente gera efluentes de FGD. Neste caso, dois sistemas de FGD úmida compartilham uma unidade de tratamento de efluentes. A fonte dos efluentes é o transbordamento do ciclone de gesso, tratado por métodos tradicionais (sistema de tanque triplo) com capacidade projetada de 22,8 t/h. Os efluentes tratados são bombeados por 6 km até um local de descarte para supressão de poeira.
2. Principais problemas no sistema original
O diafragma das bombas dosadoras frequentemente apresentava vazamentos ou falhas, impedindo a dosagem contínua de produtos químicos. As altas taxas de falha em filtros prensa de placas e bombas de lodo aumentavam a demanda de mão de obra e dificultavam a remoção do lodo, retardando a sedimentação nos clarificadores.
A água residual, proveniente do transbordamento do ciclone de gesso, apresentava uma densidade de aproximadamente 1.040 kg/m³ e um teor de sólidos de 3,7%. Isso comprometia a capacidade do sistema de descarregar continuamente água tratada e controlar as concentrações de íons nocivos no absorvedor.
3. Modificações Preliminares
Melhorando a dosagem de produtos químicos:
Tanques químicos adicionais foram instalados sobre o sistema de tanque triplo para garantir uma dosagem consistente por gravidade, controlada por um...medidor de concentração online.
Resultado: Melhoria na qualidade da água, embora a sedimentação ainda fosse necessária. A vazão diária foi reduzida para 200 m³, o que era insuficiente para a operação estável dos dois sistemas de dessulfurização de gases de combustão (FGD). Os custos de dosagem foram elevados, com uma média de 12 CNY/tonelada.
Reutilização de águas residuais para supressão de poeira:
Foram instaladas bombas no fundo do clarificador para redirecionar parte das águas residuais para silos de cinzas no local, onde serão misturadas e umidificadas.
Resultado: Redução da pressão no local de descarte, mas ainda assim resultou em alta turbidez e não conformidade com os padrões de descarte.
4. Medidas de Otimização Atuais
Com regulamentações ambientais mais rigorosas, tornou-se necessária uma maior otimização do sistema.
4.1 Ajuste Químico e Operação Contínua
Manutenção do pH entre 9 e 10 através do aumento da dosagem de produtos químicos:
Uso diário: cal (45 kg), coagulantes (75 kg) e floculantes.
Garantiu-se uma descarga de 240 m³/dia de água limpa após operação intermitente do sistema.
4.2 Reutilização do tanque de lama de emergência
Dupla utilização do tanque de emergência:
Durante períodos de inatividade: Armazenamento de lama.
Durante a operação: Sedimentação natural para extração de água limpa.
Otimização:
Foram adicionadas válvulas e tubulações em vários níveis do tanque para permitir operações flexíveis.
O gesso sedimentado foi devolvido ao sistema para desidratação ou reutilização.
4.3 Modificações em todo o sistema
Redução da concentração de sólidos nas águas residuais de entrada através do redirecionamento do filtrado dos sistemas de desidratação por correia a vácuo para o tanque de armazenamento de águas residuais.
Aumento da eficiência de sedimentação através da redução do tempo de decantação natural por meio da dosagem de produtos químicos em tanques de emergência.
5. Benefícios da Otimização
Capacidade aprimorada:
Operação contínua com descarga diária de mais de 400 m³ de águas residuais em conformidade com as normas.
Controle eficaz da concentração de íons no absorvedor.
Operações simplificadas:
Eliminou a necessidade da prensa de filtro de placas e molduras.
Redução da mão de obra necessária para o manuseio de lodo.
Confiabilidade aprimorada do sistema:
Maior flexibilidade nos cronogramas de tratamento de águas residuais.
Maior confiabilidade dos equipamentos.
Redução de custos:
O uso de produtos químicos foi reduzido para cal (1,4 kg/t), coagulantes (0,1 kg/t) e floculantes (0,23 kg/t).
Custo do tratamento reduzido para 5,4 CNY/tonelada.
Economia anual de aproximadamente 948.000 CNY em custos com produtos químicos.
Conclusão
A otimização do sistema de tratamento de efluentes por dessulfurização de gases de combustão (FGD) resultou em uma melhoria significativa na eficiência, redução de custos e conformidade com normas ambientais mais rigorosas. Essas medidas servem como referência para sistemas similares que buscam alcançar o descarte zero de efluentes e a sustentabilidade a longo prazo.
Data da publicação: 21/01/2025



