

W produkcji emulsji kontrola jakości bezpośrednio wpływa na wydajność produktu, jego trwałość i zadowolenie klienta. Jednym z najważniejszych parametrów w tym procesie jest…lepkość emulsji; nawet niewielkie wahania lepkości mogą powodować problemy, takie jak rozdzielanie faz, niejednolita tekstura lub niespełnienie wymagań dotyczących końcowego zastosowania.
To rozwiązanie koncentruje się na tym, jakwiskozymetry emulsyjne inlinerozwiązywać problemy w całym procesie kontroli, zapewniając spójnośćlepkość emulsjiw ciągłej produkcji i przekształcaniu reaktywnej kontroli jakości w proaktywne zarządzanie procesami.
Czym są emulsje?
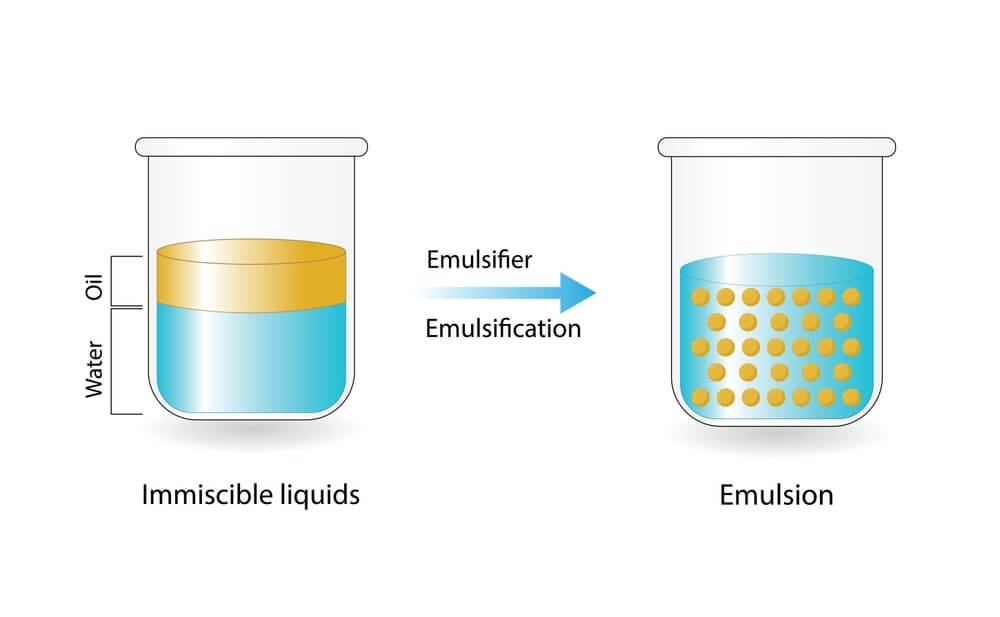
Emulsja to niejednorodna mieszanina dwóch niemieszających się ze sobą cieczy (np. oleju i wody), w której jedna ciecz (faza rozproszona) jest rozbita na drobne kropelki i zawieszona w drugiej (fazie ciągłej). Stabilność tej mieszaniny zależy od emulgatorów – substancji, które zmniejszają napięcie powierzchniowe między dwiema fazami i zapobiegają koalescencji kropel.
Kluczowe cechy emulsji, które bezpośrednio wiążą się zlepkość emulsjiwłączać:
- Skład fazowy:Stosunek fazy rozproszonej do fazy ciągłej ma bezpośredni wpływ na lepkość (np. wyższa zawartość oleju w emulsji olejowo-wodnej zwiększalepkość emulsji olejowo-wodnej).
- Wielkość kropli:Mniejsze krople powodują większe tarcie między fazami, co prowadzi do wyższej lepkości; większe, skupione krople obniżają lepkość i niestabilność sygnału.
- Rodzaj i stężenie emulgatora:Różne emulgatory (np. surfaktanty, polimery) zmieniają warstwę międzyfazową wokół kropelek, co z kolei zmienia właściwości przepływu emulsji (a tym samym jej lepkość).
Rodzaje emulsji
Zrozumienierodzaje emulsjijest kluczowy dla wyboru właściwegowiskozymetr emulsyjny, ponieważ każdy rodzaj charakteryzuje się unikalnymi właściwościami lepkościowymi i wymaganiami produkcyjnymi. Do najpopularniejszych klasyfikacji należą:
Według składu fazowego
- Emulsje typu olej w wodzie (O/W):Fazę ciągłą stanowi woda, a fazę rozproszoną olej (np. mleko, kremy nawilżające do twarzy). Te emulsje zazwyczaj mają niższąlepkość emulsji olejowo-wodnejw porównaniu do olejów typu W/O, ponieważ woda jest mniej lepka niż większość olejów.
- Emulsje typu woda w oleju (W/O):Fazę ciągłą stanowi olej, a fazę rozproszoną woda (np. masło, olej silnikowy). Ichlepkość emulsjijest często wyższa ze względu na gęstszą ciągłą fazę olejową.
- Emulsje wielokrotne: Złożone mieszaniny, takie jak olej w wodzie w oleju (O/W/O) lub woda w oleju w wodzie (W/O/W) (np. leki o kontrolowanym uwalnianiu). Charakteryzują się one warstwowymi profilami lepkości, które wymagają precyzyjnego monitorowania w czasie rzeczywistym, aby uniknąć rozpadu faz.
- Makroemulsje:Wielkość kropli mieści się w zakresie 0,1–10 μm; są nieprzezroczyste i mają stosunkowo stabilną lepkość, jeśli zostaną odpowiednio sformułowane.
- Mikroemulsje: Rozmiary kropel < 0,1 μm; są przezroczyste i mają mniejszeemulsja lepkościowaze względu na minimalną interakcję kropli.
- Nanoemulsje:Wielkość kropli wynosi 10–100 nm; zapewniają one równowagę między stabilnością a lepkością, co sprawia, że powszechnie stosuje się je w kosmetykach i produktach farmaceutycznych o wysokiej wydajności.
Według rozmiaru kropli
Metody przetwarzania emulsji – jak powstają emulsje?
Produkcja emulsji to proces wieloetapowy, w którym każdy etap wpływa na końcowy efektlepkość emulsji; spójne przetwarzanie jest możliwe tylko dzięki sprzężeniu zwrotnemu lepkości w czasie rzeczywistym. Typowy przepływ pracy obejmuje:
Wstępne przetwarzanie
- Przygotowanie surowca: Zmierz i podgrzej olej, wodę i emulgatory do docelowej temperatury (zwykle 50–80°C), aby zmniejszyć lepkość i poprawić mieszalność. Wahania temperatury w tym miejscu mogą powodować wczesne zmiany lepkości, dlatego zaleca się połączenieemulsja lepkościowaMonitor z czujnikiem temperatury jest kluczowy.
- Odpowietrzanie:Usuń pęcherzyki powietrza z surowców, gdyż uwięzione powietrze obniża mierzoną lepkość i prowadzi do niedokładnych odczytów (a tym samym do słabej kontroli jakości).
Emulgacja (etap główny)
Ten etap rozbija fazę rozproszoną na drobne kropelki i miesza ją z fazą ciągłą — głównym czynnikiem decydującym o końcowym efekcie.lepkość emulsji olejowo-wodnej:
- Mieszanie ścinające o dużej prędkości:Wykorzystuje mieszalniki typu rotor-stator do generowania intensywnego ścinania; wyższe szybkości ścinania powodują redukcję wielkości kropli i zwiększenie lepkości (do pewnego punktu, po przekroczeniu którego dalsze ścinanie ma już minimalny wpływ).
- Homogenizacja:Wykorzystuje homogenizatory wysokociśnieniowe (10–100 MPa) do tworzenia jednolitych kropelek; ten etap jest powszechny w przemyśle mleczarskim i farmaceutycznym, gdzie wymagane są spójnelepkość emulsjinie podlega negocjacjom.
- Emulsyfikacja ultradźwiękowa:Wykorzystuje fale dźwiękowe do rozbijania kropel; idealne do nanoemulsji, gdzie precyzyjna kontrola lepkości zapobiega agregacji kropel.
- Chłodzenie: Obniżyć temperaturę emulsji do temperatury pokojowej lub temperatury przechowywania. Lepkość często wzrasta w miarę stygnięcia emulsji, dlatego monitorowanie w linii produkcyjnej zapewnia, że utrzymuje się ona w granicach specyfikacji.
- Włączanie dodatków:Dodaj konserwanty, substancje zapachowe lub składniki aktywne; mogą one zmienić lepkość (np. zagęszczacze zwiększająemulsja lepkościowa), co wymaga natychmiastowych dostosowań.
- Filtrowanie:Usuń duże cząsteczki lub nieemulgujące krople; nagły spadek lepkości w tym miejscu może wskazywać na zatkanie filtra lub rozdzielenie faz.
Postprodukcja

Podstawy stabilności emulsji
*
Wyzwania w ciągłym oznaczaniu lepkości emulsji
Dla inżynierów procesowych i ekspertów technicznych, ciągłelepkość emulsjiMonitorowanie napotyka na wyjątkowe przeszkody, których tradycyjne narzędzia (np. wiskozymetry offline, szklane rurki kapilarne) nie są w stanie pokonać. Wyzwania te obejmują:
- Opóźnienie w testowaniu offlineMetody offline wymagają pobierania próbek, transportu i analizy – proces ten trwa od 15 do 60 minut. W produkcji ciągłej to opóźnienie oznacza, że problemy z lepkością są wykrywane zbyt późno, aby uratować całe partie, co prowadzi do kosztownych odpadów.
- Zniekształcenie próbki:Podczas pobierania próbek z linii produkcyjnej,lepkość emulsji olejowo-wodnejZmiany spowodowane utratą temperatury, spadkiem szybkości ścinania lub koalescencją kropel. Odczyt laboratoryjny nie odzwierciedla zatem rzeczywistej lepkości w trakcie procesu, co prowadzi do nieprawidłowych regulacji procesu.
- Trudne warunki produkcjiProdukcja emulsji często wiąże się z wysokimi temperaturami (<450°C, zgodnie z typowymi specyfikacjami branżowymi), wysokim ciśnieniem (w niektórych przypadkach >10 MPa) i składnikami żrącymi (np. kwaśną fazą wodną). Tradycyjne czujniki szybko ulegają awarii, ponieważ brakuje im solidnej ochrony lub kompatybilności materiałowej.
- Zachowanie płynów nienewtonowskich:Większość emulsji jest nienewtonowska — ichemulsja lepkościowaZmiany lepkości wraz ze wzrostem szybkości ścinania (np. emulsje rozrzedzające się ścinaniem stają się rzadsze wraz ze wzrostem szybkości ścinania). Wiskozymetry offline testują przy stałych szybkościach ścinania, dlatego nie są w stanie uchwycić dynamicznych zmian lepkości zachodzących w pompach, mieszalnikach ani rurociągach.
- Konserwacja i zanieczyszczenie czujnikaEmulsje mogą pozostawiać osad na powierzchniach czujników, zwłaszcza jeśli zawierają one ciała stałe (np. kosmetyki z cząstkami stałymi). To zanieczyszczenie z czasem zaburza odczyty, a czujniki wymagające częstego demontażu w celu czyszczenia zakłócają produkcję.
Wiskozymetr wibracyjny Lonnmeter – rozwiązanie do pomiaru lepkości emulsji w trybie inline
Aby sprostać powyższym wyzwaniom,Lepkościomierz procesowy Lonnmeter in-linejest zaprojektowany specjalnie do pracy ciągłejlepkość emulsjiMonitorowanie. Jest to wiodący wybór producentów emulsji, ponieważ łączy w sobie solidną wydajność, możliwość adaptacji do konkretnej emulsji oraz możliwość kontroli w czasie rzeczywistym – co jest kluczowe dla zespołów zarządzających produkcją, którym zależy na mierzalnych usprawnieniach.
Kluczowe parametry (dostosowane do produkcji emulsji)
Specyfikacje Lonnmetera bezpośrednio rozwiązują problemy związane z monitorowaniem lepkości emulsji, gwarantując dokładność i niezawodność w trudnych lub dynamicznych warunkach:
| Parametr | Specyfikacja | Dlaczego ma to znaczenie w przypadku emulsji |
| Zakres lepkości | 1 – 1 000 000 cP | Obejmuje wszystkorodzaje emulsji(od mikroemulsji o niskiej lepkości do kremów W/O o wysokiej lepkości). |
| Dokładność | ±3,0% | Zapewnialepkość emulsjimieści się w ścisłych specyfikacjach jakościowych (np. ±5% dla emulsji farmaceutycznych). |
| Powtarzalność | ±1% | Eliminuje niespójne odczyty spowodowane wahaniami kropli emulsji. |
| Odporność na temperaturę | < 450°C | Wytrzymuje procesy emulgowania w wysokiej temperaturze (np. produkcja środków smarnych w przemyśle). |
| Zakres ciśnienia czujnika | < 6,4 MPa (dostosowane do >10 MPa) | Dostosowuje się do linii homogenizacji wysokociśnieniowej, gdzielepkość emulsji olejowo-wodnejjest krytyczny. |
| Tworzywo | Stal nierdzewna 316 (standard) | Odporny na korozję wywoływaną przez emulsje kwasowe i zasadowe, zapobiegając degradacji czujnika. |
| Poziom ochrony | IP68 (czujnik) / IP67 (elektronika) | Chroni przed wodą, kurzem i rozpryskami emulsji w brudnych środowiskach produkcyjnych. |
| Norma przeciwwybuchowa | ExdIIBT4 | Bezpieczny do stosowania w liniach petrochemicznych lub liniach produkujących emulsje na bazie rozpuszczalników (np. emulgatory w przemyśle naftowym). |
| Czas reakcji sygnału | 5s | Wychwytuje szybkie zmiany lepkości (np. podczas dodawania emulgatora) i natychmiast wprowadza zmiany. |
| Wyjście | 4 – 20 mADC (lepkość/temperatura) + Modbus | Integruje się ze sterownikami PLC lub systemami SCADA w celu zautomatyzowanego sterowania procesami i rejestrowania danych. |
Zasada działania – zaprojektowana do badania zachowania przepływu emulsji
Zasada działania Lonnmetera uwzględnia nienewtonowską i dynamiczną naturę emulsji, zapewniając dokładnośćemulsja lepkościowaodczyty bez zakłócania produkcji:
- Stożkowy czujnik wiskozymetru oscyluje osiowo ze stałą częstotliwością. Gdy emulsja przepływa przez czujnik, ciecz ulega ścinaniu – naśladując szybkości ścinania występujące w rzeczywistych liniach produkcyjnych (np. w pompach, mieszalnikach).
- Zmiany wlepkość emulsjizmienia energię traconą podczas oscylacji: wyższa lepkość powoduje większy opór, zwiększając utratę energii; niższa lepkość zmniejsza opór.
- Układ elektroniczny czujnika wykrywa utratę energii, przekształca ją na wartość lepkości i przesyła dane w czasie rzeczywistym (poprzez sygnał 4–20 mADC lub Modbus).
- W przeciwieństwie do tradycyjnych wiskozymetrów, nie posiada on ruchomych części, uszczelek ani łożysk. Taka konstrukcja eliminuje zanieczyszczenia z pozostałości emulsji (brak szczelin, w których mogłyby się gromadzić) i ogranicza konserwację – co jest kluczowe dla ciągłej produkcji 24/7.
Dowiedz się więcej o miernikach gęstości




Więcej liczników procesowych online




Korzyści z zastosowania liniowego wiskozymetru emulsyjnego (Lonnmeter) dla producentów emulsji
W przypadku działów optymalizacji procesów i inżynierów Lonnmeter zapewnia namacalne, wymierne korzyści, które bezpośrednio poprawiają jakość, wydajność i opłacalność — wszystko w oparciu o precyzyjnelepkość emulsjikontrola:
Adaptowalność specyficzna dla emulsji
- Obsługuje płyny nienewtonowskie:Dzięki ścinaniu emulsji z szybkością ścinania w linii, zapewnia dokładnośćlepkość emulsji olejowo-wodnejodczyty odpowiadające rzeczywistym warunkom produkcyjnym — nie tylko tym laboratoryjnym.
- Odporny na trudne warunki:Stal nierdzewna 316, ochrona IP68 i odporność na wysokie temperatury/ciśnienie oznaczają, że urządzenie działa niezawodnie we wszystkich środowiskach produkcji emulsji, od przetwórstwa żywności (wymagania czystości na miejscu) po przemysł petrochemiczny (atmosfery wybuchowe).
- Eliminuje marnotrawstwo partii:Natychmiastowe odczyty lepkości pozwalają operatorom dostosować parametry (np. dawkę emulgatora, szybkość ścinania) w ciągu kilku sekund — zanim powstanie emulsja niezgodna z wymaganiami.
- Zapewnia spójność: Powtarzalność ±1% oznacza, że każda partia ma taką samąemulsja lepkościowa, redukując liczbę skarg klientów i przeróbek.
- Zmniejsza pracę ręczną:Koniec z ręcznym pobieraniem próbek i analizami laboratoryjnymi — technicy mogą teraz skupić się na zadaniach o większej wartości.
- Automatyzuje dostosowania procesów: Integruje się ze sterownikami PLC w celu automatycznego dostosowywania parametrów (np. zwiększania ciśnienia homogenizatora w przypadku spadku lepkości) — minimalizując ryzyko błędu ludzkiego i zapewniając spójność przez całą dobę, 7 dni w tygodniu.
- Rejestruje dane dotyczące lepkości: Wyjście Modbus przechowujelepkość emulsjii dane dotyczące temperatury, które są kluczowe dla zachowania zgodności z przepisami (np. wymaganiami FDA dotyczącymi emulsji farmaceutycznych) lub analizy przyczyn źródłowych (np. śledzenia przyczyn gwałtownego wzrostu lepkości podczas ostatniej zmiany).
- Wyzwala alarmy:Natychmiastowe alarmy ostrzegają operatorów o przekroczeniu specyfikacji lepkości, zapobiegając kosztownym przestojom lub błędom w partii.
Kontrola jakości w czasie rzeczywistym
Efektywność operacyjna
Śledzenie danych i zgodność
Jeśli Twój zespół produkujący emulsje jest gotowy przejść z trybu reaktywnego na proaktywnylepkość emulsjikontrola — i redukcja odpadów, poprawa jakości i zwiększenie wydajności — czas poprosić o wycenę na licznik Lonnmeter in-linewiskozymetr emulsyjny. Poproś o wycenę już dziś, aby rozpocząć optymalizację kontroli jakości formulacji emulsji i uzyskać spójnelepkość emulsji olejowo-wodnejczego oczekują Twoi klienci.







