

Współczesny przemysł kosmetyczny charakteryzuje się złożonymi formulacjami, często zawierającymi płyny nienewtonowskie. Nieodłączne właściwości reologiczne tych materiałów, takie jak rozrzedzanie ścinaniem i tiksotropia, stanowią poważne wyzwanie dla tradycyjnych metod produkcji, prowadząc do niespójności między partiami, dużego zużycia surowców oraz nieefektywności operacyjnej w krytycznych procesach, takich jak pompowanie i mieszanie. Konwencjonalne metody kontroli jakości, oparte na reaktywnych pomiarach lepkości poza linią produkcyjną, są zasadniczo niewystarczające do uchwycenia dynamicznego zachowania tych płynów w warunkach produkcyjnych.

I. Reologia i dynamika płynów w produkcji kosmetyków
Produkcja kosmetyków to złożony proces, w którym właściwości fizyczne płynu mają kluczowe znaczenie. Dogłębne zrozumienie tych właściwości jest warunkiem wstępnym do każdej sensownej dyskusji na temat optymalizacji procesu. Dynamika płynów w produktach kosmetycznych nie jest regulowana prostymi zależnościami, co zasadniczo różni je od płynów newtonowskich, takich jak woda.
1.1Lepkość i reologia
Lepkość jest miarą odporności cieczy na przyłożone naprężenie. W przypadku prostych cieczy newtonowskich ta właściwość jest stała i można ją scharakteryzować za pomocą pojedynczej wartości. Jednak formulacje kosmetyczne rzadko są tak proste. Większość balsamów, kremów i szamponów klasyfikuje się jako ciecze nienewtonowskie, których opór przepływu zmienia się wraz z wielkością przyłożonej siły (ścinającej).
Reologia to bardziej wszechstronna i niezbędna dziedzina w tej branży. Zajmuje się badaniem przepływu i odkształcania cieczy, żeli i substancji półstałych. Pojedynczy punkt danych nie wystarcza, aby przewidzieć zachowanie produktu podczas pompowania, mieszania i napełniania. Właściwości reologiczne produktu bezpośrednio wpływają na jego właściwości sensoryczne, długotrwałą stabilność w opakowaniu i funkcjonalność. Na przykład lepkość kremu decyduje o jego rozsmarowywalności na skórze, a konsystencja szamponu wpływa na ilość produktu dozowaną przez konsumenta z butelki.
1.2Płyny nienewtonowskie i wyzwania związane z ich produkcją
Złożoność produkcji kosmetyków wynika ze zróżnicowanych właściwości reologicznych stosowanych płynów. Zrozumienie tych właściwości jest kluczowe dla rozwiązania leżących u ich podstaw wyzwań produkcyjnych.
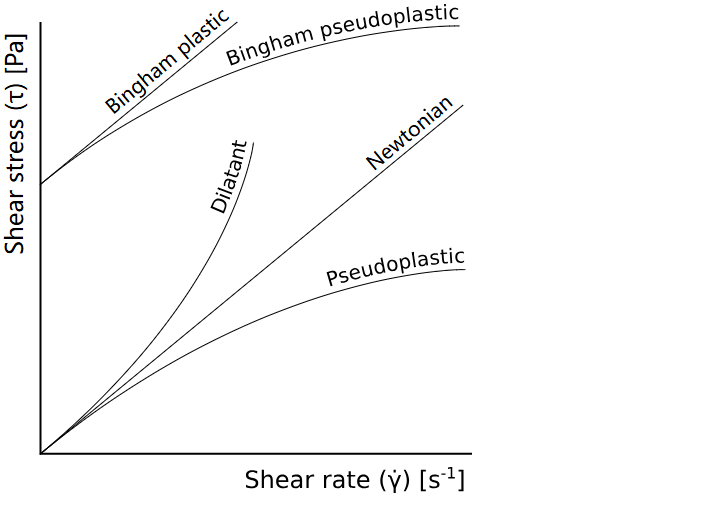
Pseudoplastyczność (rozrzedzanie ścinaniem):Jest to właściwość niezależna od czasu, w której pozorna lepkość cieczy maleje wraz ze wzrostem szybkości ścinania. Wiele emulsji i lotionów kosmetycznych wykazuje takie zachowanie, co jest pożądane w przypadku produktów, które muszą być gęste w stanie spoczynku, ale po nałożeniu stają się rozsmarowywalne lub płynne.
Tiksotropia:Jest to właściwość rozrzedzania pod wpływem ścinania zależna od czasu. Płyny tiksotropowe, takie jak niektóre żele i zawiesiny koloidalne, stają się mniej lepkie pod wpływem mieszania lub ścinania w miarę upływu czasu i potrzebują określonego czasu, aby powrócić do pierwotnego, bardziej lepkiego stanu po usunięciu naprężenia. Klasycznym przykładem jest farba niekapiąca, która rozrzedza się pod wpływem ścinania pędzla, ale szybko gęstnieje na powierzchni pionowej, zapobiegając opadaniu. Jogurt i niektóre szampony również wykazują tę właściwość.
Płyny o naprężeniu plastycznym:Materiały te zachowują się jak ciała stałe w spoczynku i zaczynają płynąć dopiero wtedy, gdy przyłożone naprężenie ścinające przekroczy wartość krytyczną, znaną jako granica plastyczności. Typowym przykładem jest ketchup. W kosmetyce produkty o wysokiej granicy plastyczności są postrzegane przez konsumentów jako produkty o „większej objętości” i wyższej jakości.
1.3 Bezpośredni wpływ na wydajność procesu
Nieliniowe zachowanie się tych płynów ma głęboki i często szkodliwy wpływ na standardowe operacje produkcyjne.
1.3.1 Operacje pompowania:
Wydajność pomp odśrodkowych, powszechnie stosowanych w produkcji, jest znacząco uzależniona od lepkości cieczy. Wysokość podnoszenia i wydajność objętościowa pompy mogą ulec znacznemu obniżeniu podczas pompowania cieczy o wysokiej lepkości i lepkości nienewtonowskiej. Badania pokazują, że wzrost zawartości części stałych w mieszaninie może prowadzić do spadku wysokości podnoszenia i wydajności odpowiednio o 60% i 25% w przypadku mieszanin stężonych. To obniżenie nie jest statyczne; wysokie ścinanie wewnątrz pompy może zmieniać pozorną lepkość cieczy, prowadząc do nieprzewidywalnej wydajności pompy i braku równomiernego przepływu. Wysoki opór cieczy lepkich powoduje również większe obciążenie promieniowe łożysk i problemy z uszczelnieniami mechanicznymi, zwiększając ryzyko awarii i konserwacji sprzętu.
1.3.2 Mieszanie i wstrząsanie:
W zbiorniku mieszającym, wysoka lepkość płynów kosmetycznych może znacznie tłumić strumień przepływu z wirnika mieszającego, koncentrując ścinanie i mieszanie na niewielkim obszarze bezpośrednio otaczającym łopatkę wirnika. Prowadzi to do znacznych strat energii i uniemożliwia osiągnięcie jednorodności całej partii. W przypadku płynów rozrzedzanych ścinaniem efekt ten ulega nasileniu, ponieważ płyn znajdujący się daleko od wirnika charakteryzuje się niską szybkością ścinania i utrzymuje wysoką lepkość, tworząc „wyspy powolnego mieszania” lub „pseudojaskinie”, które nie są odpowiednio homogenizowane. Rezultatem jest nierównomierny rozkład składników i niespójny produkt końcowy.
Tradycyjne podejście do ręcznego pomiaru lepkości w trybie off-line jest zasadniczo niewystarczające do radzenia sobie z tymi złożonościami. Lepkość cieczy nienewtonowskiej nie jest wartością pojedynczą, lecz funkcją szybkości ścinania, a w niektórych przypadkach czasu trwania ścinania. Warunki, w jakich mierzona jest próbka laboratoryjna (np. w zlewce przy określonej prędkości obrotowej wrzeciona i temperaturze), nie odzwierciedlają dynamicznych warunków ścinania w rurze lub zbiorniku mieszającym. W związku z tym pomiar wykonany przy stałej szybkości ścinania i temperaturze prawdopodobnie nie ma związku z zachowaniem cieczy w dynamicznym procesie. Kiedy zespół produkcyjny opiera się na ręcznych kontrolach co dwie godziny, nie tylko jest zbyt powolny w reagowaniu na wahania procesu w czasie rzeczywistym, ale również opiera swoje decyzje na wartości, która może nie odzwierciedlać dokładnie stanu cieczy w trakcie procesu. Ta zależność od wadliwych, reaktywnych danych tworzy pętlę przyczynowo-skutkową słabej kontroli i dużej zmienności operacyjnej, której nie da się przełamać bez nowego, proaktywnego podejścia.

Mieszanie i blendowanie kosmetyków
II. Wybór czujników i implementacja sprzętu w trudnych warunkach
Aby wyjść poza metody ręczne, konieczny jest wybór solidnych i niezawodnych wiskozymetrów online, które będą w stanie dostarczać dane w czasie rzeczywistym w ramach całego procesu.
2.1Wiskozymetria online
Lepkościomierze online, niezależnie od tego, czy są zainstalowane bezpośrednio w linii produkcyjnej (inline), czy w pętli obejściowej, zapewniają całodobowe pomiary lepkości, umożliwiając stały monitoring i kontrolę procesu. Stanowi to wyraźny kontrast w porównaniu z metodami laboratoryjnymi off-line, które są z natury reaktywne i mogą jedynie zapewnić migawkę stanu procesu w dyskretnych odstępach czasu. Możliwość uzyskania wiarygodnych i ciągłych danych z linii produkcyjnej jest warunkiem wstępnym wdrożenia zautomatyzowanego systemu sterowania w pętli zamkniętej.
2.2 Podstawowe wymagania dotyczące wiskozymetru
Wybór odpowiedniego wiskozymetru do produkcji kosmetyków musi być podyktowany szczególnymi ograniczeniami środowiskowymi i operacyjnymi danej branży.
Ograniczenia środowiskowe i trwałości:
Wysoka temperatura i ciśnienie:Formulacje kosmetyczne często wymagają podgrzania do określonej temperatury, aby zapewnić prawidłowe mieszanie i emulsyfikację. Wybrany czujnik musi być w stanie niezawodnie pracować w temperaturach do 300°C i ciśnieniu do 500 barów.
Odporność na korozję:Wiele składników kosmetycznych, w tym surfaktanty i różne dodatki, może z czasem powodować korozję. Części czujnika mające kontakt z medium muszą być wykonane z bardzo trwałych i odpornych na korozję materiałów. Stal nierdzewna 316L jest standardowym wyborem ze względu na jej odporność w takich warunkach.
Odporność na wibracje:Środowiska produkcyjne są hałaśliwe mechanicznie, a pompy, mieszadła i inne maszyny wytwarzają znaczne drgania otoczenia. Zasada pomiaru czujnika musi być z natury odporna na te drgania, aby zapewnić integralność danych.
2.3 Analiza technologii wiskozymetrów w celu integracji procesów
W przypadku solidnej integracji online niektóre technologie sprawdzają się lepiej niż inne.
Wiskozymetry wibracyjne/rezonująceTechnologia ta działa poprzez pomiar efektu tłumienia cieczy na wibrującym elemencie, takim jak widełki lub rezonator, w celu określenia lepkości. Zasada ta oferuje szereg kluczowych zalet w zastosowaniach kosmetycznych. Czujniki te nie posiadają ruchomych części, co minimalizuje potrzebę konserwacji i obniża ogólne koszty eksploatacji. Dobrze zaprojektowana konstrukcja, taka jak zrównoważony rezonator współosiowy, aktywnie kompensuje momenty reakcji, a zatem jest całkowicie niewrażliwa na warunki montażu i drgania zewnętrzne. Ta odporność na hałas otoczenia zapewnia stabilny, powtarzalny i odtwarzalny pomiar, nawet w przepływie turbulentnym lub w warunkach silnego ścinania. Czujniki te mogą również mierzyć lepkość w niezwykle szerokim zakresie, od cieczy o bardzo niskiej do bardzo wysokiej lepkości, co czyni je niezwykle wszechstronnymi i odpowiednimi do zróżnicowanego portfolio produktów.
Technologie rotacyjne i inne:Chociaż wiskozymetry rotacyjne są bardzo skuteczne w warunkach laboratoryjnych do generowania pełnych krzywych przepływu, ich złożoność i obecność ruchomych części mogą utrudniać ich konserwację w zastosowaniach przemysłowych. Inne typy, takie jak wiskozymetry z opadającym elementem lub kapilarne, mogą być odpowiednie do określonych zastosowań, ale często napotykają ograniczenia w pomiarach płynów nienewtonowskich lub są wrażliwe na wahania temperatury i przepływu.
Niezawodność zautomatyzowanego systemu sterowania jest wprost proporcjonalna do wiarygodności danych wejściowych z czujnika. Dlatego długoterminowa stabilność i minimalne wymagania kalibracyjne wiskozymetru to nie tylko wygoda, ale i fundamentalne wymogi dla sprawnego i bezobsługowego systemu sterowania. Koszt czujnika należy postrzegać nie tylko jako początkowy nakład kapitałowy, ale jako całkowity koszt posiadania (TCO), który obejmuje robociznę i przestoje związane z konserwacją i kalibracją. Dane z takich instrumentów jakwiskozymetry kapilarnepokazują, że przy prawidłowej obsłudze i czyszczeniu ich kalibracja może pozostać stabilna przez dekadę lub dłużej, co dowodzi, że długoterminowa stabilność jest osiągalnym i krytycznym atrybutem oprzyrządowania procesowego. Czujnik, który może utrzymać kalibrację przez dłuższy czas, znacząco zmniejsza ryzyko projektu automatyzacji, eliminując główne źródło potencjalnych zmienności procesu i umożliwiając systemowi autonomiczne działanie przy minimalnej ingerencji człowieka.
| Technologia | Zasada działania | Przydatność dla płynów nienewtonowskich | Możliwość pracy w wysokich temperaturach/ciśnieniach | Odporność na korozję | Odporność na wibracje | Konserwacja/Kalibracja |
| Wibracyjny/rezonujący | Mierzy tłumienie cieczy w elemencie drgającym (widełki, rezonator). | Doskonały (wysoki poziom ścinania, powtarzalny odczyt). | Wysoka (do 300°C, 500 bar). | Doskonały (wszystkie części mające kontakt z wodą wykonane ze stali nierdzewnej 316L). | Doskonała (zrównoważona konstrukcja rezonatora). | Niski (brak ruchomych części, minimalne zanieczyszczenie). |
| Rotacyjny | Mierzy moment obrotowy potrzebny do obrócenia wrzeciona w cieczy. | Doskonały (zapewnia pełną krzywą przepływu w warunkach laboratoryjnych). | Od umiarkowanego do wysokiego (w zależności od modelu). | Dobry (wymaga specjalnego materiału wrzeciona). | Słaby (bardzo wrażliwy na drgania zewnętrzne). | Wysokie (częste czyszczenie, ruchome części). |
| Ciśnienie kapilarne/różnicowe | Mierzy spadek ciśnienia w nieruchomej rurze przy stałej szybkości przepływu. | Ograniczona (daje jedną średnią lepkość newtonowską). | Umiarkowany do wysokiego (wymaga stabilności temperatury). | Dobrze (zależy od materiału kapilary). | Umiarkowany (zależny od przepływu, wymaga stabilnego przepływu). | Wysoki (wymaga czyszczenia, podatny na zatykanie). |
| Spadający element | Mierzy czas, w jakim dany pierwiastek opada w płynie. | Ograniczona (daje jedną średnią lepkość newtonowską). | Umiarkowany do wysokiego (w zależności od materiałów). | Dobry (zależy od materiału pierwiastka). | Umiarkowany (wrażliwy na wibracje). | Umiarkowany (części ruchome, wymagana ponowna kalibracja). |
2.4 Optymalne rozmieszczenie czujników w celu uzyskania dokładnych danych
Fizyczne umiejscowienie wiskozymetru jest równie istotne, jak sama technologia. Prawidłowe umiejscowienie gwarantuje, że zbierane dane są reprezentatywne dla stanu procesu. Najlepsze praktyki nakazują umieszczenie czujnika w miejscu, gdzie ciecz jest jednorodna, a element pomiarowy jest przez cały czas całkowicie zanurzony. Należy unikać wysokich punktów w rurociągu, w których mogą gromadzić się pęcherzyki powietrza, ponieważ uwięzione powietrze może zakłócać pomiary, szczególnie w przypadku…wiskozymetry wibracyjnePodobnie, należy unikać instalacji w „strefach stagnacji”, gdzie ciecz nie znajduje się w ciągłym ruchu, aby zapobiec gromadzeniu się osadów na czujniku. Dobrą strategią jest umieszczenie czujnika w odcinku rury, w którym przepływ jest stabilny i stały, na przykład w pionowym pionie lub w obszarze o stałym natężeniu przepływu, aby zapewnić najbardziej wiarygodne dane dla systemu sterowania.
III.Bezproblemowa integracja PLC/DCS przez RS485
Udane wdrożeniewiskozymetr onlineopiera się na płynnej integracji z istniejącą infrastrukturą sterowania zakładem. Wybór protokołu komunikacyjnego i warstwy fizycznej to decyzja strategiczna, która równoważy niezawodność, koszty i kompatybilność ze starszymi systemami.
3.1 Przegląd architektury systemu
Standardową architekturą sterowania przemysłowego dla tego zastosowania jest relacja master-slave. Centralny sterownik PLC lub system DCS zakładu pełni rolę „mastera”, inicjując komunikację z wiskozymetrem, który pełni funkcję urządzenia „slave”. Urządzenie „slave” pozostaje „ciche” do momentu zapytania ze strony urządzenia master, po czym odpowiada, przesyłając żądane dane. Ten model komunikacji jeden do wielu zapobiega kolizjom danych i upraszcza zarządzanie siecią.
3.2 Interfejs komunikacyjny RS485
Interfejs komunikacyjny RS485 to sprawdzony i szeroko stosowany standard w automatyce przemysłowej, zwłaszcza w zastosowaniach wymagających komunikacji wielopunktowej na duże odległości.
Zalety techniczne:
Połączenia dalekobieżne i wielokrotne:RS485 obsługuje transmisję danych na odległość do 2000 metrów, co czyni go idealnym rozwiązaniem dla rozległych obiektów przemysłowych. Pojedyncza magistrala może połączyć do 30 urządzeń, a liczbę tę można rozszerzyć do 24/7 za pomocą repeaterów, co znacznie obniża koszty i złożoność infrastruktury okablowania.
Odporność na hałas:RS485 wykorzystuje zbalansowaną, różnicową metodę sygnalizacji za pośrednictwem skrętki. Taka konstrukcja zapewnia wyjątkową odporność na zakłócenia elektromagnetyczne (EMI) i inne zakłócenia elektryczne, które są częstym problemem w środowiskach przemysłowych z dużymi silnikami i napędami.


3.3. Zniwelowanie luki PLC/DCS
RS485 to nie tylko kwestia preferencji technicznych; to strategiczna decyzja biznesowa, która znacząco obniża barierę wejścia w automatyzację procesów. Jego zdolność do pokonywania dużych odległości i odporność na zakłócenia sprawiają, że idealnie nadaje się do środowisk przemysłowych, gdzie czynniki te są ważniejsze niż prędkość komunikacji.
IV. Teoretyczne wyprowadzenie sterowania adaptacyjnego opartego na modelach
W tej sekcji przedstawiono solidne podstawy intelektualne strategii sterowania, która jest w stanie poradzić sobie ze złożoną, nieliniową dynamiką płynów kosmetycznych.
4.1 Potrzeba zaawansowanej kontroli
Tradycyjne regulatory proporcjonalno-całkująco-różniczkujące (PID) oparte są na liniowych modelach procesu i nie są odpowiednio przygotowane do radzenia sobie z nieliniowymi, zależnymi od czasu i zmiennymi właściwościami płynów nienewtonowskich. Regulator PID działa reaktywnie; czeka na wystąpienie odchylenia od wartości zadanej, zanim rozpocznie działania korygujące. W przypadku procesu o długiej dynamice reakcji, takiego jak duży zbiornik mieszający lub zagęszczacz, może to prowadzić do powolnej korekcji błędów, oscylacji lub przekroczenia docelowej lepkości. Ponadto zakłócenia zewnętrzne, takie jak wahania temperatury lub zmiany składu surowca wejściowego, wymagałyby ciągłego ręcznego dostrajania regulatora PID, co prowadziłoby do niestabilności i nieefektywności procesu.
4.2 Modelowanie reologiczne w celu kontroli
Podstawą skutecznej strategii sterowania płynami nienewtonowskimi jest dokładny i predykcyjny model matematyczny ich zachowania.
4.2.1 Modelowanie konstytutywne (pierwsze zasady):
Model Herschela-Bulkleya to potężne równanie konstytutywne, służące do opisu zachowania reologicznego płynów wykazujących zarówno granicę płynięcia, jak i właściwości rozrzedzania lub zagęszczania pod wpływem ścinania. Model ten wiąże naprężenie ścinające (τ) z szybkością ścinania (γ˙) za pomocą trzech kluczowych parametrów:
τ=τγ+K(γ˙)n
τγ (Granica plastyczności): Minimalne naprężenie ścinające, które musi zostać przekroczone, aby płyn zaczął płynąć.
K (Wskaźnik konsystencji): parametr analogiczny do lepkości, oznaczający opór cieczy wobec przepływu.
n (wskaźnik zachowania przepływu): kluczowy parametr definiujący zachowanie się płynu: n<1 w przypadku rozrzedzania ścinaniem (pseudoplastyczności), n>1 w przypadku zagęszczania ścinaniem (dylatacji) i n=1 w przypadku plastyczności Binghama.
Model ten stanowi matematyczną podstawę dla sterownika, który pozwala mu przewidywać, w jaki sposób zmieni się pozorna lepkość cieczy przy różnych szybkościach ścinania w procesie – od obszaru mieszania o niskim ścinaniu do środowiska pompy o wysokim ścinaniu.
4.2.2 Modelowanie oparte na danych:
Oprócz modeli pierwszych zasad, podejście oparte na danych może zostać wykorzystane do zbudowania modelu procesu, który uczy się na podstawie danych w czasie rzeczywistym dostarczanych przez wiskozymetr online. Jest to szczególnie przydatne w przypadku złożonych formulacji, w których trudno jest wyprowadzić precyzyjny model pierwszych zasad. Model oparty na danych może adaptacyjnie dostosowywać i optymalizować parametry czujnika w czasie rzeczywistym, uwzględniając czynniki zewnętrzne, takie jak zmiany składu oleju czy wahania temperatury. Wykazano, że to podejście skutecznie kontroluje średni błąd bezwzględny pomiarów lepkości w wąskim zakresie, wykazując doskonałą wydajność i niezawodność.
4.3 Wyprowadzenie prawa sterowania adaptacyjnego
Podstawą adaptacyjnego systemu sterowania opartego na modelu jest jego zdolność do ciągłego uczenia się i adaptacji do zmieniających się warunków procesu. Sterownik nie opiera się na stałych parametrach, lecz dynamicznie aktualizuje swój wewnętrzny model procesu.
Zasada podstawowa:Regulator adaptacyjny stale szacuje lub aktualizuje parametry swojego modelu wewnętrznego w czasie rzeczywistym na podstawie danych z czujników. Pozwala to regulatorowi „uczyć się” i kompensować wahania procesu spowodowane zmianami surowców, zużyciem urządzeń lub zmianami warunków środowiskowych.
Sformułowanie prawa sterowania:
Estymacja parametrów modelu: Estymator parametrów, często oparty na rekurencyjnym algorytmie najmniejszych kwadratów (RLS) z adaptacyjnym współczynnikiem zapominania, wykorzystuje dane z czujników w czasie rzeczywistym (lepkość, temperatura, szybkość ścinania) do ciągłego dostrajania parametrów modelu, takich jak wartości K i n w modelu Herschela-Bulkleya. Jest to komponent „adaptacyjny”.
Algorytm sterowania predykcyjnego:Zaktualizowany model procesu jest następnie wykorzystywany do przewidywania przyszłego zachowania się płynu. Algorytm sterowania predykcyjnego (MPC) to idealna strategia dla tego zastosowania. MPC może zarządzać wieloma zmiennymi (np. szybkością dozowania zagęszczacza i prędkością pompy) jednocześnie, aby kontrolować wiele zmiennych wyjściowych (np. lepkość i temperaturę). Predykcyjny charakter MPC pozwala mu obliczać precyzyjne korekty niezbędne do utrzymania procesu na właściwym torze, nawet przy dużych opóźnieniach, zapewniając, że płyn zawsze pozostaje w optymalnym „oknie” reologicznym.
Przejście od prostego sterowania ze sprzężeniem zwrotnym do sterowania adaptacyjnego opartego na modelu stanowi fundamentalne przejście od reaktywnego do proaktywnego zarządzania procesem. Tradycyjny regulator PID jest z natury reaktywny, czekając na wystąpienie błędu przed podjęciem działania. W przypadku procesu o znacznych opóźnieniach czasowych reakcja ta jest często zbyt późna, co prowadzi do przeregulowań i oscylacji. Regulator adaptacyjny, poprzez ciągłe uczenie się modelu procesu, może przewidzieć, jak zmiana na etapie produkcji – na przykład zmiana składu surowca – wpłynie na lepkość produktu końcowego, zanim odchylenie stanie się znaczące. Pozwala to systemowi na proaktywne, skalkulowane korekty, zapewniając zgodność produktu ze specyfikacją i minimalizując straty i zmienność. Jest to główny czynnik decydujący o znacznej redukcji zmienności partii i strat materiałowych udokumentowanych w udanych wdrożeniach.
V. Praktyczne wdrożenie, walidacja i strategie operacyjne
Ostatnim etapem projektu jest udane wdrożenie i długoterminowe zarządzanie zintegrowanym systemem. Wymaga to skrupulatnego planowania i przestrzegania najlepszych praktyk operacyjnych.
5.1 Najlepsze praktyki wdrażania
Integracja wiskozymetrii online i sterowania adaptacyjnego to złożone zadanie, które należy powierzyć doświadczonym integratorom systemów. Dobrze zdefiniowany projekt front-end ma kluczowe znaczenie, ponieważ nawet 80% problemów projektowych ma swoje źródło w tym etapie. Podczas modernizacji starszych systemów sterowania, wykwalifikowany integrator może zapewnić niezbędną wiedzę specjalistyczną, aby wyeliminować luki komunikacyjne i zapewnić bezproblemową migrację. Ponadto, prawidłowe umiejscowienie czujnika ma kluczowe znaczenie. Wiskozymetr musi być zainstalowany w miejscu wolnym od pęcherzyków powietrza, stref stagnacji i dużych cząstek, które mogłyby zakłócać pomiary.
5.2 Walidacja i uzgadnianie danych
Aby system sterowania był wiarygodny, dane, na których się opiera, muszą zostać zweryfikowane i uzgodnione. Czujniki przemysłowe pracujące w trudnych warunkach są podatne na zakłócenia, dryft i błędy. Pętla sterowania, która bezkrytycznie ufa surowym danym z czujników, jest krucha i podatna na kosztowne błędy.
Walidacja danych:Proces ten polega na przetwarzaniu surowych danych z czujników w celu zapewnienia, że wartości są miarodajne i mieszczą się w oczekiwanym zakresie. Proste metody obejmują filtrowanie wartości odstających i uśrednianie kilku pomiarów w określonym przedziale czasowym w celu redukcji szumów.
Wykrywanie poważnych błędów:Testy statystyczne, takie jak test chi-kwadrat, można stosować w celu wykrywania istotnych błędów lub usterek czujników poprzez porównanie wartości funkcji celu z wartością krytyczną.
Uzgadnianie danych:Jest to bardziej zaawansowana technika, która wykorzystuje redundantne dane z czujników i modele procesów (np. zachowanie masy) do wygenerowania pojedynczego, statystycznie zweryfikowanego zestawu danych. Proces ten zwiększa zaufanie do systemu i zapewnia samoświadomą warstwę odporności na drobne anomalie i awarie czujników.
Implementacja warstwy walidacji danych nie jest funkcją opcjonalną; jest to niezbędny element intelektualny, który sprawia, że cały system sterowania jest solidny i godny zaufania w obliczu rzeczywistych niespójności. Ta warstwa przekształca system z prostego narzędzia automatyzacji w prawdziwie inteligentny, samokontrolujący się system, który może utrzymać jakość produktu bez stałego nadzoru ze strony człowieka.
5.3 Długoterminowa konserwacja i zrównoważony rozwój
Długoterminowy sukces systemu wiskozymetrii online zależy od dobrze określonej strategii konserwacji.
Konserwacja czujników: Zastosowanie solidnych konstrukcji wiskozymetrów bez ruchomych części oraz materiałów odpornych na korozję, takich jak stal nierdzewna 316L, może znacznie złagodzić problemy związane z zanieczyszczeniami i uprościć procedury konserwacyjne.
Kalibracja i walidacja systemu:Regularna kalibracja jest niezbędna dla zapewnienia długoterminowej dokładności wiskozymetru. W przypadku zastosowań wymagających wysokiej precyzji kalibrację z użyciem certyfikowanych wzorców lepkości należy przeprowadzać planowo, ale częstotliwość można zmniejszyć w przypadku zastosowań mniej krytycznych. Jak dowodzą badania stabilności długoterminowej, niektóre typy wiskozymetrów, takie jak szklane wiskozymetry kapilarne czy wiskozymetry wibracyjne, mogą utrzymywać kalibrację przez lata, co znacznie zmniejsza częstotliwość kosztownych kalibracji.
ARozwiązanie, które można wdrożyć, może przynieść wymierne korzyści: znaczną redukcję zmienności między partiami i marnotrawstwa materiałów oraz drogę do całkowicie autonomicznej, inteligentnej produkcji.Start your opczasizatjonby kontaktt Lonnmeter.
Czas publikacji: 09.09.2025







