

Wyniki operacyjne i finansowe przedsiębiorstw naftowo-gazowych są nierozerwalnie związane z precyzyjnym zarządzaniem właściwościami cieczy, a lepkość jest kluczowym, choć często niedocenianym parametrem. Lepkość, czyli wewnętrzny opór cieczy przed przepływem, stanowi główny czynnik kontrolujący wszystko – od wydajności operacji wiertniczych po jakość produktów końcowych. Niniejszy raport przedstawia centralną tezę: tradycyjne podejście do monitorowania lepkości, oparte na reaktywnej analizie laboratoryjnej off-line, jest zasadniczo niewystarczające. Zamiast tego inwestycja w wysoce precyzyjną wiskozymetrię inline stanowi strategiczny wydatek inwestycyjny, który pozwala na przejście z reaktywnego podejścia do proaktywnego i predykcyjnego modelu kontroli.
1.1 Związek lepkości z wartością
Argumenty biznesowe przemawiające za zwiększeniem dokładności pomiaru lepkości są przekonujące i wielorakie. Systemy o wysokiej precyzji nie tylko dostarczają lepszych danych, ale także znacząco zwiększają efektywność operacyjną i przynoszą znaczące korzyści finansowe. Analiza wskazuje na szybki, średni okres zwrotu z inwestycji, wynoszący około dziewięciu miesięcy, w przypadku takich systemów, wynikający z połączenia kilku czynników. Do kluczowych korzyści finansowych należą udokumentowane obniżenie kosztów paliwa o 1,5% do 2,5%, znaczne oszczędności materiałowe oraz znaczące zmniejszenie nakładów pracy dzięki automatyzacji zadań i minimalizacji ingerencji ręcznej.
1.2 Najważniejsze ustalenia w skrócie
-
Wpływ finansowy: Inwestycje w systemy o wysokiej dokładności są uzasadnione szybkimi zyskami, głównie dzięki wymiernym oszczędnościom w zakresie kosztów materiałów, energii i robocizny.
-
Korzyści operacyjne: Ciągły monitoring w czasie rzeczywistym przy wykorzystaniu stabilnego i niezawodnego sygnału umożliwia natychmiastową, zautomatyzowaną regulację procesów, co przekłada się na lepszą kontrolę jakości, minimalizację odpadów i skrócenie przestojów operacyjnych.
-
Zmiana technologiczna: Branża wykracza poza proste pomiary i wkracza w nowy paradygmat, w którym wiskozymetry o wysokiej dokładności są integrowane z inteligentnymi systemami wieloczujnikowymi. Te zaawansowane platformy wykorzystują zaawansowane algorytmy i fuzję czujników, aby zapewnić analitykę predykcyjną i autonomiczne sterowanie, transformując strategię konserwacji i operacyjną.
1.3 Zalecenia
Aby wykorzystać te możliwości, zaleca się, aby kadra zarządzająca i decydenci strategicznie alokowali kapitał na technologię wiskozymetrów nowej generacji. Należy to postrzegać nie jako prostą wymianę sprzętu, ale jako fundamentalną modernizację systemów sterowania procesami. Jednocześnie inżynierowie ds. badań i rozwoju powinni opracować plan integracji technologii, który priorytetowo potraktuje systemy o wrodzonej solidności i możliwości fuzji danych, jednocześnie ustanawiając standardowe protokoły pomiarowe w celu maksymalizacji wartości nowej infrastruktury.
2.0 Wprowadzenie: Kluczowa rola lepkości w operacjach związanych z ropą i gazem
2.1 Wszechobecność lepkości
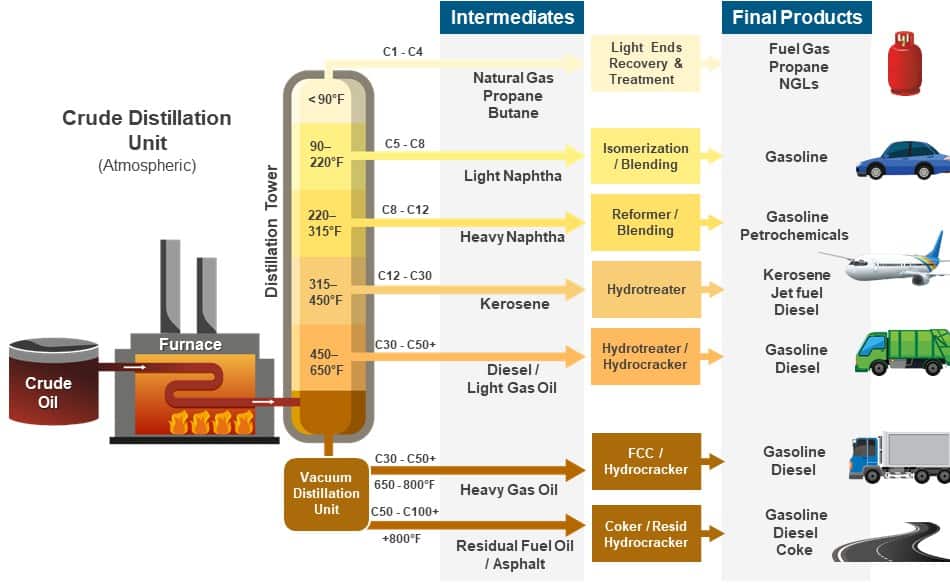
Lepkość to fundamentalna właściwość fizyczna definiowana jako wewnętrzny opór cieczy przed przepływem lub odkształceniem pod wpływem przyłożonej siły. Cecha ta ma kluczowe znaczenie w całym łańcuchu wartości ropy naftowej i gazu, od początkowych etapów wydobycia, aż po rafinację i transport produktów końcowych. Na przykład w operacjach wiertniczych lepkość płynów wiertniczych (lub płuczek) musi być skrupulatnie kontrolowana, aby zapewnić ich zdolność do transportu zwiercin na powierzchnię, chłodzenia i smarowania wiertła oraz utrzymania stabilności otworu wiertniczego. W transporcie rurociągowym wysoka lepkość ciężkiej ropy naftowej stanowi poważne wyzwanie, które wymaga bieżącej regulacji ogrzewania lub wtrysku rozcieńczalnika w celu zapewnienia wydajnego przepływu i zapobiegania zatorom. Sektory rafinacji i produktów końcowych opierają się na pomiarach lepkości w celu kontroli jakości środków smarnych, paliw i innych frakcji rafinowanych, ponieważ rozbieżności mogą prowadzić do poważnych problemów z wydajnością i jakością. Lepkość jest zazwyczaj określana za pomocą lepkości dynamicznej, która jest bezpośrednią miarą oporu wewnętrznego, lub lepkości kinematycznej, która jest stosunkiem lepkości dynamicznej do gęstości płynu.
2.2 Opis problemu
Tradycyjnie lepkość mierzono metodami laboratoryjnymi, off-line, takimi jak wiskozymetry kapilarne lub laboratoryjne wiskozymetry rotacyjne. Chociaż te metody laboratoryjne zostały zaprojektowane z myślą o naukowej dokładności w kontrolowanych warunkach, są z natury powolne i pracochłonne.
Opóźnienie między pobraniem próbki a analizą wyników stwarza fundamentalne ograniczenie: korekty procesu są wprowadzane reaktywnie, dopiero po wystąpieniu odchylenia. Prowadzi to do okresów produkcji niezgodnej ze specyfikacją, nadmiernego przetwarzania i dłuższych przestojów w oczekiwaniu na wyniki. Co więcej, trudne, rzeczywiste warunki panujące w strumieniu procesowym – w tym wysokie temperatury, ciśnienia i natężenia przepływu – mogą powodować niedokładność pomiarów laboratoryjnych, ponieważ właściwości reologiczne cieczy są ściśle powiązane z warunkami jej przepływu. Wyzwaniem jest zatem uzyskanie ciągłych, wiarygodnych i bieżących danych o lepkości bezpośrednio ze strumienia procesowego, do czego idealnie nadają się wiskozymetry inline.
2.3 Zakres i cele raportu
Niniejszy raport stanowi badanie stosowane, mające na celu zbadanie, jak dokładność wiskozymetrów inline bezpośrednio wpływa na wyniki monitorowania przepływu oleju. Jego celem jest dostarczenie kompleksowej analizy zarówno dla kadry zarządzającej, jak i specjalistów technicznych, ze szczególnym uwzględnieniem redukcji kosztów i poprawy efektywności. Struktura raportu ma na celu:
-
Systematyczny przegląd technologii i zasad działania współczesnych wiskozymetrów liniowych.
-
Przeprowadź szczegółową analizę różnych źródeł błędów pomiarowych i kaskadowych efektów niedokładności.
-
Porównaj wymagania dotyczące dokładności w różnych scenariuszach przemysłowych i oceń wynikające z tego korzyści produkcyjne.
-
Poznaj potencjał transformacyjny integracji danych i inteligentnych algorytmów, które zwiększają precyzję monitorowania.
-
Oceń uzasadnienie techniczno-ekonomiczne inwestycji w sprzęt o wysokiej precyzji poprzez szczegółową analizę kosztów i korzyści.
3.0 Zasady podstawowe: systematyczny przegląd technologii wiskozymetrów liniowych
3.1 Klasyfikacja wiskozymetrów liniowych
Lepkościomierze inline zapewniają ciągłe pomiary w czasie rzeczywistym w obrębie strumienia procesowego, oferując znaczną przewagę nad powolnymi, przerywanymi testami laboratoryjnymi. Urządzenia te działają w oparciu o różne zasady fizyczne, z których każda ma swoje zalety i ograniczenia.
-
Wiskozymetry wibracyjne: Urządzenia te działają poprzez pomiar efektu tłumienia, jaki ciecz wywiera na drgający element, taki jak łopatka lub kamerton. Lepki opór cieczy ogranicza drgania, a ta zmiana amplitudy jest przetwarzana na sygnał lepkości. Kluczową zaletą tej technologii jest brak ruchomych części, co przekłada się na bardzo trwałą, niewymagającą konserwacji konstrukcję, na którą w dużej mierze nie wpływają czynniki zewnętrzne, takie jak prędkość przepływu, drgania czy cząsteczki brudu.
-
Wiskozymetry rotacyjne: Jest to powszechnie stosowana technologia, w której wrzeciono zanurzone jest w cieczy i obracane ze stałą prędkością. Przyrząd mierzy moment obrotowy (siłę obrotową) wymagany do utrzymania tej prędkości; moment ten jest wprost proporcjonalny do lepkości cieczy. Wiskozymetry rotacyjne mogą wykorzystywać różne systemy pomiaru momentu obrotowego. System sprężynowy, oparty na zespole sworznia i sprężyny, zapewnia wysoką dokładność pomiaru, szczególnie w niskich zakresach lepkości, ale jest bardziej delikatny i ma ograniczony zakres pomiarowy. Natomiast system serwo wykorzystuje precyzyjny serwomotor i może obejmować szeroki zakres lepkości w jednym urządzeniu, oferując większą wytrzymałość kosztem nieco niższej dokładności dla cieczy o niskiej lepkości i niskich prędkościach.
-
Lepkościomierze hydrodynamiczne: Zasada działania opiera się na zmianie ciśnienia wywołanej przepływem cieczy przez szczelinę w kształcie klina utworzoną przez obracający się wirnik i nieruchomą powierzchnię zewnętrzną. Przemieszczenie powierzchni zewnętrznej, działającej jak sprężyna, jest mierzone przez czujnik indukcyjny i jest proporcjonalne do lepkości cieczy. Konstrukcja ta jest szczególnie wytrzymała w trudnych warunkach, ponieważ jej zasada pomiaru jest oddzielona od potencjalnego tarcia łożysk i nie jest podatna na wpływ właściwości cieczy procesowej.
3.2 Kluczowe wskaźniki efektywności
W przypadku każdego wiskozymetru inline kluczowymi parametrami są dokładność i powtarzalność. Dokładność definiuje się jako stopień zbliżenia pomiaru do rzeczywistej wartości lepkości cieczy, natomiast powtarzalność to zdolność do uzyskiwania spójnych wyników w wielu kolejnych testach tej samej próbki w identycznych warunkach. Te dwa parametry mają kluczowe znaczenie dla niezawodnej kontroli procesu. Bez stabilnego i powtarzalnego sygnału system sterowania nie może dokonywać pewnych regulacji, a bez dokładności wszelkie wprowadzane regulacje opierają się na błędnym rozumieniu rzeczywistego stanu cieczy.
3.3 Tabela 1: Macierz porównawcza technologii wiskozymetrów
Tabela ta stanowi zwięzły przegląd technicznych i operacyjnych kompromisów pomiędzy podstawowymi typami wiskozymetrów liniowych, służąc jako narzędzie do szybkiego podejmowania decyzji przy wyborze technologii.
| Metryczny | Wibracyjny | Rotacyjny | Hydrodynamiczny |
| Zasada działania | Mierzy tłumienie elementu drgającego. | Mierzy moment obrotowy w celu utrzymania stałej prędkości obrotowej. | Mierzy zmianę ciśnienia w szczelinie klinowej utworzonej przez obracający się cylinder. |
| Główne zalety | Brak ruchomych części, wysoka trwałość, niskie wymagania konserwacyjne, odporność na przepływ i cząstki stałe. | Wszechstronny, o szerokim zakresie pomiarowym; może pracować z płynami rzadkimi i gęstymi. | Odporne na trudne warunki, pomiary nie są zależne od tarcia łożysk. |
| Główne wady | Nie podano tego wprost, ale może mieć ograniczenia w niektórych zastosowaniach o dużej lepkości. | Systemy serwo mogą mieć niższą dokładność w przypadku niskich lepkości i prędkości. | Wymaga elementu obrotowego i precyzyjnej geometrii szczeliny, co może powodować podatność na zużycie. |
| Konserwacja | Generalnie nie wymaga konserwacji i ma długą żywotność.21 | Wymaga okresowych kontroli kalibracji, zwłaszcza w przypadku układów sprężynowych, podatnych na zużycie mechaniczne. | Wymaga solidnych komponentów mechanicznych; długotrwałe zużycie może mieć wpływ na dokładność. |
| Przydatność dla płynów nienewtonowskich | Efekt tłumienia może być złożony, dlatego konieczne jest zastosowanie konkretnych modeli. | Możliwość przetwarzania płynów nienewtonowskich poprzez zmianę szybkości ścinania. | Można go zaprojektować do pomiaru różnych prędkości w celu scharakteryzowania zachowania płynu. |
| Wrażliwość na czynniki środowiskowe | Niewrażliwy na wibracje, prędkość przepływu i cząsteczki brudu. | Wrażliwe na turbulencje i niewłaściwy dobór wrzeciona. | Może ulegać zmianom pod wpływem dużych prędkości, powodujących przepływ turbulentny i siły odśrodkowe. |
| Przykładowe zastosowanie | Kontrola spalania oleju opałowego na statkach. | Produkcja farb, powłok i klejów. | Monitorowanie w trudnych procesach przemysłowych z użyciem płynów ściernych. |
4.0 Systematyczna analiza błędów i precyzji w wiskozymetrii przemysłowej
Nawet najnowocześniejsze wiskozymetry inline mogą generować błędne odczyty, jeśli różne źródła błędów nie zostaną w pełni poznane i wyeliminowane. Źródła te można ogólnie podzielić na problemy związane z płynami oraz czynniki instrumentalne lub proceduralne. Niezastosowanie się do tych zaleceń może prowadzić do lawiny negatywnych skutków biznesowych.
4.1 Źródła niedokładności pomiaru i niepowtarzalności
-
Błędy specyficzne dla cieczy: Wrodzone właściwości i stan samej cieczy stanowią główne źródło błędów. Lepkość jest niezwykle wrażliwa na temperaturę; nawet zmiana o jeden lub dwa stopnie może spowodować znaczną zmianę odczytu. Brak odpowiedniej kompensacji temperatury może sprawić, że cały zestaw danych pomiarowych stanie się bezużyteczny. Wiele cieczy przemysłowych, takich jak płuczki wiertnicze czy roztwory polimerów, jest nienewtonowskich, co oznacza, że ich lepkość zmienia się wraz ze szybkością ścinania. Używanie wiskozymetru pracującego przy jednej, nieokreślonej szybkości ścinania może prowadzić do wysoce mylących wyników dla tych cieczy. Ponadto zanieczyszczenia pęcherzykami powietrza, cząstkami stałymi lub innymi cieczami procesowymi mogą powodować błędne i niestabilne odczyty, co jest szczególnie istotne w przypadku systemów inline, których nie można łatwo poddać wstępnej obróbce.
-
Błędy instrumentalne i proceduralne: Sam instrument i protokoły regulujące jego użytkowanie to kolejny kluczowy czynnik. Wszystkie wiskozymetry są podatne na „dryft” z upływem czasu z powodu zużycia mechanicznego i narażenia na czynniki środowiskowe, co wymaga regularnej, identyfikowalnej kalibracji z użyciem płynów wzorcowych w celu zapewnienia dokładności. Wybór czujnika i jego konfiguracja są również kluczowe. W przypadku systemów obrotowych, użycie niewłaściwego wrzeciona lub niewłaściwej prędkości może prowadzić do przepływu turbulentnego, co zniekształca odczyty, szczególnie w przypadku płynów o niskiej lepkości. Podobnie, nieprawidłowe umiejscowienie lub zanurzenie czujnika może powodować osadzanie się osadów i prowadzić do niedokładnych danych. Wreszcie, same trudne warunki pracy – w tym wibracje generowane przez pompy i ciężki sprzęt, a także ekstremalne ciśnienia i prędkości przepływu – mogą negatywnie wpływać na dokładność i powtarzalność niektórych technologii wiskozymetrów.
4.2 Prawdziwy koszt niedokładności
Niedokładny odczyt wiskozymetru inicjuje bezpośredni i brzemienny w skutki ciąg negatywnych zdarzeń. Po pierwsze, system sterowania odbiera fałszywy sygnał, co prowadzi do nieprawidłowej regulacji parametru procesu, takiego jak dodanie zbyt dużej ilości rozcieńczalnika do cieczy lub nieprawidłowa regulacja ciśnienia pompowania. To nieprawidłowe działanie skutkuje natychmiastową awarią operacyjną, taką jak partia produktu niezgodna ze specyfikacją, nieefektywne zużycie energii lub nadmierne zużycie sprzętu. Ta awaria operacyjna ma następnie negatywny wpływ na całą firmę, powodując szersze implikacje, takie jak wzrost kosztów związanych z marnowaniem materiałów, zmniejszoną wydajnością, potencjalnym wycofaniem produktów z rynku, a nawet niezgodnością z przepisami. Te ukryte koszty niedokładności stanowią poważne ryzyko biznesowe, które znacznie przewyższa koszt inwestycji w bardziej precyzyjny instrument.
4.3 Tabela 2: Typowe źródła błędów wiskozymetru i strategie ich łagodzenia
Tabela ta stanowi praktyczne narzędzie diagnostyczne i proaktywnego planowania, mapując konkretne źródła błędów na ich obserwowalne skutki i zalecane strategie łagodzenia skutków.
| Kategoria źródła błędu | Konkretny błąd | Obserwowalny efekt | Zalecane środki łagodzące |
| Płyn | Niestabilność temperatury | Dryfujące lub wahające się odczyty. | Użyj zintegrowanych czujników temperatury i algorytmów kompensacji. |
| Płyn | Zachowanie nienewtonowskie | Niespójne odczyty przy różnych szybkościach ścinania. | Wybierz wiskozymetr, który może pracować przy zmiennej szybkości ścinania. |
| Płyn | Zanieczyszczenie (pęcherzyki powietrza, cząsteczki) | Wyniki niestabilne i niepowtarzalne. | Wdrażaj prawidłowe postępowanie z próbkami lub wybierz wiskozymetr, który jest niewrażliwy na cząsteczki. |
| Środowiskowy | Wibracje i hałas roślin | Niestabilne lub niepowtarzalne odczyty. | Wybierz solidną technologię, np. wiskozymetr wibracyjny, która jest niewrażliwa na te czynniki. |
| Środowiskowy | Prędkość przepływu i ciśnienie | Niestabilne odczyty, turbulencje lub błędne dane. | Zainstaluj czujniki w linii obejściowej lub wybierz wiskozymetr, na którego prędkość przepływu nie ma wpływu. |
| Instrumentalny/Proceduralny | Dryft czujnika | Stopniowa zmiana odczytów w czasie. | Wdrożyć rutynowy, możliwy do prześledzenia harmonogram kalibracji, korzystając z certyfikowanych wzorców odniesienia. |
| Instrumentalny/Proceduralny | Nieprawidłowy wybór wrzeciona/prędkości | Niepewne odczyty (np. moment obrotowy poniżej 10%). | Wybierz właściwe wrzeciono i prędkość, aby zapewnić stabilny odczyt bez turbulencji. |
5.0 Przełożenie dokładności na wyniki produkcji: studia przypadków i korzyści przemysłowe
Korzyści wynikające z precyzyjnej wiskozymetrii nie są teoretyczne; przekładają się one bezpośrednio na wymierne usprawnienia w całym łańcuchu wartości ropy naftowej i gazu.
5.1 Zastosowania w całym łańcuchu wartości ropy naftowej i gazu
-
Płyny wiertnicze: Lepkość płuczek wiertniczych ma kluczowe znaczenie dla efektywności i bezpieczeństwa operacji wiertniczych. Jak wykazano w projekcie w łupkach Marcellus, dane z wiskozymetru w czasie rzeczywistym pozwalają na natychmiastową regulację lepkości płuczki wiertniczej, zapewniając optymalną wydajność i stabilność otworu wiertniczego w zróżnicowanych formacjach skalnych. To proaktywne podejście zapobiega komplikacjom podczas wiercenia i zwiększa ogólną wydajność.
-
Transport rurociągowy: Wyjątkowo wysoka lepkość ciężkiej ropy naftowej stanowi istotną przeszkodę w transporcie, wymagającą obniżenia lepkości poprzez ogrzewanie lub rozcieńczanie. Zapewniając ciągłe i dokładne pomiary, wiskozymetry inline umożliwiają kontrolę tych procesów w czasie rzeczywistym. Gwarantuje to, że płyn pozostaje w granicach norm lepkości dla transportu rurociągowego, minimalizując jednocześnie energię potrzebną do pompowania i redukując koszty związane z nadmiernym użyciem rozcieńczalnika.
-
Rafinacja i kontrola produktu końcowego: Lepkość jest kluczowym wskaźnikiem jakości produktów rafinowanych, takich jak środki smarne i paliwa. Na przykład duża europejska rafineria ropy naftowej wykorzystujewiskozymetry inlinedo ciągłego monitorowania lepkości oleju resztkowego, dostarczając dane do zautomatyzowanej pętli sterowania, która optymalizuje rozpylanie przed spalaniem. Proces ten zapewnia całkowite spalanie i redukuje szkodliwe osady, wydłużając żywotność silnika i poprawiając jego ogólną wydajność.
5.2 Proaktywna zaleta precyzji
Kluczową różnicą między tradycyjnym a zaawansowanym monitorowaniem lepkości jest przejście od kontroli reaktywnej do proaktywnej. System z wiskozymetrami o niskiej dokładności lub taki, który opiera się na opóźnionych wynikach laboratoryjnych, działa reaktywnie; wykrywa odchylenie od wartości zadanej po jego wystąpieniu. Operator lub system zautomatyzowany musi wówczas podjąć działania korygujące, co skutkuje okresami produkcji niezgodnej ze specyfikacją, stratami materiałów i przestojami. Natomiast system inline o wysokiej dokładności zapewnia stabilny i niezawodny sygnał w czasie rzeczywistym. Pozwala to na natychmiastową, precyzyjną i zautomatyzowaną regulację w celu utrzymania wartości zadanych, zanim wystąpią znaczące odchylenia. Ta proaktywna funkcja minimalizuje zmienność produktu, zmniejsza liczbę defektów oraz maksymalizuje przepustowość i wydajność, co bezpośrednio i pozytywnie wpływa na wynik finansowy.
6.0 Następna granica: integracja inteligentnych systemów i fuzji czujników
Prawdziwy potencjał wiskozymetrii o wysokiej dokładności można w pełni wykorzystać, gdy dane nie są już traktowane w izolacji, lecz integrowane w ramach większego, inteligentnego ekosystemu monitorowania procesów.
6.1 Siła integracji danych
Lepkościomierze o wysokiej dokładności stają się strategicznym atutem, gdy ich dane są łączone z innymi krytycznymi zmiennymi procesowymi, takimi jak temperatura, ciśnienie i natężenie przepływu. Taka integracja danych zapewnia pełniejszy i dokładniejszy obraz ogólnego stanu systemu. Na przykład, pełny pomiar przepływu masowego można uzyskać, łącząc wiskozymetr o wysokiej dokładności z przepływomierzem wyporowym, co zapewnia bardziej wiarygodny pomiar zużycia paliwa w kilogramach, a nie tylko w litrach. Takie zintegrowane dane pozwalają na bardziej zniuansowaną i precyzyjną regulację parametrów.
6.2 Rozwój inteligentnych algorytmów
Zaawansowana analityka i uczenie maszynowe (ML) zmieniają sposób interpretacji i wykorzystania danych dotyczących lepkości. Algorytmy ML, takie jak k-NN (k najbliższych sąsiadów) i SVM (maszyna wektorów nośnych), można trenować na danych z wiskozymetru, aby obliczać lepkość z niezwykłą dokładnością, osiągając w jednym badaniu nawet 98,9% dokładności dla nieznanych płynów.
Poza prostymi obliczeniami, najważniejszy postęp tkwi w konserwacji predykcyjnej i wykrywaniu anomalii poprzez fuzję czujników. To podejście polega na łączeniu danych z wielu źródeł – w tym wiskozymetrów, czujników temperatury i monitorów drgań – i analizowaniu ich za pomocą modeli głębokiego uczenia, takich jak platforma SFTI-LVAE. Model ten tworzy ciągły „wskaźnik kondycji” systemu, korelując subtelne, wielowymiarowe zmiany danych z wczesnymi oznakami degradacji. Jedno z badań dotyczących olejów smarowych wykazało, że ta metoda może zapewnić wczesne ostrzeganie o awarii smarowania nawet z 6,47-godzinnym wyprzedzeniem, z dokładnością wykrywania na poziomie 96,67% i zerową liczbą fałszywych alarmów.
6.3 Od kontroli do prognozowania
Integracja inteligentnych algorytmów stanowi fundamentalną zmianę w filozofii operacyjnej. Tradycyjny system to prosta pętla sterowania, która reaguje na zmianę lepkości. System oparty na sztucznej inteligencji analizuje dane z wiskozymetru w szerszym kontekście, w połączeniu z danymi z innych czujników, identyfikując subtelne trendy, które zostałyby przeoczone przez operatora lub prosty algorytm. To przejście od zautomatyzowanego, reaktywnego systemu do predykcyjnego, inteligentnego systemu umożliwia „autonomiczną konserwację”. Przenosi ona rolę operatora z reaktywnego rozwiązywania problemów na strategiczny nadzór, co prowadzi do radykalnej redukcji przestojów systemu, obniżenia kosztów konserwacji i wydłużenia żywotności drogiego sprzętu.
7.0 Analiza techniczno-ekonomiczna: uzasadnienie inwestycji i ramy zwrotu z inwestycji
7.1 Analiza całkowitego kosztu posiadania (TCO)
Początkowa inwestycja w precyzyjny wiskozymetr inline może wahać się od około 1295 dolarów za podstawowe urządzenie laboratoryjne do ponad 17 500 dolarów za profesjonalny system inline. Jednak niska cena początkowa niekoniecznie oznacza niski całkowity koszt posiadania (TCO). Kompleksowa analiza całkowitego kosztu posiadania (TCO) musi uwzględniać cały cykl życia sprzętu, w tym początkowe koszty zakupu i instalacji, bieżące wymagania konserwacyjne, częstotliwość kalibracji oraz potencjalne koszty przestojów. Systemy zaprojektowane z myślą o niskich wymaganiach konserwacyjnych i długoterminowej stabilności, takie jak te bez części ruchomych, mogą oferować niższy całkowity koszt posiadania (TCO) w całym okresie eksploatacji, pomimo wyższych kosztów początkowych.
7.2 Kwantyfikacja zwrotu z inwestycji (ROI)
Zwrot z inwestycji w wysoce precyzyjną kontrolę lepkości jest realizowany poprzez połączenie namacalnych, wymiernych oszczędności.
-
Oszczędność paliwa i energii: Praktyczne studia przypadków operatorów flot pokazują, że optymalizacja lepkości oleju silnikowego może prowadzić do redukcji kosztów paliwa o 1,5% do 2,5%. Wynika to ze zmniejszenia tarcia wewnętrznego w silniku, co wymaga mniej energii do pompowania oleju i poprawia ogólną oszczędność paliwa. Zasady te przekładają się bezpośrednio na zastosowania przemysłowe, takie jak rurociągi i rafinerie, gdzie optymalizacja lepkości ropy naftowej może znacznie obniżyć zużycie energii podczas pompowania.
-
Oszczędności materiałowe: Precyzyjna wiskozymetria minimalizuje marnotrawstwo drogich materiałów. Na przykład, w zastosowaniach powłokowych, oszczędność zaledwie 2% materiału powłokowego może prowadzić do krótkiego okresu zwrotu z inwestycji w sprzęt.
-
Oszczędności w zakresie pracy i konserwacji: Zautomatyzowane systemy kontroli lepkości mogą znacznie ograniczyć potrzebę ręcznych testów i pracochłonnych regulacji. W jednym ze studiów przypadku firma zredukowała sześcioosobowy zespół naprawczy do jednej osoby, stabilizując proces za pomocą systemu automatycznego. Dzięki temu personel może skupić się na innych, bardziej wartościowych zadaniach.
-
Redukcja wad i poprawa wydajności: Ścisła kontrola lepkości zmniejsza częstotliwość występowania wad i produktów niezgodnych ze specyfikacją, co przekłada się na wyższą wydajność i niższe koszty związane z przeróbkami lub wycofywaniem produktów z rynku.
7.3 Tabela 3: Analiza kosztów i korzyści: modelowanie zwrotu z inwestycji (ROI)
Te ramy pozwalają określić finansowe uzasadnienie inwestycji w monitoring lepkości o wysokiej dokładności i stanowią przejrzysty model podejmowania decyzji w zakresie wydatków kapitałowych.
| Koszty inwestycji (początkowe i bieżące) | Roczne oszczędności operacyjne | Wskaźniki finansowe |
| Koszty sprzętu: od 1295 do ponad 17 500 dolarów za sztukę | Oszczędność paliwa/energii: 1,5-2,5% redukcji dzięki zoptymalizowanemu przepływowi | Średni okres zwrotu: ~9 miesięcy |
| Instalacja: Zmiany w miejscu instalacji mogą być kosztowne | Oszczędności materiałowe: 2% redukcja zużycia drogich materiałów | Zwrot z inwestycji (ROI): wysoki, napędzany wieloma strumieniami oszczędności |
| Konserwacja/kalibracja: Częstotliwość zależy od typu i sposobu użytkowania wiskozymetru | Oszczędności na pracy: Mniejsze wymagania dotyczące testów ręcznych i konieczności zatrudniania ekip do przeróbek | Redukcja ryzyka: Zminimalizowane ryzyko wycofania produktu z rynku i niezgodności z przepisami 26 |
| Koszty przestoju: Zmniejszone dzięki kontroli w czasie rzeczywistym | Poprawa wydajności: zmniejszona liczba wad i produktów niezgodnych ze specyfikacją |
Dokładność wiskozymetrów inline nie jest drugorzędną specyfikacją techniczną, lecz fundamentalnym czynnikiem determinującym wyniki operacyjne i finansowe w branży naftowo-gazowej. Analiza konsekwentnie dowodzi, że systemy o wysokiej dokładności są niezbędne do przejścia od reaktywnego, korygującego modelu operacyjnego do modelu proaktywnego, działającego w czasie rzeczywistym, a ostatecznie predykcyjnego. Ta zmiana przynosi namacalne, wymierne korzyści, w tym znaczną redukcję kosztów, poprawę jakości produktu i zwiększenie efektywności procesów. Przyszłość monitorowania lepkości leży w połączeniu precyzyjnego sprzętu z inteligentnym oprogramowaniem, co umożliwi nadejście nowej ery autonomicznego sterowania procesami opartego na danych.
Czas publikacji: 28-08-2025







