

Den moderne kosmetikkindustrien er preget av komplekse formuleringer, ofte bestående av ikke-newtonske væsker. De iboende reologiske oppførselene til disse materialene, som skjærfortynning og tiksotropi, presenterer betydelige utfordringer for tradisjonelle produksjonsmetoder, noe som fører til inkonsekvens fra batch til batch, høyt råmaterialesvinn og driftsmessig ineffektivitet i kritiske prosesser som pumping og blanding. Konvensjonelle kvalitetskontrollmetoder, som er avhengige av reaktive, offline viskositetsmålinger, er fundamentalt utilstrekkelige for å fange opp den dynamiske oppførselen til disse væskene under produksjonsforhold.

I. Reologi og væskedynamikk i kosmetisk produksjon
Produksjon av kosmetikk er en nyansert prosess der væskens fysiske egenskaper er avgjørende. En dyp forståelse av disse egenskapene er en forutsetning for enhver meningsfull diskusjon om prosessoptimalisering. Væskedynamikken til kosmetiske produkter styres ikke av enkle forhold, noe som gjør dem fundamentalt forskjellige fra Newtonske væsker som vann.
1.1Viskositet og reologi
Viskositet er et mål på en væskes motstand mot påført belastning. For enkle Newtonske væsker er denne egenskapen konstant og kan karakteriseres av en enkelt verdi. Kosmetiske formuleringer er imidlertid sjelden så enkle. De fleste kremer og sjampoer klassifiseres som ikke-newtonske væsker, hvis motstand mot strømning endres med mengden kraft (skjærkraft) som påføres.
Reologi er den mer omfattende og essensielle disiplinen for denne industrien. Det er studiet av strømning og deformasjon av væsker, geler og halvfaste stoffer. Et enkelt datapunkt er ikke tilstrekkelig til å forutsi et produkts oppførsel når det pumpes, blandes og fylles. De reologiske egenskapene til et produkt påvirker direkte dets sensoriske egenskaper, langsiktig stabilitet i emballasje og funksjonelle ytelse. For eksempel dikterer viskositeten til en krem dens smørbarhet på huden, og konsistensen til en sjampo påvirker mengden en forbruker doserer fra flasken.
1.2Ikke-newtonske væsker og deres produksjonsutfordringer
Kompleksiteten i kosmetikkproduksjon stammer fra de ulike reologiske oppførselene til de involverte væskene. Å forstå disse oppførselene er nøkkelen til å håndtere de underliggende produksjonsutfordringene.
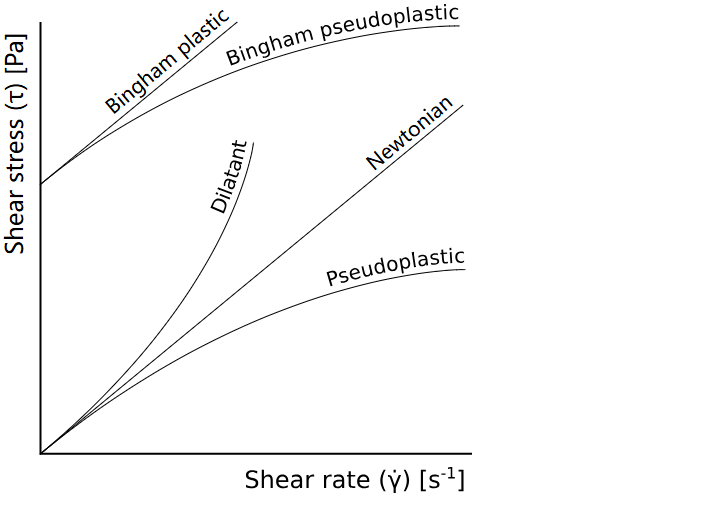
Pseudoplastisitet (skjærfortynning):Dette er en tidsuavhengig egenskap der den tilsynelatende viskositeten til en væske avtar når skjærhastigheten øker. Mange kosmetiske emulsjoner og kremer viser denne oppførselen, noe som er ønskelig for produkter som må være tykke i ro, men bli smørbare eller flytende når de påføres.
Tiksotropi:Dette er en tidsavhengig skjærfortynnende egenskap. Tiksotrope væsker, som visse geler og kolloidale suspensjoner, blir mindre viskøse når de agiteres eller skjæres over tid, og det tar en fast tid å gå tilbake til sin opprinnelige, mer viskøse tilstand når spenningen fjernes. Et klassisk eksempel er dryppfri maling, som tynnes ut under skjæringen av en pensel, men raskt tykner på en vertikal overflate for å forhindre at malingen siger. Yoghurt og noen sjampoer viser også denne egenskapen.
Flytespenningsvæsker:Disse materialene oppfører seg som et fast stoff i ro og begynner først å flyte etter at en påført skjærspenning overstiger en kritisk verdi, kjent som flytegrensen eller flytespenningen. Ketchup er et vanlig eksempel. Innen kosmetikk oppfattes produkter med høy flytegrense av forbrukerne som å ha «mer volum» og en følelse av høyere kvalitet.
1.3 Den direkte effekten på prosesseffektivitet
Den ikke-lineære oppførselen til disse væskene har en betydelig og ofte skadelig effekt på standard produksjonsoperasjoner.
1.3.1 Pumpeoperasjoner:
Ytelsen til sentrifugalpumper, som er allestedsnærværende i produksjon, påvirkes betydelig av væskens viskositet. En pumpehøyde og volumetriske ytelse kan bli betydelig "nedgradert" når man pumper høyviskøse, ikke-newtonske væsker. Studier viser at en økning i faststoffinnhold i en blanding kan føre til reduksjoner i høyde og effektivitet på opptil henholdsvis 60 % og 25 % for konsentrerte blandinger. Denne nedgraderingen er ikke statisk; den høye skjærhastigheten inne i pumpen kan endre væskens tilsynelatende viskositet, noe som fører til uforutsigbar pumpeytelse og mangel på jevn strømning. Den høye motstanden til viskøse væsker legger også større radial belastning på lagre og forårsaker problemer med mekaniske tetninger, noe som øker risikoen for utstyrsfeil og vedlikehold.
1.3.2 Blanding og omrøring:
I en blandetank kan den høye viskositeten til kosmetiske væsker dempe strømningsstrømmen fra blandeimpelleren betraktelig, og konsentrere skjær- og blandevirkningen til et lite område som ligger rett rundt impellerbladet. Dette fører til betydelig energisløsing og forhindrer at hele batchen oppnår homogenitet. For skjærfortynnende væsker forverres denne effekten, ettersom væsken langt fra impelleren opplever lave skjærhastigheter og forblir med høy viskositet, noe som skaper "langsomt blandende øyer" eller "pseudokavner" som ikke homogeniseres ordentlig. Resultatet er en ujevn fordeling av komponenter og et inkonsekvent sluttprodukt.
Den tradisjonelle tilnærmingen med manuell, offline måling av viskositet er fundamentalt utilstrekkelig for å håndtere disse kompleksitetene. Viskositeten til en ikke-newtonsk væske er ikke en enkelt verdi, men en funksjon av skjærhastigheten og, i noen tilfeller, varigheten av skjæringen. Forholdene som en laboratorieprøve måles under (f.eks. i et begerglass med en spesifikk spindelhastighet og temperatur) gjenspeiler ikke de dynamiske skjærforholdene i et rør eller en blandetank. Følgelig er en måling tatt med en fast skjærhastighet og temperatur sannsynligvis irrelevant for væskens oppførsel under en dynamisk prosess. Når et produksjonsteam er avhengig av manuelle kontroller med to timers intervaller, er de ikke bare for trege til å reagere på sanntids prosessfluktuasjoner, men baserer også beslutningene sine på en verdi som kanskje ikke nøyaktig representerer væskens prosesstilstand. Denne avhengigheten av feilaktige, reaktive data skaper en årsakssammenheng med dårlig kontroll og høy driftsvariabilitet, som er umulig å bryte uten en ny, proaktiv tilnærming.

Kosmetisk blanding og blanding
II. Sensorvalg og maskinvareimplementering i tøffe miljøer
Å gå utover manuelle metoder krever valg av robuste og pålitelige online viskosimetere som er i stand til å gi kontinuerlige sanntidsdata fra prosessen.
2.1Online viskositetsmåling
Online viskosimetere, enten installert direkte i prosesslinjen (inline) eller i en bypass-sløyfe, gir viskositetsmålinger i sanntid døgnet rundt, noe som muliggjør konstant prosessovervåking og -kontroll. Dette står i sterk kontrast til offline laboratoriemetoder, som iboende er reaktive og bare kan gi et øyeblikksbilde av prosesstilstanden med diskrete intervaller. Evnen til å innhente pålitelige, kontinuerlige data fra produksjonslinjen er en forutsetning for å implementere et automatisert, lukket kontrollsystem.
2.2 Viktige krav til viskosimeter
Valget av viskometer for kosmetikkproduksjon må styres av de unike miljømessige og driftsmessige begrensningene i industrien.
Miljømessige og holdbarhetsmessige begrensninger:
Høy temperatur og trykk:Kosmetiske formuleringer krever ofte oppvarming til en bestemt temperatur for å sikre riktig blanding og emulgering. Den valgte sensoren må kunne fungere pålitelig ved temperaturer opptil 300 °C og trykk opptil 500 bar.
Korrosjonsbestandighet:Mange kosmetiske ingredienser, inkludert overflateaktive stoffer og diverse tilsetningsstoffer, kan være etsende over tid. De våte delene av sensoren må være laget av svært slitesterke og korrosjonsbestandige materialer. 316L rustfritt stål er et standardvalg på grunn av sin motstandskraft i slike miljøer.
Immunitet mot vibrasjoner:Produksjonsmiljøer er mekanisk støyende, med pumper, omrørere og annet maskineri som produserer betydelige omgivelsesvibrasjoner. En sensors måleprinsipp må være iboende immun mot disse vibrasjonene for å sikre dataintegritet.
2.3 Analyse av viskometerteknologier for prosessintegrasjon
For robust online-integrasjon er visse teknologier mer egnet enn andre.
Vibrasjons-/resonansviskosimetreDenne teknologien fungerer ved å måle væskens dempningseffekt på et vibrerende element, for eksempel en gaffel eller resonator, for å bestemme viskositeten. Dette prinsippet gir flere viktige fordeler for kosmetiske applikasjoner. Disse sensorene har ingen bevegelige deler, noe som minimerer behovet for vedlikehold og reduserer de totale driftskostnadene. En godt konstruert design, for eksempel en balansert koaksial resonator, kansellerer aktivt ut reaksjonsmomenter og er derfor fullstendig ufølsom for monteringsforhold og eksterne vibrasjoner. Denne immuniteten mot omgivelsesstøy sikrer en stabil, repeterbar og reproduserbar måling, selv i turbulent strømning eller under høye skjærforhold. Disse sensorene kan også måle viskositet over et ekstremt bredt område, fra væsker med svært lav til svært høy viskositet, noe som gjør dem svært allsidige for en mangfoldig produktportefølje.
Rotasjons- og andre teknologier:Selv om rotasjonsviskosimetre er svært effektive i laboratoriesammenheng for å generere fullstrømningskurver, kan kompleksiteten og tilstedeværelsen av bevegelige deler gjøre dem utfordrende å vedlikeholde i en inline industriell applikasjon. Andre typer, som fallende element- eller kapillærtypen, kan være egnet for spesifikke applikasjoner, men har ofte begrensninger i måling av ikke-newtonske væsker eller er utsatt for temperatur- og strømningssvingninger.
Påliteligheten til et automatisert kontrollsystem er direkte proporsjonal med hvor pålitelig sensorinngangen er. Derfor er langsiktig stabilitet og minimale kalibreringskrav for viskosimeteret ikke bare praktiske funksjoner; de er grunnleggende krav for et levedyktig og vedlikeholdsfritt kontrollsystem. Kostnaden for en sensor må ikke bare sees på som den opprinnelige kapitalutgiften, men som dens totale eierkostnader (TCO), som inkluderer arbeidskraft og nedetid forbundet med vedlikehold og kalibrering. Data fra instrumenter somkapillærviskosimetreviser at kalibreringen kan forbli stabil i et tiår eller mer med riktig håndtering og rengjøring, noe som demonstrerer at langsiktig stabilitet er en oppnåelig og kritisk egenskap ved prosessinstrumentering. En sensor som kan opprettholde kalibreringen over lengre perioder reduserer risikoen i automatiseringsprosjektet betydelig ved å fjerne en viktig kilde til potensiell prosessvariasjon og gjøre det mulig for systemet å operere autonomt med minimal menneskelig inngripen.
| Teknologi | Prinsipp for drift | Egnethet for ikke-newtonske væsker | Høytemperatur-/trykkkapasitet | Korrosjonsbestandighet | Vibrasjonsimmunitet | Vedlikehold/kalibrering |
| Vibrasjons-/resonanserende | Måler væskedemping på et vibrerende element (gaffel, resonator). | Utmerket (høy skjærkraft, reproduserbar avlesning). | Høy (opptil 300 °C, 500 bar). | Utmerket (alle våte deler i 316L rustfritt stål). | Utmerket (balansert resonatordesign). | Lav (ingen bevegelige deler, minimal tilsmussing). |
| Rotasjonsmessig | Måler dreiemomentet som kreves for å rotere en spindel i væsken. | Utmerket (gir en full strømningskurve i et laboratoriemiljø). | Moderat til høy (varierer etter modell). | Bra (krever spesifikke spindelmaterialer). | Dårlig (svært følsom for ytre vibrasjoner). | Høy (hyppig rengjøring, bevegelige deler). |
| Kapillær-/differensialtrykk | Måler trykkfall over et fast rør ved konstant strømningshastighet. | Begrenset (gir en enkelt gjennomsnittlig newtonsk viskositet). | Moderat til høy (krever temperaturstabilitet). | Bra (avhenger av kapillærmaterialet). | Moderat (strømningsavhengig, krever stabil strømning). | Høy (krever rengjøring, utsatt for tilstopping). |
| Fallende element | Måler tiden det tar for et element å falle gjennom væsken. | Begrenset (gir en enkelt gjennomsnittlig newtonsk viskositet). | Moderat til høy (avhenger av materialene). | Bra (avhenger av materialet i elementet). | Moderat (utsatt for vibrasjoner). | Moderat (bevegelige deler, krever omkalibrering). |
2.4 Optimal sensorplassering for nøyaktige data
Den fysiske plasseringen av viskosimeteret er like kritisk som selve teknologien. Riktig plassering sikrer at dataene som samles inn er representative for prosesstilstanden. Beste praksis tilsier at sensoren plasseres på et sted der væsken er homogen og der følerelementet er helt nedsenket til enhver tid. Høye punkter i rørledningen der luftbobler kan samle seg, bør unngås, da medrevne luft kan forstyrre målingene, spesielt forvibrasjonsviskosimetrePå samme måte bør installasjon i "stagnasjonssoner" der væsken ikke er i konstant bevegelse unngås for å forhindre at det dannes materialavleiringer på sensoren. En god strategi er å plassere sensoren i en del av røret der strømningen er stabil og jevn, for eksempel et vertikalt stigerør eller et område med jevn strømningshastighet, for å gi de mest pålitelige dataene til kontrollsystemet.
Tredje.Sømløs PLS/DCS-integrasjon via RS485
Den vellykkede utplasseringen av enonline viskosimeterer avhengig av sømløs integrering i den eksisterende kontrollinfrastrukturen for anlegget. Valg av kommunikasjonsprotokoll og fysisk lag er en strategisk beslutning som balanserer pålitelighet, kostnad og kompatibilitet med eldre systemer.
3.1 Oversikt over systemarkitektur
Standard industriell kontrollarkitektur for denne applikasjonen er et master-slave-forhold. Anleggets sentrale PLS eller DCS fungerer som "master" og initierer kommunikasjon med viskosimeteret, som fungerer som "slave"-enhet. Slaveenheten forblir "stille" inntil den blir forespurt av masteren, hvoretter den svarer med de forespurte dataene. Denne én-til-mange-kommunikasjonsmodellen forhindrer datakollisjoner og forenkler nettverksadministrasjon.
3.2 RS485-kommunikasjonsgrensesnittet
RS485-kommunikasjonsgrensesnittet er en robust og bredt tatt i bruk standard for industriell automatisering, spesielt for applikasjoner som krever langdistansekommunikasjon med flere punkter.
Tekniske fordeler:
Langdistanse og flerdropRS485 støtter dataoverføring over avstander opptil 2000 meter, noe som gjør den ideell for store industrianlegg. En enkelt buss kan koble til opptil 30 enheter, et antall som kan utvides til 24/7 ved bruk av repeatere, noe som reduserer kostnadene og kompleksiteten til kabelinfrastrukturen betydelig.
Støyimmunitet:RS485 benytter en balansert, differensiell signaleringsmetode over en tvunnet parkabel. Denne designen gir eksepsjonell immunitet mot elektromagnetisk interferens (EMI) og annen elektrisk støy, noe som er et vanlig problem i et anleggsmiljø med store motorer og frekvensomformere.


3.3 Bygge bro over gapet mellom PLS og DCS
RS485 er ikke bare en teknisk preferanse; det er en strategisk forretningsbeslutning som reduserer inngangsbarrieren for prosessautomatisering betydelig. Dens evne til å dekke lange avstander og motstå støy gjør den ideell for industrielle miljøer der disse faktorene er viktigere enn rå kommunikasjonshastighet.
IV. Teoretisk utledning av modellbasert adaptiv kontroll
Denne delen gir det grundige intellektuelle grunnlaget for en kontrollstrategi som er i stand til å håndtere den komplekse, ikke-lineære dynamikken til kosmetiske væsker.
4.1 Behovet for avansert kontroll
Tradisjonelle proporsjonale-integral-derivative (PID)-regulatorer er basert på lineære modeller av en prosess og er dårlig rustet til å håndtere den ikke-lineære, tidsavhengige og variable egenskapsoppførselen til ikke-newtonske væsker. En PID-regulator er reaktiv; den venter på at et avvik fra settpunktet skal oppstå før den begynner å iverksette korrigerende tiltak. For en prosess med lang responsdynamikk, for eksempel en stor blandetank eller et fortykningsmiddel, kan dette føre til langsom feilretting, oscillasjoner eller overskridelse av målviskositeten. Videre vil eksterne forstyrrelser, for eksempel temperatursvingninger eller variasjoner i innkommende råmaterialesammensetning, nødvendiggjøre konstant manuell omjustering av PID-regulatoren, noe som fører til prosessinstabilitet og ineffektivitet.
4.2 Reologisk modellering for kontroll
Grunnlaget for en vellykket kontrollstrategi for ikke-newtonske væsker er en nøyaktig og prediktiv matematisk modell av deres oppførsel.
4.2.1 Konstitutiv modellering (første prinsipper):
Herschel-Bulkley-modellen er en kraftig konstitutiv ligning som brukes til å beskrive den reologiske oppførselen til væsker som viser både flytespenning og skjærfortynnende eller skjærfortykkende egenskaper. Modellen relaterer skjærspenning (τ) til skjærhastighet (γ˙) ved hjelp av tre nøkkelparametere:
τ=τγ+K(γ˙)n
τγ (Flyttespenning): Den minste skjærspenningen som må overskrides for at væsken skal begynne å strømme.
K (konsistensindeks): En parameter analog med viskositet, som representerer væskens strømningsmotstand.
n (Flow Behavior Index): En avgjørende parameter som definerer væskens oppførsel: n<1 for skjærfortynning (pseudoplastisk), n>1 for skjærfortykning (dilatant), og n=1 for en Bingham-plast.
Denne modellen gir et matematisk rammeverk for en kontroller for å forutsi hvordan en væskes tilsynelatende viskositet vil endre seg under varierende skjærhastigheter i prosessen, fra et blandingsområde med lav skjærkraft til et miljø med høy skjærkraft i en pumpe.
4.2.2 Datadrevet modellering:
I tillegg til førsteprinsippmodeller kan en datadrevet tilnærming brukes til å bygge en prosessmodell som lærer av sanntidsdataene fra det online viskosimeteret. Dette er spesielt nyttig for komplekse formuleringer der en presis førsteprinsippmodell er vanskelig å utlede. En datadrevet modell kan adaptivt justere og optimalisere sensorparametere i sanntid for å ta hensyn til eksterne faktorer som endringer i oljesammensetning eller temperatursvingninger. Denne tilnærmingen har vist seg å kontrollere den gjennomsnittlige absolutte feilen i viskositetsmålinger innenfor et smalt område, noe som demonstrerer utmerket ytelse og pålitelighet.
4.3 Utledning av adaptiv kontrolllov
Kjernen i et modellbasert adaptivt kontrollsystem er dets evne til kontinuerlig å lære og tilpasse seg skiftende prosessforhold. Kontrolleren er ikke avhengig av faste parametere, men oppdaterer dynamisk sin interne modell av prosessen.
Kjerneprinsipp:En adaptiv kontroller estimerer eller oppdaterer kontinuerlig parametrene til sin interne modell i sanntid basert på innkommende sensordata. Dette lar kontrolleren «lære» og kompensere for prosessvariasjoner forårsaket av endringer i råmaterialer, slitasje på utstyr eller miljøendringer.
Kontrolllovgivningsformulering:
Modellparameterestimering: En parameterestimator, ofte basert på en rekursiv minste kvadraters (RLS) algoritme med en adaptiv glemmefaktor, bruker sanntids sensordata (viskositet, temperatur, skjærhastighet) til kontinuerlig å justere modellparametrene, for eksempel K- og n-verdiene til Herschel-Bulkley-modellen. Dette er den "adaptive" komponenten.
Prediktiv kontrollalgoritme:Den oppdaterte prosessmodellen brukes deretter til å forutsi væskens fremtidige oppførsel. En Model Predictive Control (MPC)-algoritme er en ideell strategi for denne applikasjonen. MPC kan håndtere flere manipulerte variabler (f.eks. tilsetningshastighet for fortykningsmiddel og pumpehastighet) samtidig for å kontrollere flere utgangsvariabler (f.eks. viskositet og temperatur). MPCs prediktive natur lar den beregne de nøyaktige justeringene som trengs for å holde prosessen på sporet, selv med lange tidsforsinkelser, slik at væsken holder seg innenfor sitt optimale reologiske "vindu" til enhver tid.
Overgangen fra enkel tilbakekoblingskontroll til modellbasert adaptiv kontroll representerer et fundamentalt skifte fra reaktiv til proaktiv prosessstyring. En tradisjonell PID-kontroller er iboende reaktiv og venter på at en feil skal oppstå før den iverksetter tiltak. For en prosess med betydelige tidsforsinkelser er denne reaksjonen ofte for sen, noe som fører til overskridelser og svingninger. En adaptiv kontroller kan, ved kontinuerlig å lære prosessmodellen, forutsi hvordan en oppstrømsendring – for eksempel en variasjon i et råmateriales sammensetning – vil påvirke sluttproduktets viskositet før avviket blir betydelig. Dette lar systemet gjøre proaktive, beregnede justeringer, slik at produktet holder seg i henhold til spesifikasjonene og minimerer svinn og variasjon. Dette er den primære driveren for de massive reduksjonene i batchvariabilitet og materialsvinn som er dokumentert i vellykkede implementeringer.
V. Praktisk implementering, validering og operative strategier
Den siste fasen av et prosjekt er vellykket utrulling og langsiktig forvaltning av det integrerte systemet. Dette krever grundig planlegging og overholdelse av beste praksis for driften.
5.1 Beste praksis for distribusjon
Integreringen av online viskometri og adaptiv kontroll er en kompleks oppgave som bør overlates til erfarne systemintegratorer. Et veldefinert front-end-design er avgjørende, ettersom opptil 80 % av prosjektproblemer kan spores tilbake til denne fasen. Ved ettermontering av eldre kontrollsystemer kan en kvalifisert integrator tilby den nødvendige ekspertisen for å bygge bro over kommunikasjonsgap og sikre en sømløs migrering. Videre er riktig plassering av sensorer avgjørende. Viskosimeteret må installeres på et sted fritt for luftbobler, stagnasjonssoner og store partikler som kan forstyrre målingene.
5.2 Datavalidering og avstemming
For at et kontrollsystem skal være pålitelig, må dataene det er basert på valideres og avstemmes. Industrielle sensorer i tøffe miljøer er utsatt for støy, avdrift og feil. En kontrollsløyfe som blindt stoler på rådata fra sensorer er skjør og utsatt for kostbare feil.
Datavalidering:Denne prosessen innebærer å behandle rådata fra sensorer for å sikre at verdiene er meningsfulle og innenfor det forventede området. Enkle metoder inkluderer å filtrere ut avvikere og ta gjennomsnittet av flere målinger over en definert tidsperiode for å redusere støy.
Deteksjon av grov feil:Statistiske tester, som kji-kvadrat-testen, kan brukes til å oppdage betydelige feil eller sensorfeil ved å sammenligne verdien av objektivfunksjonen med en kritisk verdi.
Dataavstemming:Dette er en mer avansert teknikk som bruker redundante sensordata og prosessmodeller (f.eks. massebevaring) for å produsere et enkelt, statistisk validert datasett. Denne prosessen øker tilliten til systemet og gir et selvbevisst lag med robusthet mot mindre sensoravvik og feil.
Implementeringen av et datavalideringslag er ikke en valgfri funksjon; det er en nødvendig intellektuell komponent som gjør hele kontrollsystemet robust og pålitelig i møte med reelle inkonsekvenser. Dette laget forvandler systemet fra et enkelt automatiseringsverktøy til en virkelig intelligent, selvovervåkende enhet som kan opprettholde produktkvaliteten uten konstant menneskelig tilsyn.
5.3 Langsiktig vedlikehold og bærekraft
Den langsiktige suksessen til et online viskometrisystem avhenger av en veldefinert vedlikeholdsstrategi.
Sensorvedlikehold: Bruk av robuste viskometerdesign uten bevegelige deler og korrosjonsbestandige materialer, som 316L rustfritt stål, kan redusere utfordringene med tilsmussing betydelig og forenkle vedlikeholdsrutiner.
Systemkalibrering og validering:Regelmessig kalibrering er viktig for å sikre viskosimeterets langsiktige nøyaktighet. For høypresisjonsapplikasjoner bør kalibrering med sertifiserte viskositetsstandarder utføres regelmessig, men hyppigheten kan reduseres for mindre kritiske applikasjoner. Som vist i langsiktige stabilitetsstudier, kan noen viskosimetertyper, som glasskapillar- eller vibrasjonsviskosimetre, opprettholde kalibreringen i årevis, noe som reduserer hyppigheten av kostbare kalibreringshendelser betydelig.
AEn effektiv løsning kan gi konkrete fordeler: en betydelig reduksjon i variasjon fra batch til batch og materialsvinn, og en vei mot fullstendig autonom, intelligent produksjon.Start your opTimizationby svindeltakt Lonnmeter.
Publisert: 09.09.2025







