

Den operasjonelle og økonomiske ytelsen til olje- og gassforetak er uløselig knyttet til den presise styringen av væskeegenskaper, der viskositet er en kritisk, men ofte undervurdert, parameter. Viskositet, en væskes iboende motstand mot strømning, fungerer som en primær spak for å kontrollere alt fra effektiviteten i boreoperasjoner til kvaliteten på sluttproduktene. Denne rapporten presenterer en sentral tese: den tradisjonelle tilnærmingen til viskositetsovervåking, som er avhengig av reaktiv, offline laboratorieanalyse, er fundamentalt utilstrekkelig. I stedet er en investering i svært nøyaktig inline viskometri en strategisk kapitalutgift som overfører driften fra en reaktiv holdning til en proaktiv og prediktiv kontrollmodell.
1.1 Viskositet-verdi-nexuset
Forretningsargumentet for å forbedre nøyaktigheten av viskositetsmålinger er overbevisende og mangesidig. Høypresisjonssystemer gir ikke bare bedre data; de åpner for betydelig driftseffektivitet og leverer betydelig økonomisk avkastning. Analysen indikerer en rask gjennomsnittlig tilbakebetalingstid på omtrent ni måneder for slike systemer, drevet av en kombinasjon av faktorer. Viktige økonomiske fordeler inkluderer dokumenterte reduksjoner i drivstoffkostnader på 1,5 % til 2,5 %, betydelige materialbesparelser og en betydelig reduksjon i arbeidskraftbehov ved å automatisere oppgaver og minimere manuell inngripen.
1.2 Oversikt over de viktigste funnene
-
Finansiell innvirkning: Høynøyaktige systemer rettferdiggjør investeringen med rask avkastning, først og fremst gjennom konkrete besparelser i material-, energi- og lønnskostnader.
-
Driftsfordeler: Kontinuerlig overvåking i sanntid med et stabilt og pålitelig signal muliggjør umiddelbare, automatiserte prosessjusteringer, og forbedrer dermed kvalitetskontrollen, minimerer svinn og reduserer driftsstans.
-
Teknologisk skifte: Bransjen beveger seg utover enkel måling til et nytt paradigme der svært nøyaktige viskosimetere integreres i intelligente multisensorsystemer. Disse avanserte plattformene bruker sofistikerte algoritmer og sensorfusjon for å gi prediktiv analyse og autonom kontroll, noe som transformerer vedlikeholds- og driftsstrategi.
1.3 Anbefalinger
For å utnytte disse mulighetene anbefales det at ledelse og beslutningstakere strategisk allokerer kapital til neste generasjons viskometerteknologi. Dette bør ikke sees på som en enkel utskifting av utstyr, men som en grunnleggende oppgradering av prosesskontrollsystemer. Samtidig bør FoU-ingeniører utvikle en teknologiintegrasjonsstrategi som prioriterer systemer med iboende robusthet og kapasitet for datafusjon, samtidig som de etablerer standardiserte måleprotokoller for å maksimere verdien av den nye infrastrukturen.
2.0 Innledning: Viskositetens kritiske rolle i olje- og gassoperasjoner
2.1 Viskositetens allestedsnærværelse
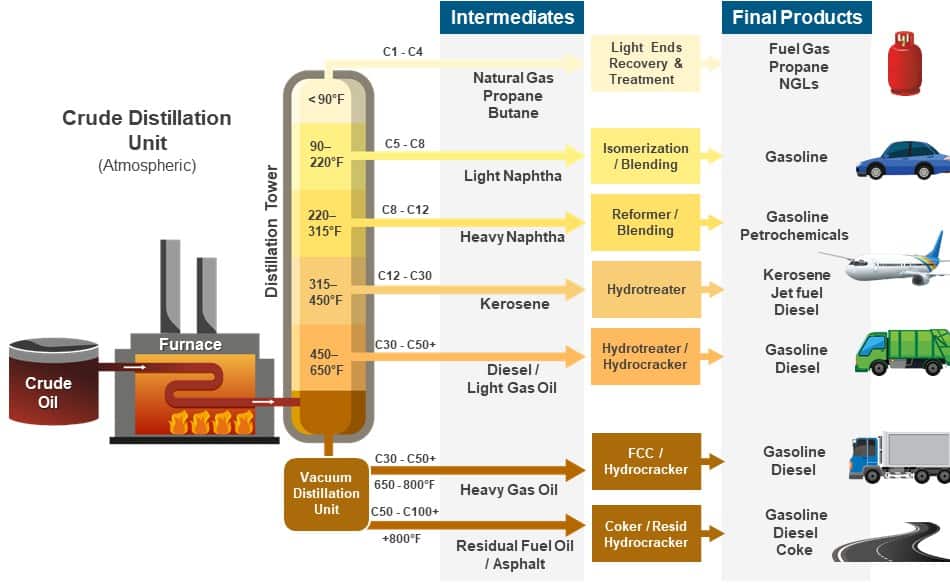
Viskositet er en grunnleggende fysisk egenskap definert som en væskes indre motstand mot strømning eller deformasjon under påført kraft. Denne egenskapen er avgjørende i hele olje- og gassverdikjeden, fra de første stadiene av utvinning til den endelige raffineringen og transporten av sluttprodukter. I boreoperasjoner må for eksempel viskositeten til borevæsker (eller slam) kontrolleres nøye for å sikre at de kan føre steinkaks til overflaten, kjøle ned og smøre borekronen og opprettholde stabilitet i borehullet. I rørledningstransport er den høye viskositeten til tung råolje en stor utfordring som nødvendiggjør sanntidsjusteringer av oppvarming eller fortynningsmiddelinjeksjon for å sikre effektiv strømning og forhindre blokkeringer. Raffinerings- og sluttproduktsektorene er avhengige av viskositetsmålinger for kvalitetskontroll av smøremidler, drivstoff og andre raffinerte fraksjoner, da avvik kan føre til betydelige ytelses- og kvalitetsproblemer. Viskositet kvantifiseres vanligvis som dynamisk viskositet, som er et direkte mål på indre motstand, eller kinematisk viskositet, som er forholdet mellom dynamisk viskositet og væsketetthet.
2.2 Problemformuleringen
Historisk sett har viskositet blitt målt ved hjelp av offline, laboratoriebaserte metoder som kapillærviskosimetre eller benkmonterte rotasjonsviskosimetre. Selv om disse laboratoriemetodene er utformet for vitenskapelig nøyaktighet under kontrollerte forhold, er de iboende langsomme og arbeidskrevende.
Forsinkelsen mellom prøveinnsamling og resultatanalyse skaper en grunnleggende begrensning: prosessjusteringer gjøres reaktivt, først etter at et avvik allerede har oppstått. Dette fører til perioder med produksjon utenfor spesifikasjonene, overprosessering og økt nedetid mens man venter på resultater. Videre kan de tøffe, virkelige forholdene i en prosessstrøm – inkludert høye temperaturer, trykk og strømningshastigheter – gjøre laboratoriemålinger unøyaktige fordi væskens reologiske egenskaper er nært knyttet til strømningsforholdene. Utfordringen ligger derfor i å innhente kontinuerlige, pålitelige viskositetsdata i sanntid direkte fra prosessstrømmen, en oppgave som inline-viskosimetre er unikt egnet for.
2.3 Rapportens omfang og mål
Denne rapporten fungerer som en anvendt studie for å undersøke hvordan nøyaktigheten til inline-viskosimetre direkte påvirker resultatene av oljestrømningsovervåking. Den har som mål å gi en omfattende analyse for både ledelse og teknisk publikum, med fokus på kostnadsreduksjon og effektivitetsforbedring. Rapporten er strukturert til å:
-
Systematisk gjennomgå teknologien og driftsprinsippene til moderne inline-viskosimetre.
-
Gjennomfør en grundig analyse av de ulike kildene til målefeil og de kaskaderende effektene av unøyaktighet.
-
Sammenlign nøyaktighetskrav på tvers av ulike industrielle scenarier og evaluer de resulterende produksjonsfordelene.
-
Utforsk det transformative potensialet til dataintegrasjon og intelligente algoritmer for å forbedre overvåkingspresisjonen.
-
Evaluer den teknoøkonomiske begrunnelsen for å investere i høynøyaktighetutstyr gjennom en detaljert kost-nytte-analyse.
3.0 Grunnleggende prinsipper: En systematisk gjennomgang av inline-viskosimeterteknologi
3.1 Klassifisering av inline-viskosimetre
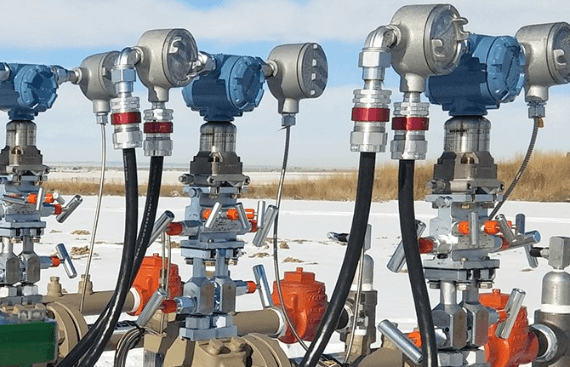
Inline-viskosimetre gir kontinuerlige målinger i sanntid i en prosessstrøm, noe som gir en betydelig fordel i forhold til langsom, intermitterende laboratoriebasert testing. Disse instrumentene opererer etter ulike fysiske prinsipper, hver med sine distinkte fordeler og begrensninger.
-
Vibrasjonsviskosimetre: Disse enhetene fungerer ved å måle dempingseffekten en væske har på et vibrerende element, for eksempel et blad eller en stemmegaffel. Den viskøse luftmotstanden i væsken begrenser vibrasjonen, og denne endringen i amplitude omdannes til et viskositetssignal. En viktig fordel med denne teknologien er fraværet av bevegelige deler, noe som resulterer i en svært slitesterk design med lite vedlikehold som i stor grad ikke påvirkes av eksterne faktorer som strømningshastighet, vibrasjoner eller smusspartikler.
-
Rotasjonsviskosimetre: Dette er en mye brukt teknologi der en spindel senkes ned i en væske og roteres med konstant hastighet. Instrumentet måler dreiemomentet (rotasjonskraften) som kreves for å opprettholde den hastigheten; dette dreiemomentet er direkte proporsjonalt med væskens viskositet. Rotasjonsviskosimetre kan bruke forskjellige dreiemomentmålingssystemer. Fjærsystemet, basert på en dreie- og fjærenhet, gir høy målenøyaktighet, spesielt i områder med lav viskositet, men er mer delikat og har et begrenset måleområde. Servosystemet bruker derimot en presisjonsservomotor og kan dekke et bredt spekter av viskositeter i et enkelt instrument, noe som gir større robusthet på bekostning av litt lavere nøyaktighet for væsker med lav viskositet og lave hastigheter.
-
Hydrodynamiske viskometere: Dette prinsippet er basert på trykkendringen indusert av væskestrømning gjennom et kileformet gap dannet av en roterende rotor og en statisk ytre overflate. Forskyvningen av den ytre overflaten, som fungerer som en fjær, måles av en induktiv sensor og er proporsjonal med væskens viskositet. Denne designen er spesielt robust under tøffe forhold, ettersom måleprinsippet er frakoblet fra potensiell lagerfriksjon og ikke lett påvirkes av prosessvæskeegenskaper.
3.2 Viktige ytelsesmål
For alle inline-viskosimetere er de viktigste målepunktene nøyaktighet og repeterbarhet. Nøyaktighet defineres som hvor nær en måling er væskens sanne viskositetsverdi, mens repeterbarhet er evnen til å produsere konsistente resultater på tvers av flere, påfølgende tester av samme prøve under identiske forhold. Disse to målepunktene er avgjørende for pålitelig prosesskontroll. Uten et stabilt og repeterbart signal kan ikke et kontrollsystem foreta sikre justeringer, og uten nøyaktighet er eventuelle justeringer basert på en feilaktig forståelse av væskens sanne tilstand.
3.3 Tabell 1: Sammenligningsmatrise for viskosimeterteknologi
Denne tabellen gir en kortfattet oversikt over de tekniske og driftsmessige avveiningene mellom de primære typene inline-viskosimetre, og fungerer som et raskt beslutningsverktøy for teknologivalg.
| Metrisk | Vibrasjonsmessig | Rotasjonsmessig | Hydrodynamisk |
| Driftsprinsipp | Måler dempingen av et vibrerende element. | Måler dreiemoment for å opprettholde en konstant rotasjonshastighet. | Måler trykkendring i et kileformet gap skapt av en roterende sylinder. |
| Viktigste fordel(er) | Ingen bevegelige deler, svært slitesterk, lite vedlikehold, ufølsom for strømning og partikler. | Allsidig med bredt måleområde; kan håndtere både tynne og tykke væsker. | Robust under tøffe forhold, målingen er frikoblet fra lagerfriksjon. |
| Viktigste ulempe(r) | Ikke eksplisitt angitt, men kan ha begrensninger i visse høyviskositetsapplikasjoner. | Servosystemer kan ha lavere nøyaktighet for lave viskositeter og hastigheter. | Krever et roterende element og presis spaltegeometri, potensielt følsom for slitasje. |
| Vedlikehold | Generelt vedlikeholdsfritt med lang levetid.21 | Krever periodiske kalibreringskontroller, spesielt for fjærsystemer; utsatt for mekanisk slitasje. | Krever robuste mekaniske komponenter; langvarig slitasje kan påvirke nøyaktigheten. |
| Egnethet for ikke-newtonske væsker | Dempingseffekten kan være kompleks; spesifikke modeller er nødvendige. | Kan håndtere ikke-newtonske væsker ved å variere skjærhastigheten. | Kan utformes for å måle ved forskjellige hastigheter for å karakterisere væskeoppførsel. |
| Følsomhet for miljøfaktorer | Ufølsom for vibrasjoner, strømningshastighet og smusspartikler. | Følsom for turbulens og feil spindelvalg. | Kan påvirkes av høye hastigheter som fører til turbulent strømning og sentrifugalkrefter. |
| Eksempel på applikasjon | Kontroll av forbrenning av fyringsolje på skip. | Produksjon av maling, belegg og lim. | Overvåking i tøffe industrielle prosesser med slipende væsker. |
4.0 En systematisk analyse av feil og presisjon i industriell viskometri
Selv de mest avanserte inline-viskosimeterne kan gi feilaktige avlesninger hvis de ulike feilkildene ikke forstås og reduseres fullt ut. Disse kildene kan grovt sett kategoriseres i væskespesifikke problemer og instrumentelle eller prosedyremessige faktorer. Hvis disse ikke håndteres, kan det føre til en kaskade av negative forretningsresultater.
4.1 Kilder til måleunøyaktighet og manglende repeterbarhet
-
Væskespesifikke feil: De iboende egenskapene og tilstanden til selve væsken representerer en primær feilkilde. Viskositet er ekstremt følsom for temperatur; selv et skifte på bare én eller to grader kan forårsake en betydelig endring i en avlesning. Mangel på riktig temperaturkompensasjon kan gjøre et helt måledatasett ubrukelig. Mange industrielle væsker, som boreslam eller polymerløsninger, er ikke-newtonske, noe som betyr at viskositeten deres endres med skjærhastigheten. Bruk av et viskometer som opererer med en enkelt, udefinert skjærhastighet kan føre til svært misvisende resultater for disse væskene. Videre kan forurensning fra luftbobler, partikler eller andre prosessvæsker forårsake feilaktige og ustabile avlesninger, et spesielt problem for inline-systemer som ikke lett kan forbehandles.
-
Instrumentelle og prosedyremessige feil: Selve instrumentet og protokollene som styrer bruken av det er en annen nøkkelfaktor. Alle viskosimetere er utsatt for "drift" over tid på grunn av mekanisk slitasje og miljøeksponering, noe som nødvendiggjør regelmessig, sporbar kalibrering med standardvæsker for å sikre nøyaktighet. Valg av sensor og oppsett er også kritisk. For rotasjonssystemer kan bruk av feil spindel eller hastighet føre til turbulent strømning, noe som forvrenger avlesningene, spesielt for væsker med lav viskositet. På samme måte kan feil plassering eller nedsenking av sensoren forårsake avleiringer og føre til unøyaktige data. Til slutt kan det tøffe driftsmiljøet i seg selv – inkludert vibrasjoner fra pumper og tungt utstyr, samt ekstreme trykk og strømningshastigheter – kompromittere nøyaktigheten og repeterbarheten til visse viskosimeterteknologier.
4.2 Den sanne kostnaden ved unøyaktighet
En unøyaktig viskometeravlesning starter en direkte og følgelig kjede av negative hendelser. Først mottar kontrollsystemet et falskt signal, noe som fører til feil justering av en prosessparameter, for eksempel å tilsette for mye fortynningsmiddel til en væske eller feil justering av pumpetrykket. Denne feilaktige handlingen resulterer i en umiddelbar driftsfeil, for eksempel et produktparti som ikke er i samsvar med spesifikasjonene, ineffektivt energiforbruk eller overdreven slitasje på utstyr. Denne driftsfeilen sprer seg deretter gjennom virksomheten og skaper bredere implikasjoner som inkluderer økte kostnader fra materialsvinn, redusert utbytte, potensielle produkttilbakekallinger og til og med manglende overholdelse av forskrifter. Disse skjulte kostnadene ved unøyaktighet representerer en betydelig forretningsrisiko som langt oppveier kostnadene ved å investere i et mer presist instrument.
4.3 Tabell 2: Vanlige feilkilder i viskometere og strategier for å redusere dem
Denne tabellen fungerer som et praktisk diagnostisk og proaktivt planleggingsverktøy, og kartlegger spesifikke feilkilder mot deres observerbare effekter og anbefalte avbøtende strategier.
| Feilkildekategori | Spesifikk feil | Observerbar effekt | Anbefalte tiltak |
| Væske | Temperaturustabilitet | Driftende eller fluktuerende avlesninger. | Bruk integrerte temperatursensorer og kompensasjonsalgoritmer. |
| Væske | Ikke-newtonsk atferd | Inkonsistente avlesninger ved forskjellige skjærhastigheter. | Velg et viskometer som kan operere med variable skjærhastigheter. |
| Væske | Forurensning (luftbobler, partikler) | Ustabile eller ikke-repeterbare resultater. | Implementer riktig prøvehåndtering eller velg et viskometer som er ufølsomt for partikler. |
| Miljø | Vibrasjon og anleggsstøy | Ustabile eller ikke-repeterbare avlesninger. | Velg en robust teknologi som et vibrasjonsviskosimeter, som er ufølsom for disse faktorene. |
| Miljø | Strømningshastighet og trykk | Ustabile avlesninger, turbulens eller feilaktige data. | Installer sensorer i en bypass-ledning eller velg et viskometer som ikke påvirkes av strømningshastighet. |
| Instrumental/Prosedural | Sensordrift | Gradvis endring i avlesninger over tid. | Implementer en rutinemessig, sporbar kalibreringsplan ved bruk av sertifiserte referansestandarder. |
| Instrumental/Prosedural | Feil spindel-/hastighetsvalg | Upålitelige avlesninger (f.eks. dreiemoment under 10 %). | Velg riktig spindel og hastighet for å sikre en stabil, ikke-turbulent avlesning. |
5.0 Oversette nøyaktighet til produksjonsresultater: Casestudier og industrielle fordeler
Fordelene med svært nøyaktig viskometri er ikke teoretiske; de oversettes direkte til konkrete forbedringer i hele verdikjeden for olje og gass.
5.1 Anvendelser på tvers av olje- og gassverdikjeden
-
Borevæsker: Viskositeten til boreslam er avgjørende for effektive og sikre boreoperasjoner. Som vist i et prosjekt i Marcellus-skiferen, kan sanntidsviskosimeterdata veilede umiddelbare justeringer av boreslammets viskositet, noe som sikrer optimal ytelse og stabilitet i borehullet i varierende fjellformasjoner. Denne proaktive tilnærmingen forhindrer borekomplikasjoner og forbedrer den generelle effektiviteten.
-
Rørledningstransport: Den eksepsjonelt høye viskositeten til tung råolje er en betydelig hindring for transport, og krever viskositetsreduksjon gjennom oppvarming eller fortynning. Ved å gi kontinuerlige, nøyaktige målinger, muliggjør inline-viskosimetre sanntidskontroll over disse prosessene. Dette sikrer at væsken holder seg innenfor regulatoriske viskositetsstandarder for rørledningstransport, samtidig som energien som kreves for pumping minimeres og kostnadene forbundet med overdreven bruk av fortynningsmiddel reduseres.
-
Raffinering og kontroll av sluttprodukt: Viskositet er en viktig kvalitetsmåling for raffinerte produkter som smøremidler og drivstoff. Et stort europeisk oljeraffineri bruker for eksempelinline viskosimetereå kontinuerlig overvåke viskositeten til restoljen, og dermed gi data til en automatisert kontrollsløyfe som optimaliserer forstøvningen før forbrenning. Denne prosessen sikrer fullstendig forbrenning og reduserer skadelige avleiringer, noe som forlenger motorens levetid og forbedrer den generelle ytelsen.
5.2 Den proaktive fordelen med presisjon
Et viktig skille mellom tradisjonell og avansert viskositetsovervåking ligger i overgangen fra reaktiv til proaktiv kontroll. Et system med lavnøyaktige viskosimetere eller et som er avhengig av forsinkede laboratorieresultater, opererer reaktivt; det oppdager et avvik fra et settpunkt etter at det allerede har oppstått. Operatøren eller et automatisert system må deretter iverksette en korrigerende handling, noe som resulterer i perioder med produksjon utenfor spesifikasjonene, materialsvinn og nedetid. I motsetning til dette gir et høynøyaktig inline-system et stabilt og pålitelig signal i sanntid. Dette muliggjør umiddelbare, presise og automatiserte justeringer for å opprettholde settpunkter før et betydelig avvik kan oppstå. Denne proaktive evnen minimerer produktvariabilitet, reduserer feil og maksimerer gjennomstrømning og utbytte, som alle direkte og positivt påvirker bunnlinjen.
6.0 Den neste grensen: Integrering av intelligente systemer og sensorfusjon
Det sanne potensialet til svært nøyaktig viskometri realiseres fullt ut når dataene ikke lenger behandles isolert, men integreres i et større, intelligent økosystem for prosessovervåking.
6.1 Kraften ved dataintegrasjon
Høynøyaktige viskosimetere blir strategiske ressurser når dataene deres kombineres med andre kritiske prosessvariabler, som temperatur, trykk og strømningshastighet. Denne dataintegrasjonen gir et mer omfattende og nøyaktig bilde av den generelle systemtilstanden. For eksempel kan en komplett massestrømningsmåling oppnås ved å kombinere et høynøyaktig viskosimeter med en positiv fortrengningsstrømningsmåler, noe som gir et mer pålitelig mål på drivstofforbruket i kilogram i stedet for bare liter. Disse integrerte dataene muliggjør mer nyanserte og nøyaktige parameterjusteringer.
6.2 Fremveksten av intelligente algoritmer
Avansert analyse og maskinlæring (ML) forandrer hvordan viskositetsdata tolkes og brukes. ML-algoritmer som k-NN (k-nærmeste neighbor) og SVM (støttevektormaskin) kan trenes på viskometerdata for å beregne viskositet med bemerkelsesverdig nøyaktighet, og oppnå opptil 98,9 % nøyaktighet for ukjente væsker i én studie.
Utover enkel beregning ligger den viktigste fremgangen i prediktivt vedlikehold og anomalideteksjon gjennom sensorfusjon. Denne tilnærmingen innebærer å kombinere data fra flere kilder – inkludert viskosimetere, temperatursensorer og vibrasjonsmonitorer – og analysere dem med dyplæringsmodeller, som SFTI-LVAE-rammeverket. Denne modellen lager en kontinuerlig "helseindeks" for et system, som korrelerer subtile, multivariate endringer i dataene med tidlige tegn på forringelse. En studie på smøreoljer viste at denne metoden kunne gi et tidlig varsel om smørefeil opptil 6,47 timer i forveien med en deteksjonsnøyaktighet på 96,67 % og null falske alarmer.
6.3 Fra kontroll til prediksjon
Integreringen av intelligente algoritmer representerer et fundamentalt skifte i driftsfilosofien. Et tradisjonelt system er en enkel kontrollsløyfe som reagerer på en viskositetsendring. Et AI-drevet system analyserer imidlertid viskometerdata i en bredere kontekst med andre sensorinnganger, og identifiserer subtile trender som ville blitt oversett av en menneskelig operatør eller en enkel algoritme. Denne overgangen fra et automatisert, reaktivt system til et prediktivt, intelligent system muliggjør "autonomt vedlikehold". Det løfter operatørens rolle fra reaktiv feilsøking til strategisk tilsyn, noe som fører til dramatiske reduksjoner i systemnedetid, reduserte vedlikeholdskostnader og en mer effektiv levetid for dyrt utstyr.
7.0 Teknoøkonomisk analyse: Investeringsbegrunnelse og avkastningsrammeverk
7.1 Analyse av totale eierkostnader (TCO)
Den opprinnelige investeringen for et svært nøyaktig inline-viskosimeter kan variere fra omtrent 1 295 dollar for en grunnleggende laboratorieenhet til over 17 500 dollar for et profesjonelt inline-system. En lav inngangspris betyr imidlertid ikke nødvendigvis lave totale eierkostnader. En omfattende analyse av totale eierkostnader må ta hensyn til hele livssyklusen til utstyret, inkludert innledende kjøps- og installasjonskostnader, løpende vedlikeholdskrav, kalibreringsfrekvens og potensielle kostnader for prosessnedetid. Systemer designet for lavt vedlikehold og langsiktig stabilitet, for eksempel de uten bevegelige deler, kan tilby lavere totale eierkostnader over driftslevetiden til tross for en høyere startkostnad.
7.2 Kvantifisering av avkastning på investeringen (ROI)
Avkastningen på investering i viskositetskontroll med høy nøyaktighet realiseres gjennom en kombinasjon av konkrete, kvantifiserbare besparelser.
-
Drivstoff- og energibesparelser: Casestudier fra flåteoperatører viser at optimalisering av motoroljens viskositet kan føre til en reduksjon i drivstoffkostnadene på 1,5 % til 2,5 %. Dette skyldes redusert intern friksjon i motoren, noe som krever mindre energi for å pumpe oljen og forbedrer den generelle drivstofføkonomien. Disse prinsippene oversettes direkte til industrielle applikasjoner som rørledninger og raffinering, hvor optimalisering av viskositeten til råolje kan redusere energiforbruket for pumping betydelig.
-
Materialbesparelser: Presisjonsviskometri minimerer svinn av dyre materialer. For eksempel, i beleggapplikasjoner kan en besparelse på så lite som 2 % beleggmateriale føre til en kort tilbakebetalingstid for utstyret.
-
Arbeids- og vedlikeholdsbesparelser: Automatiserte viskositetskontrollsystemer kan redusere behovet for manuell testing og arbeidskrevende justeringer betydelig. En casestudie involverte et selskap som reduserte et touch-up-team på seks personer til én person ved å stabilisere prosessen med et automatisert system. Dette frigjør personell til andre oppgaver med høyere verdi.
-
Feilreduksjon og utbytteforbedring: Nøy kontroll av viskositeten reduserer forekomsten av defekter og produkter som ikke oppfyller spesifikasjonene, noe som fører til høyere utbytte og reduserte kostnader fra omarbeiding eller tilbakekalling av produkter.
7.3 Tabell 3: Kost-nytte-analyse: Avkastningsmodellering
Dette rammeverket kvantifiserer den økonomiske begrunnelsen for å investere i svært nøyaktig viskositetsovervåking, og gir en tydelig modell for beslutninger om kapitalutgifter.
| Investeringskostnader (innledende og løpende) | Årlige driftsbesparelser | Finansielle målinger |
| Utstyrskostnader: $ 1 295 til $ 17 500+ per enhet | Drivstoff-/energibesparelser: 1,5–2,5 % reduksjon fra optimalisert strømning | Gjennomsnittlig tilbakebetalingstid: ~9 måneder |
| Installasjon: Endringer på stedet kan være kostbare | Materialbesparelser: 2 % reduksjon i bruk av dyrt materiale | Avkastning på investeringen (ROI): Høy, drevet av flere sparestrømmer |
| Vedlikehold/kalibrering: Hyppigheten avhenger av viskosimetertype og bruk | Arbeidsbesparelser: Redusert manuell testing og behov for omarbeidingsteam | Risikoreduksjon: Minimert risiko for tilbakekalling av produkter og manglende samsvar 26 |
| Nedetidkostnader: Redusert med sanntidskontroll | Forbedringer i avkastning: Færre defekter og produkter som ikke oppfyller spesifikasjonene |
Nøyaktigheten til inline-viskosimetre er ikke en mindre teknisk spesifikasjon, men en grunnleggende faktor for driftsmessig og økonomisk ytelse i olje- og gassindustrien. Analysen viser konsekvent at systemer med høy nøyaktighet er avgjørende for å gå fra en reaktiv, korrigerende driftsmodell til en proaktiv, sanntids og til syvende og sist prediktiv modell. Dette skiftet gir konkrete, kvantifiserbare fordeler, inkludert betydelige kostnadsreduksjoner, forbedret produktkvalitet og forbedret prosesseffektivitet. Fremtiden for viskositetsovervåking ligger i konvergensen av høypresisjonsmaskinvare med intelligent programvare, noe som muliggjør en ny æra med datadrevet, autonom prosesskontroll.
Publisert: 28. august 2025







