

De moderne cosmetica-industrie kenmerkt zich door complexe formuleringen, vaak bestaande uit niet-Newtoniaanse vloeistoffen. Het inherente reologische gedrag van deze materialen, zoals scherverdunning en thixotropie, vormt een aanzienlijke uitdaging voor traditionele productiemethoden. Dit leidt tot inconsistentie tussen batches, een hoge verspilling van grondstoffen en operationele inefficiënties in kritische processen zoals pompen en mengen. Conventionele kwaliteitscontrolemethoden, die gebaseerd zijn op reactieve, offline viscositeitsmetingen, zijn fundamenteel ontoereikend om het dynamische gedrag van deze vloeistoffen onder productieomstandigheden vast te leggen.

I. Reologie en vloeistofdynamica in de cosmetica-productie
De productie van cosmetica is een complex proces waarbij de fysische eigenschappen van de vloeistof van cruciaal belang zijn. Een diepgaand begrip van deze eigenschappen is een voorwaarde voor elke zinvolle discussie over procesoptimalisatie. De vloeistofdynamica van cosmetische producten wordt niet beheerst door eenvoudige verbanden, waardoor ze fundamenteel verschillen van Newtoniaanse vloeistoffen zoals water.
1.1Viscositeit en reologie
Viscositeit is een maat voor de weerstand van een vloeistof tegen een uitgeoefende spanning. Voor eenvoudige Newtoniaanse vloeistoffen is deze eigenschap constant en kan deze worden gekarakteriseerd door een enkele waarde. Cosmetische formuleringen zijn echter zelden zo eenvoudig. De meeste lotions, crèmes en shampoos worden geclassificeerd als niet-Newtoniaanse vloeistoffen, waarvan de weerstand tegen stroming verandert met de hoeveelheid uitgeoefende kracht (schuifkracht).
Reologie is de meest omvattende en essentiële discipline voor deze industrie. Het is de studie van de stroming en vervorming van vloeistoffen, gels en halfvaste stoffen. Een enkel datapunt is onvoldoende om het gedrag van een product te voorspellen tijdens het pompen, mengen en vullen. De reologische eigenschappen van een product beïnvloeden direct de sensorische eigenschappen, de stabiliteit op lange termijn in de verpakking en de functionele prestaties. Zo bepaalt de viscositeit van een crème bijvoorbeeld hoe goed deze op de huid smeerbaar is, en de consistentie van een shampoo beïnvloedt de hoeveelheid die een consument uit de fles gebruikt.
1.2Niet-Newtoniaanse vloeistoffen en de uitdagingen bij de productie ervan.
De complexiteit van de cosmetica-industrie komt voort uit het uiteenlopende reologische gedrag van de gebruikte vloeistoffen. Inzicht in dit gedrag is essentieel voor het aanpakken van de onderliggende productie-uitdagingen.
Pseudoplasticiteit (afschuifverdunning):Dit is een tijdsonafhankelijke eigenschap waarbij de schijnbare viscositeit van een vloeistof afneemt naarmate de schuifsnelheid toeneemt. Veel cosmetische emulsies en lotions vertonen dit gedrag, wat wenselijk is voor producten die dik moeten zijn in rusttoestand, maar smeerbaar of vloeibaar worden bij het aanbrengen.
Thixotropie:Dit is een tijdsafhankelijke schuifverdunnende eigenschap. Thixotrope vloeistoffen, zoals bepaalde gels en colloïdale suspensies, worden minder stroperig wanneer ze in de loop van de tijd worden geroerd of aan schuifkrachten worden blootgesteld, en het duurt een vaste tijd voordat ze terugkeren naar hun oorspronkelijke, meer stroperige toestand wanneer de spanning wordt weggenomen. Een klassiek voorbeeld is niet-druipende verf, die dunner wordt onder de schuifkracht van een kwast, maar snel dikker wordt op een verticaal oppervlak om uitzakken te voorkomen. Yoghurt en sommige shampoos vertonen deze eigenschap ook.
Vloeibare spanningsvloeistoffen:Deze materialen gedragen zich als een vaste stof in rust en beginnen pas te vloeien nadat een toegepaste schuifspanning een kritische waarde overschrijdt, bekend als het vloeipunt of de vloeigrens. Ketchup is een bekend voorbeeld. In de cosmetica worden producten met een hoog vloeipunt door consumenten als producten met "meer volume" en een hoogwaardiger gevoel ervaren.
1.3 De directe impact op de procesefficiëntie
Het niet-lineaire gedrag van deze vloeistoffen heeft een diepgaand en vaak nadelig effect op standaard productieprocessen.
1.3.1 Pompwerkzaamheden:
De prestaties van centrifugaalpompen, die alomtegenwoordig zijn in de industrie, worden aanzienlijk beïnvloed door de viscositeit van de vloeistof. De opvoerhoogte en het volumetrische debiet van een pomp kunnen aanzienlijk afnemen bij het verpompen van zeer viskeuze, niet-Newtoniaanse vloeistoffen. Studies tonen aan dat een toename van het vaste stofgehalte in een mengsel kan leiden tot een afname van de opvoerhoogte en het rendement met respectievelijk tot 60% en 25% bij geconcentreerde mengsels. Deze afname is niet statisch; de hoge schuifspanning in de pomp kan de schijnbare viscositeit van de vloeistof veranderen, wat leidt tot onvoorspelbare pompprestaties en een gebrek aan constante doorstroming. De hoge weerstand van viskeuze vloeistoffen legt bovendien een grotere radiale belasting op lagers en veroorzaakt problemen met mechanische afdichtingen, waardoor het risico op defecten en onderhoud toeneemt.
1.3.2 Mengen en roeren:
In een mengtank kan de hoge viscositeit van cosmetische vloeistoffen de stroming vanuit de mengroerder sterk belemmeren, waardoor de schuifkracht en het mengproces zich concentreren in een klein gebied direct rondom de roerbladen. Dit leidt tot aanzienlijk energieverlies en voorkomt dat de gehele batch homogeen wordt. Bij schuifverdunnende vloeistoffen wordt dit effect versterkt, omdat de vloeistof ver van de roerder lage schuifsnelheden ondervindt en een hoge viscositeit behoudt. Hierdoor ontstaan "langzaam mengende eilanden" of "pseudo-holtes" die niet goed worden gehomogeniseerd. Het resultaat is een ongelijkmatige verdeling van de componenten en een inconsistent eindproduct.
De traditionele aanpak van handmatige, offline meting van de viscositeit is fundamenteel ontoereikend voor het beheersen van deze complexiteit. De viscositeit van een niet-Newtoniaanse vloeistof is geen enkele waarde, maar een functie van de schuifsnelheid en, in sommige gevallen, de duur van de schuifbeweging. De omstandigheden waaronder een laboratoriummonster wordt gemeten (bijvoorbeeld in een bekerglas bij een specifieke spindelsnelheid en temperatuur) weerspiegelen niet de dynamische schuifomstandigheden in een pijp of mengtank. Bijgevolg is een meting bij een vaste schuifsnelheid en temperatuur waarschijnlijk irrelevant voor het gedrag van de vloeistof tijdens een dynamisch proces. Wanneer een productieteam afhankelijk is van handmatige controles met intervallen van twee uur, reageren ze niet alleen te traag op realtime procesfluctuaties, maar baseren ze hun beslissingen ook op een waarde die de toestand van de vloeistof tijdens het proces mogelijk niet nauwkeurig weergeeft. Deze afhankelijkheid van gebrekkige, reactieve gegevens creëert een vicieuze cirkel van slechte controle en hoge operationele variabiliteit, die onmogelijk te doorbreken is zonder een nieuwe, proactieve aanpak.

Cosmetisch mengen en blenden
II. Sensorselectie en hardware-implementatie in veeleisende omgevingen
Om handmatige methoden achter zich te laten, is het noodzakelijk om robuuste, betrouwbare online viscometers te selecteren die continu realtime gegevens uit het proces kunnen leveren.
2.1Online viscometrie
Online viscometersOf ze nu direct in de proceslijn (inline) of in een bypasslus zijn geïnstalleerd, ze leveren 24/7 realtime viscositeitsmetingen, waardoor constante procesbewaking en -regeling mogelijk is. Dit staat in schril contrast met offline laboratoriummethoden, die inherent reactief zijn en slechts een momentopname van de processtatus op discrete intervallen kunnen geven. De mogelijkheid om betrouwbare, continue gegevens van de productielijn te verkrijgen is een voorwaarde voor de implementatie van een geautomatiseerd, gesloten-lusregelsysteem.
2.2 Essentiële vereisten voor een viscometer
De keuze van een viscositeitsmeter voor de cosmetische industrie moet worden bepaald door de specifieke milieu- en operationele beperkingen van de sector.
Milieu- en duurzaamheidsbeperkingen:
Hoge temperatuur en druk:Cosmetische formuleringen vereisen vaak verhitting tot een specifieke temperatuur om een goede menging en emulgering te garanderen. De gekozen sensor moet betrouwbaar kunnen functioneren bij temperaturen tot 300 °C en drukken tot 500 bar.
Corrosiebestendigheid:Veel ingrediënten in cosmetica, waaronder oppervlakteactieve stoffen en diverse additieven, kunnen na verloop van tijd corrosief zijn. De onderdelen van de sensor die in contact komen met het medium moeten daarom gemaakt zijn van zeer duurzame, corrosiebestendige materialen. 316L roestvrij staal is een standaardkeuze vanwege de weerstand tegen corrosie in dergelijke omgevingen.
Immuniteit voor trillingen:Productieomgevingen zijn mechanisch lawaaierig, met pompen, roerwerken en andere machines die aanzienlijke omgevingsvibraties produceren. Het meetprincipe van een sensor moet inherent ongevoelig zijn voor deze vibraties om de dataintegriteit te waarborgen.
2.3 Analyse van viscometertechnologieën voor procesintegratie
Voor een robuuste online integratie zijn bepaalde technologieën geschikter dan andere.
Trillings-/resonantieviscometersDeze technologie werkt door het dempende effect van de vloeistof op een trillend element, zoals een vork of resonator, te meten om de viscositeit te bepalen. Dit principe biedt diverse belangrijke voordelen voor cosmetische toepassingen. Deze sensoren hebben geen bewegende onderdelen, waardoor de onderhoudsbehoefte minimaal is en de totale bedrijfskosten lager uitvallen. Een goed ontworpen constructie, zoals een gebalanceerde coaxiale resonator, heft reactiekoppels actief op en is daardoor volledig ongevoelig voor montageomstandigheden en externe trillingen. Deze immuniteit voor omgevingsgeluid zorgt voor een stabiele, herhaalbare en reproduceerbare meting, zelfs bij turbulente stroming of onder hoge schuifspanning. Deze sensoren kunnen bovendien de viscositeit meten over een zeer breed bereik, van vloeistoffen met een zeer lage tot zeer hoge viscositeit, waardoor ze zeer veelzijdig zijn voor een divers productportfolio.
Rotatietechnologieën en andere technologieën:Hoewel rotatieviscometers zeer effectief zijn in een laboratoriumomgeving voor het genereren van volledige stroomcurven, kunnen hun complexiteit en de aanwezigheid van bewegende onderdelen het onderhoud ervan in een industriële productielijn bemoeilijken. Andere typen, zoals het vallende-element- of capillaire type, zijn mogelijk geschikt voor specifieke toepassingen, maar hebben vaak beperkingen bij het meten van niet-Newtoniaanse vloeistoffen of zijn gevoelig voor temperatuur- en stroomschommelingen.
De betrouwbaarheid van een geautomatiseerd besturingssysteem is rechtstreeks evenredig met de betrouwbaarheid van de sensorinput. Daarom zijn de stabiliteit op lange termijn en de minimale kalibratievereisten van de viscometer niet slechts handige extra's; het zijn fundamentele vereisten voor een levensvatbaar en onderhoudsarm besturingssysteem. De kosten van een sensor moeten niet alleen worden gezien als de initiële investering, maar als de totale eigendomskosten (TCO), inclusief de arbeidskosten en de stilstandtijd die gepaard gaan met onderhoud en kalibratie. Gegevens van instrumenten zoalscapillaire viscometersUit onderzoek blijkt dat de kalibratie van deze sensoren bij correct gebruik en reiniging tien jaar of langer stabiel kan blijven. Dit toont aan dat stabiliteit op lange termijn een haalbare en cruciale eigenschap is van procesinstrumentatie. Een sensor die zijn kalibratie gedurende langere perioden kan behouden, verkleint de risico's van het automatiseringsproject aanzienlijk door een belangrijke bron van potentiële procesvariatie te elimineren en het systeem in staat te stellen autonoom te werken met minimale menselijke tussenkomst.
| Technologie | Werkingsprincipe | Geschikt voor niet-Newtoniaanse vloeistoffen | Geschikt voor hoge temperaturen/drukken | Corrosiebestendigheid | Trillingsimmuniteit | Onderhoud/kalibratie |
| Trillings-/resonantie | Meet de vloeistofdemping op een trillend element (vork, resonator). | Uitstekend (hoge schuifspanning, reproduceerbare meting). | Hoog (tot 300 °C, 500 bar). | Uitstekend (alle onderdelen die in contact komen met het medium zijn gemaakt van 316L roestvrij staal). | Uitstekend (gebalanceerd resonantiekamerontwerp). | Laag (geen bewegende onderdelen, minimale vervuiling). |
| Rotatie | Meet het koppel dat nodig is om een spindel in de vloeistof te laten draaien. | Uitstekend (biedt een volledige stroomcurve in een laboratoriumomgeving). | Matig tot hoog (varieert per model). | Goed (vereist specifieke spindelmaterialen). | Slecht (zeer gevoelig voor externe trillingen). | Hoog (frequent reinigen, bewegende onderdelen). |
| Capillaire druk / Drukverschil | Meet de drukval over een vaste buis bij een constante stroomsnelheid. | Beperkt (levert één gemiddelde Newtoniaanse viscositeit op). | Matig tot hoog (vereist temperatuurstabiliteit). | Goed (afhankelijk van het materiaal van de haarvaten). | Matig (stroomafhankelijk, vereist een stabiele stroming). | Hoog (vereist reiniging, gevoelig voor verstopping). |
| Vallend element | Meet de tijd die een element nodig heeft om door de vloeistof te vallen. | Beperkt (levert één gemiddelde Newtoniaanse viscositeit op). | Matig tot hoog (afhankelijk van de materialen). | Goed (afhankelijk van het materiaal van het element). | Matig (gevoelig voor trillingen). | Gemiddeld (bewegende onderdelen, vereist herkalibratie). |
2.4 Optimale sensorplaatsing voor nauwkeurige gegevens
De fysieke plaatsing van de viscometer is net zo cruciaal als de technologie zelf. Een juiste plaatsing zorgt ervoor dat de verzamelde gegevens representatief zijn voor de toestand van het proces. Volgens de beste praktijken moet de sensor worden geplaatst op een locatie waar de vloeistof homogeen is en waar het sensorelement te allen tijde volledig ondergedompeld is. Hoge punten in de pijpleiding waar luchtbellen zich kunnen ophopen, moeten worden vermeden, aangezien ingesloten lucht de metingen kan verstoren, met name voorvibratieviscometersEvenzo moet installatie in "stagnatiezones" waar de vloeistof niet constant in beweging is, worden vermeden om te voorkomen dat er materiaalafzettingen op de sensor ontstaan. Een goede strategie is om de sensor te plaatsen in een gedeelte van de leiding waar de stroming stabiel en constant is, zoals een verticale stijgbuis of een gebied met een constante stroomsnelheid, om de meest betrouwbare gegevens voor het besturingssysteem te verkrijgen.
III.Naadloze PLC/DCS-integratie via RS485
De succesvolle implementatie van eenonline viscometerHet succes is afhankelijk van de naadloze integratie in de bestaande infrastructuur voor fabrieksbesturing. De keuze van het communicatieprotocol en de fysieke laag is een strategische beslissing waarbij betrouwbaarheid, kosten en compatibiliteit met bestaande systemen tegen elkaar worden afgewogen.
3.1 Overzicht van de systeemarchitectuur
De standaard industriële besturingsarchitectuur voor deze toepassing is een master-slave-relatie. De centrale PLC of DCS van de fabriek fungeert als de "master" en initieert de communicatie met de viscometer, die als "slave" fungeert. De slave blijft "stil" totdat de master een vraag stelt, waarna de slave de gevraagde gegevens terugstuurt. Dit één-op-veel communicatiemodel voorkomt dataconflicten en vereenvoudigt het netwerkbeheer.
3.2 De RS485-communicatie-interface
De RS485-communicatie-interface is een robuuste en veelgebruikte standaard voor industriële automatisering, met name voor toepassingen die communicatie over lange afstanden en tussen meerdere punten vereisen.
Technische voordelen:
Lange afstand en meerdere afleverpuntenRS485 ondersteunt gegevensoverdracht over afstanden tot 2000 meter, waardoor het ideaal is voor uitgestrekte industriële complexen. Eén bus kan tot 30 apparaten verbinden, een aantal dat kan worden uitgebreid tot 24/7 met behulp van repeaters, waardoor de kosten en complexiteit van de bekabelingsinfrastructuur aanzienlijk worden verlaagd.
Geluidsimmuniteit:RS485 maakt gebruik van een gebalanceerde, differentiële signaaloverdracht via een getwist paar kabel. Dit ontwerp biedt een uitzonderlijke immuniteit tegen elektromagnetische interferentie (EMI) en andere elektrische ruis, een veelvoorkomend probleem in een fabrieksomgeving met grote motoren en aandrijvingen.


3.3 De kloof tussen PLC en DCS overbruggen
De RS485 is niet zomaar een technische voorkeur; het is een strategische zakelijke beslissing die de drempel voor procesautomatisering aanzienlijk verlaagt. Dankzij het vermogen om grote afstanden te overbruggen en ongevoelig te zijn voor ruis, is het ideaal voor industriële omgevingen waar deze factoren belangrijker zijn dan pure communicatiesnelheid.
IV. Theoretische afleiding van modelgebaseerde adaptieve besturing
Deze sectie biedt de solide intellectuele basis voor een besturingsstrategie die in staat is de complexe, niet-lineaire dynamiek van cosmetische vloeistoffen te beheersen.
4.1 De noodzaak van geavanceerde besturing
Traditionele proportioneel-integraal-derivatieve (PID) regelaars zijn gebaseerd op lineaire modellen van een proces en zijn niet geschikt voor het niet-lineaire, tijdsafhankelijke en variabele gedrag van niet-Newtoniaanse vloeistoffen. Een PID-regelaar is reactief; hij wacht tot er een afwijking van het instelpunt optreedt voordat hij corrigerende maatregelen neemt. Voor een proces met een lange responsdynamiek, zoals een grote mengtank of een verdikkingsinstallatie, kan dit leiden tot trage foutcorrectie, oscillaties of het overschrijden van de gewenste viscositeit. Bovendien zouden externe verstoringen, zoals temperatuurschommelingen of variaties in de samenstelling van de aangevoerde grondstoffen, constante handmatige bijstelling van de PID-regelaar noodzakelijk maken, wat leidt tot procesinstabiliteit en inefficiëntie.
4.2 Reologische modellering voor controle
De basis van een succesvolle regelstrategie voor niet-Newtoniaanse vloeistoffen is een nauwkeurig en voorspellend wiskundig model van hun gedrag.
4.2.1 Constitutieve modellering (eerste principes):
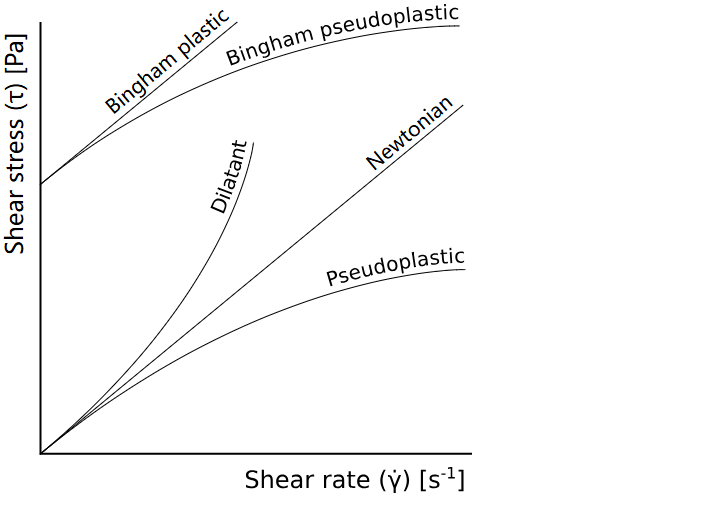
Het Herschel-Bulkley-model is een krachtige constitutieve vergelijking die wordt gebruikt om het reologische gedrag te beschrijven van vloeistoffen die zowel een vloeigrens als schuifverdunnende of schuifverdikkende eigenschappen vertonen. Het model relateert de schuifspanning (τ) aan de schuifsnelheid (γ˙) met behulp van drie belangrijke parameters:
τ=τγ+K(γ˙)n
τγ (Vloeigrens): De minimale schuifspanning die overschreden moet worden voordat de vloeistof begint te stromen.
K (Consistentie-index): Een parameter analoog aan viscositeit, die de weerstand van de vloeistof tegen stroming weergeeft.
n (Flow Behavior Index): Een cruciale parameter die het gedrag van de vloeistof definieert: n<1 voor schuifverdunnend (pseudoplastisch), n>1 voor schuifverdikkend (dilatant) en n=1 voor een Bingham-plastic.
Dit model biedt een wiskundig raamwerk voor een regelaar om te voorspellen hoe de schijnbare viscositeit van een vloeistof zal veranderen onder variërende schuifsnelheden binnen het proces, van een menggebied met lage schuifsnelheid tot de omgeving met hoge schuifsnelheid van een pomp.
4.2.2 Datagestuurde modellering:
Naast modellen gebaseerd op fundamentele principes kan een datagestuurde aanpak worden gebruikt om een procesmodel te bouwen dat leert van de realtime gegevens van de online viscometer. Dit is met name nuttig voor complexe formuleringen waarbij het lastig is om een nauwkeurig model gebaseerd op fundamentele principes af te leiden. Een datagestuurd model kan sensorparameters adaptief aanpassen en optimaliseren in realtime om rekening te houden met externe factoren zoals veranderingen in de oliesamenstelling of temperatuurschommelingen. Deze aanpak heeft bewezen de gemiddelde absolute fout van viscositeitsmetingen binnen een smal bereik te houden, wat uitstekende prestaties en betrouwbaarheid aantoont.
4.3 Afleiding van de adaptieve regelwet
De kern van een modelgebaseerd adaptief besturingssysteem is het vermogen om continu te leren en zich aan te passen aan veranderende procesomstandigheden. De regelaar is niet afhankelijk van vaste parameters, maar werkt zijn interne model van het proces dynamisch bij.
Kernprincipe:Een adaptieve regelaar schat of actualiseert continu de parameters van zijn interne model in realtime op basis van binnenkomende sensorgegevens. Hierdoor kan de regelaar "leren" en compenseren voor procesvariaties die worden veroorzaakt door veranderingen in grondstoffen, slijtage van apparatuur of omgevingsveranderingen.
Formulering van de controlewetgeving:
Schatting van modelparameters: Een parameterestimator, vaak gebaseerd op een recursief kleinste-kwadratenalgoritme (RLS) met een adaptieve vergeetfactor, gebruikt de realtime sensorgegevens (viscositeit, temperatuur, schuifsnelheid) om de modelparameters, zoals de K- en n-waarden van het Herschel-Bulkley-model, continu aan te passen. Dit is de "adaptieve" component.
Voorspellend regelalgoritme:Het bijgewerkte procesmodel wordt vervolgens gebruikt om het toekomstige gedrag van de vloeistof te voorspellen. Een Model Predictive Control (MPC)-algoritme is hiervoor een ideale strategie. MPC kan meerdere regelvariabelen (bijvoorbeeld de toevoersnelheid van het verdikkingsmiddel en de pompsnelheid) tegelijkertijd beheren om meerdere uitvoervariabelen (bijvoorbeeld viscositeit en temperatuur) te regelen. Dankzij het voorspellende karakter van MPC kan het de precieze aanpassingen berekenen die nodig zijn om het proces op koers te houden, zelfs bij lange vertragingen, waardoor de vloeistof te allen tijde binnen het optimale reologische "venster" blijft.
De overgang van eenvoudige feedbackregeling naar modelgebaseerde adaptieve regeling vertegenwoordigt een fundamentele verschuiving van reactief naar proactief procesmanagement. Een traditionele PID-regelaar is inherent reactief en wacht tot er een fout optreedt voordat er actie wordt ondernomen. Bij processen met aanzienlijke vertragingen komt deze reactie vaak te laat, wat leidt tot overshoots en oscillaties. Een adaptieve regelaar kan, door continu het procesmodel te leren, voorspellen hoe een verandering stroomopwaarts – zoals een variatie in de samenstelling van een grondstof – de viscositeit van het eindproduct zal beïnvloeden voordat de afwijking significant wordt. Hierdoor kan het systeem proactieve, berekende aanpassingen maken, waardoor het product aan de specificaties blijft voldoen en verspilling en variabiliteit worden geminimaliseerd. Dit is de belangrijkste drijfveer achter de enorme reducties in batchvariabiliteit en materiaalverspilling die zijn aangetoond bij succesvolle implementaties.
V. Praktische implementatie, validatie en operationele strategieën
De laatste fase van een project is de succesvolle implementatie en het langetermijnbeheer van het geïntegreerde systeem. Dit vereist nauwgezette planning en naleving van de beste operationele procedures.
5.1 Beste praktijken voor implementatie
De integratie van online viscometrie en adaptieve regeling is een complexe taak die het beste kan worden toevertrouwd aan ervaren systeemintegrators. Een goed gedefinieerd front-end ontwerp is cruciaal, aangezien tot wel 80% van de projectproblemen terug te voeren is op deze fase. Bij het aanpassen van bestaande besturingssystemen kan een gekwalificeerde integrator de nodige expertise bieden om communicatiekloven te overbruggen en een naadloze migratie te garanderen. Bovendien is een correcte plaatsing van de sensor van het grootste belang. De viscometer moet worden geïnstalleerd op een locatie vrij van luchtbellen, stagnatiezones en grote deeltjes die de metingen kunnen verstoren.
5.2 Gegevensvalidatie en -afstemming
Om een besturingssysteem betrouwbaar te laten zijn, moeten de gegevens waarop het gebaseerd is, gevalideerd en gecontroleerd worden. Industriële sensoren in veeleisende omgevingen zijn gevoelig voor ruis, afwijkingen en fouten. Een regelkring die blindelings vertrouwt op ruwe sensorgegevens is kwetsbaar en vatbaar voor kostbare fouten.
Gegevensvalidatie:Dit proces omvat het bewerken van ruwe sensorgegevens om ervoor te zorgen dat de waarden betekenisvol zijn en binnen het verwachte bereik vallen. Eenvoudige methoden zijn onder andere het filteren van uitschieters en het nemen van het gemiddelde van meerdere metingen over een bepaalde tijdsperiode om ruis te verminderen.
Detectie van grove fouten:Statistische tests, zoals de chi-kwadraattest, kunnen worden gebruikt om significante fouten of sensorstoringen op te sporen door de waarde van de doelfunctie te vergelijken met een kritische waarde.
Gegevensafstemming:Dit is een geavanceerdere techniek die gebruikmaakt van redundante sensorgegevens en procesmodellen (bijvoorbeeld massabehoud) om één enkele, statistisch gevalideerde dataset te produceren. Dit proces verhoogt het vertrouwen in het systeem en biedt een zelfbewuste laag van veerkracht tegen kleine sensorafwijkingen en -storingen.
De implementatie van een datavalidatielaag is geen optionele functie; het is een noodzakelijke intellectuele component die het gehele besturingssysteem robuust en betrouwbaar maakt, zelfs bij inconsistenties in de praktijk. Deze laag transformeert het systeem van een eenvoudige automatiseringstool in een werkelijk intelligente, zelfcontrolerende entiteit die de productkwaliteit kan handhaven zonder constant menselijk toezicht.
5.3 Onderhoud en duurzaamheid op lange termijn
Het succes op lange termijn van een online viscositeitsmeetsysteem hangt af van een goed gedefinieerde onderhoudsstrategie.
Sensoronderhoud: Het gebruik van robuuste viscometers zonder bewegende onderdelen en van corrosiebestendige materialen, zoals roestvrij staal 316L, kan de problemen met vervuiling aanzienlijk verminderen en het onderhoud vereenvoudigen.
Systeemkalibratie en -validatie:Regelmatige kalibratie is essentieel om de nauwkeurigheid van de viscometer op lange termijn te garanderen. Voor zeer nauwkeurige toepassingen moet kalibratie met gecertificeerde viscositeitsstandaarden volgens een vast schema worden uitgevoerd, maar de frequentie kan worden verlaagd voor minder kritische toepassingen. Zoals blijkt uit stabiliteitsstudies op lange termijn, kunnen sommige typen viscometers, zoals glazen capillaire of vibratieviscometers, hun kalibratie jarenlang behouden, wat de frequentie van kostbare kalibraties aanzienlijk vermindert.
AEen concrete oplossing kan tastbare voordelen opleveren: een aanzienlijke vermindering van de variabiliteit tussen batches en materiaalverspilling, en een opstap naar volledig autonome, intelligente productie.Start your optijdizationby contact Lonnmeter.
Geplaatst op: 9 september 2025







