

Современата индустрија за производство на козметика се карактеризира со сложени формулации, кои често содржат нењутонски течности. Вродените реолошки однесувања на овие материјали, како што се проретчување со смолкнување и тиксотропија, претставуваат значајни предизвици за традиционалните методологии на производство, што доведува до недоследност од серија до серија, висок отпад од суровини и оперативна неефикасност во критични процеси како што се пумпање и мешање. Конвенционалните методи за контрола на квалитетот, кои се потпираат на реактивни мерења на вискозитетот надвор од линијата, се фундаментално несоодветни за снимање на динамичкото однесување на овие течности во услови на производство.

I. Реологија и динамика на флуиди во козметичкото производство
Производството на козметика е нијансиран процес каде што физичките својства на течноста се од најголема важност. Длабокото разбирање на овие својства е предуслов за секоја смислена дискусија за оптимизација на процесите. Динамиката на флуидите на козметичките производи не е регулирана од едноставни односи, што ги прави фундаментално различни од Њутновите флуиди како водата.
1.1Вискозитет и реологија
Вискозитетот е мерка за отпорноста на течноста на применет стрес. За едноставни Њутнови течности, ова својство е константно и може да се карактеризира со една вредност. Сепак, козметичките формулации ретко се толку едноставни. Повеќето лосиони, креми и шампони се класифицирани како нењутонски течности, чија отпорност на проток се менува со количината на применета сила (смрток).
Реологијата е посеопфатна и посуштинска дисциплина за оваа индустрија. Таа е проучување на протокот и деформацијата на течности, гелови и полуцврсти материи. Една единствена податочна точка не е доволна за да се предвиди однесувањето на производот додека се пумпа, меша и полни. Реолошките карактеристики на производот директно влијаат на неговите сензорни атрибути, долгорочната стабилност во пакувањето и функционалните перформанси. На пример, вискозноста на кремот ја диктира неговата способност за нанесување на кожата, а конзистентноста на шампонот влијае на количината што потрошувачот ја испушта од шишето.
1.2Нењутонски флуиди и нивните предизвици во производството
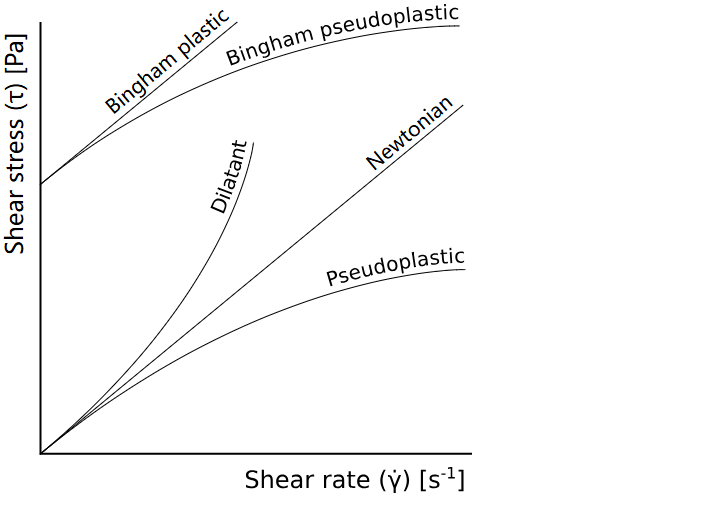
Сложеноста на производството на козметички производи произлегува од различните реолошки однесувања на вклучените течности. Разбирањето на овие однесувања е клучно за справување со основните предизвици во производството.
Псевдопластичност (проретчување со смолкнување):Ова е временски независна карактеристика каде што очигледната вискозност на течноста се намалува со зголемувањето на брзината на смолкнување. Многу козметички емулзии и лосиони го покажуваат ова однесување, што е пожелно за производи кои треба да бидат густи во мирување, но да станат лесни за нанесување или течни кога се нанесуваат.
Тиксотропија:Ова е временски зависно својство на разредување со смолкнување. Тиксотропните течности, како одредени гелови и колоидни суспензии, стануваат помалку вискозни кога се мешаат или смолкнуваат со текот на времето и им треба одредено време да се вратат во нивната оригинална, повискозна состојба кога ќе се отстрани стресот. Класичен пример е бојата што не капе, која се разредува под смолкнувањето на четката, но брзо се згуснува на вертикална површина за да се спречи спуштање. Јогуртот и некои шампони исто така го покажуваат ова својство.
Течности за стрес на попуштање:Овие материјали се однесуваат како цврста материја во мирување и почнуваат да течат дури откако применетиот стрес на смолкнување ќе надмине критична вредност, позната како граница на истегнување или граница на истегнување. Кечапот е чест пример. Во козметиката, производите со висока граница на истегнување потрошувачите ги перцепираат како производи со „поголем волумен“ и чувство на повисок квалитет.
1.3 Директно влијание врз ефикасноста на процесот
Нелинеарното однесување на овие течности има длабок и често штетен ефект врз стандардните производствени операции.
1.3.1 Пумпни операции:
Перформансите на центрифугалните пумпи, кои се сеприсутни во производството, се значително под влијание на вискозитетот на течноста. Напонот и волуметриската излезна моќност на пумпата можат значително да се „намалат“ при пумпање на високовискозните, нењутонски течности. Студиите покажуваат дека зголемувањето на содржината на цврсти материи во смесата може да доведе до намалување на напонот и ефикасноста до 60% и 25%, соодветно, за концентрирани смеси. Ова намалување не е статичко; високата брзина на смолкнување во пумпата може да ја промени очигледната вискозност на течноста, што доведува до непредвидливи перформанси на пумпата и недостаток на постојан проток. Високиот отпор на вискозните течности, исто така, става поголемо радијално оптоварување на лежиштата и предизвикува проблеми со механичките заптивки, зголемувајќи го ризикот од дефект на опремата и одржување.
1.3.2 Мешање и мешање:
Во резервоар за мешање, високиот вискозитет на козметичките течности може сериозно да го пригуши протокот од работното коло за мешање, концентрирајќи го смолкнувањето и дејството на мешање во мал регион веднаш околу сечилото на работното коло. Ова води до значителен трошок на енергија и спречува целата серија да постигне хомогеност. Кај течностите што се разредуваат со смолкнување, овој ефект се влошува, бидејќи течноста што е далеку од работното коло доживува ниски стапки на смолкнување и останува со висок вискозитет, создавајќи „острови со бавно мешање“ или „псевдо-пештери“ кои не се правилно хомогенизирани. Резултатот е нееднаква распределба на компонентите и неконзистентен краен производ.
Традиционалниот пристап на рачно, офлајн мерење на вискозитетот е фундаментално несоодветен за управување со овие сложености. Вискозитетот на нењутонска течност не е единечна вредност, туку е функција на брзината на смолкнување и, во некои случаи, на времетраењето на смолкнувањето. Условите под кои се мери лабораториски примерок (на пр., во чаша со одредена брзина и температура на вретеното) не ги одразуваат динамичките услови на смолкнување во цевка или резервоар за мешање. Следствено, мерењето направено со фиксна брзина на смолкнување и температура веројатно е ирелевантно за однесувањето на течноста за време на динамичен процес. Кога производствениот тим се потпира на рачни проверки во интервал од два часа, тие не само што се премногу бавни за да реагираат на флуктуациите во процесот во реално време, туку ги базираат и своите одлуки на вредност што можеби не ја претставува точно состојбата на течноста во процесот. Оваа зависност од погрешни, реактивни податоци создава причинско-последична јамка на лоша контрола и висока оперативна варијабилност, која е невозможно да се прекине без нов, проактивен пристап.

Мешање и блендирање на козметика
II. Избор на сензори и имплементација на хардвер во сурови средини
Преминувањето подалеку од рачните методи бара избор на робусни, сигурни онлајн вискозиметри способни да обезбедат континуирани податоци во реално време од самиот процес.
2.1Онлајн вискометрија
Онлајн вискометри, без разлика дали се инсталирани директно во производната линија (во линија) или во бајпас јамка, обезбедуваат мерења на вискозитетот во реално време 24/7, овозможувајќи постојано следење и контрола на процесот. Ова е во остра спротивност со офлајн лабораториските методи, кои се по природа реактивни и можат да обезбедат само слика од состојбата на процесот во дискретни интервали. Способноста за добивање сигурни, континуирани податоци од производната линија е предуслов за имплементација на автоматизиран систем за контрола со затворена јамка.
2.2 Основни барања за вискометар
Изборот на вискозиметар за производство на козметика мора да биде воден од уникатните еколошки и оперативни ограничувања на индустријата.
Ограничувања на животната средина и издржливоста:
Висока температура и притисок:Козметичките формулации честопати бараат загревање до одредена температура за да се обезбеди правилно мешање и емулгирање. Избраниот сензор мора да може сигурно да работи на температури до 300 °C и притисоци до 500 бари.
Отпорност на корозија:Многу козметички состојки, вклучувајќи сурфактанти и разни адитиви, можат да бидат корозивни со текот на времето. Влажните делови на сензорот мора да бидат изработени од високо издржливи материјали отпорни на корозија. Нерѓосувачкиот челик 316L е стандарден избор поради неговата отпорност во такви средини.
Имунитет на вибрации:Производствените средини се механички бучни, при што пумпи, мешалки и други машини произведуваат значителни амбиентални вибрации. Принципот на мерење на сензорот мора да биде по природа имун на овие вибрации за да се обезбеди интегритет на податоците.
2.3 Анализа на вискометарските технологии за интеграција на процеси
За робусна онлајн интеграција, одредени технологии се посоодветни од други.
Вибрациони/резонантни вискозиметриОваа технологија работи со мерење на ефектот на пригушување на течноста врз вибрирачки елемент, како што е виљушка или резонатор, за да се одреди вискозитетот. Овој принцип нуди неколку клучни предности за козметички апликации. Овие сензори немаат подвижни делови, што ја минимизира потребата од одржување и ги намалува вкупните оперативни трошоци. Добро дизајнираниот дизајн, како што е избалансиран коаксијален резонатор, активно ги поништува реакционите вртежни моменти и затоа е целосно нечувствителен на условите за монтирање и надворешните вибрации. Овој имунитет на амбиенталниот шум обезбедува стабилно, повторувачко и репродуктивно мерење, дури и при турбулентен проток или под услови на висок смолкнување. Овие сензори исто така можат да мерат вискозитет во исклучително широк опсег, од течности со многу низок до многу висок вискозитет, што ги прави многу разновидни за разновидно портфолио на производи.
Ротациони и други технологии:Иако ротационите вискозиметри се многу ефикасни во лабораториски услови за генерирање криви на целосен проток, нивната сложеност и присуството на подвижни делови може да ги отежнат одржувањето во индустриска примена во линија. Други типови, како што се типот со паѓачки елемент или капиларниот тип, може да бидат соодветни за специфични апликации, но честопати се соочуваат со ограничувања при мерење на нењутонски течности или се подложни на флуктуации на температурата и протокот.
Сигурноста на автоматизираниот систем за контрола е директно пропорционална на доверливоста на неговиот сензорски влез. Затоа, долгорочната стабилност и минималните барања за калибрација на вискометарот не се само практични карактеристики; тие се основни барања за одржлив систем за контрола со ниски трошоци за одржување. Цената на сензорот мора да се гледа не само како почетен капитален трошок, туку и како негов вкупен трошок за сопственост (TCO), што ја вклучува работната сила и времето на застој поврзани со одржувањето и калибрацијата. Податоци од инструменти какокапиларни вискозиметрипокажуваат дека со правилно ракување и чистење, нивната калибрација може да остане стабилна една деценија или повеќе, демонстрирајќи дека долгорочната стабилност е остварлив и критичен атрибут на инструментацијата на процесот. Сензор кој може да ја одржи својата калибрација подолги периоди значително го намалува ризикот од проектот за автоматизација со отстранување на главен извор на потенцијални варијации на процесот и овозможување на системот да работи автономно со минимална човечка интервенција.
| Технологија | Принцип на работа | Погодност за нењутонски флуиди | Можност за висока температура/притисок | Отпорност на корозија | Отпорност на вибрации | Одржување/Калибрација |
| Вибрационо/резонантно | Мери амортизација на течност на вибрирачки елемент (виљушка, резонатор). | Одлично (високо смолкнување, репродуцирано отчитување). | Висока (до 300°C, 500 бари). | Одлично (сите делови навлажнети од 316L SS). | Одлично (дизајн на избалансиран резонатор). | Ниска (без подвижни делови, минимално загадување). |
| Ротациона | Мери вртежен момент потребен за ротирање на вретеното во течноста. | Одлично (обезбедува целосна крива на проток во лабораториска средина). | Умерено до високо (варира во зависност од моделот). | Добро (бара специфични материјали за вретеното). | Лошо (високо чувствително на надворешни вибрации). | Високо (често чистење, подвижни делови). |
| Капиларен/диференцијален притисок | Мери пад на притисок низ фиксна цевка при константен проток. | Ограничено (дава еден просечен Њутнов вискозитет). | Умерена до висока (потребна е стабилност на температурата). | Добро (зависи од материјалот на капиларот). | Умерено (зависно од протокот, бара стабилен проток). | Високо (бара чистење, подложно на затнување). |
| Паѓачки елемент | Мери време потребно елементот да пропадне низ течноста. | Ограничено (дава еден просечен Њутнов вискозитет). | Умерена до висока (во зависност од материјалите). | Добро (зависи од материјалот на елементот). | Умерено (подложно на вибрации). | Умерено (подвижни делови, потребна е повторна калибрација). |
2.4 Оптимално поставување на сензорот за точни податоци
Физичкото поставување на вискометарот е исто толку важно како и самата технологија. Правилното поставување гарантира дека собраните податоци се репрезентативни за состојбата на процесот. Најдобрите практики диктираат сензорот да се постави на локација каде што течноста е хомогена и каде што сензорскиот елемент е целосно потопен во секое време. Треба да се избегнуваат високи точки во цевководот каде што може да се акумулираат воздушни меурчиња, бидејќи внесениот воздух може да ги попречи мерењата, особено завибрациони вискозиметриСлично на тоа, треба да се избегнува инсталација во „зони на стагнација“ каде што течноста не е во постојано движење за да се спречи формирање на наслаги од материјал на сензорот. Добра стратегија е сензорот да се постави во дел од цевката каде што протокот е стабилен и конзистентен, како што е вертикален столб или област со конзистентен проток, за да се обезбедат најсигурни податоци за контролниот систем.
III.Беспрекорна PLC/DCS интеграција преку RS485
Успешното распоредување наонлајн вискометарсе потпира на неговата беспрекорна интеграција во постоечката инфраструктура за контрола на постројката. Изборот на комуникациски протокол и физички слој е стратешка одлука што ги балансира сигурноста, цената и компатибилноста со застарените системи.
3.1 Преглед на системската архитектура
Стандардната индустриска контролна архитектура за оваа апликација е однос главен-подложен. Централниот PLC или DCS на фабриката делува како „главен“, иницирајќи комуникација со вискометарот, кој функционира како „подложен“ уред. Подложниот уред останува „тивок“ сè додека не биде прашан од главниот, по што одговара со бараните податоци. Овој комуникациски модел еден-до-многу спречува судири на податоци и го поедноставува управувањето со мрежата.
3.2 RS485 комуникациски интерфејс
RS485 комуникацискиот интерфејс е робустен и широко прифатен стандард за индустриска автоматизација, особено за апликации што бараат комуникација на долги растојанија, преку повеќе точки.
Технички предности:
Долги растојанија и повеќекратно паѓањеRS485 поддржува пренос на податоци на растојанија до 2000 метри, што го прави идеален за големи индустриски објекти. Една шина може да поврзе до 30 уреди, број кој може да се прошири до 24/7 со употреба на повторувачи, значително намалувајќи ги трошоците и сложеноста на кабелската инфраструктура.
Имунитет на бучава:RS485 користи балансиран, диференцијален пристап на сигнализација преку кабел со изопачен пар. Овој дизајн обезбедува исклучителен имунитет на електромагнетни пречки (EMI) и друг електричен шум, што е чест проблем во постројка со големи мотори и погони.


3.3 Премостување на јазот помеѓу PLC/DCS
RS485 не е само техничка преференција; тоа е стратешка деловна одлука што значително ги намалува бариерите за влез за автоматизација на процесите. Неговата способност да опфаќа долги растојанија и да се спротивстави на бучавата го прави идеален за индустриски средини каде што овие фактори се поважни од брзината на суровата комуникација.
IV. Теоретско изведување на адаптивна контрола базирана на модел
Овој дел обезбедува ригорозна интелектуална основа за стратегија за контрола способна за справување со сложената, нелинеарна динамика на козметичките течности.
4.1 Потреба од напредна контрола
Традиционалните контролери со пропорционално интегрално-дериватно (PID) се базираат на линеарни модели на процесот и се лошо опремени за справување со нелинеарните, временски зависни и варијабилни својства на нењутонските течности. PID контролерот е реактивен; чека да се појави отстапување од зададената точка пред да почне да презема корективни мерки. За процес со долга динамика на одговор, како што е голем резервоар за мешање или згуснувач, ова може да доведе до бавна корекција на грешки, осцилации или пречекорување на целната вискозност. Понатаму, надворешните нарушувања, како што се температурни флуктуации или варијации во составот на влезната суровина, би барале постојано рачно повторно подесување на PID контролерот, што доведува до нестабилност и неефикасност на процесот.
4.2 Реолошко моделирање за контрола
Основата на успешна стратегија за контрола на нењутонски флуиди е точен и предикативен математички модел на нивното однесување.
4.2.1 Конститутивно моделирање (први принципи):
Моделот Хершел-Булкли е моќна конститутивна равенка што се користи за опишување на реолошкото однесување на флуидите што покажуваат и напон на истегнување и карактеристики на истенчување или згуснување поради смолкнување. Моделот го поврзува напонот на смолкнување (τ) со брзината на смолкнување (γ˙) користејќи три клучни параметри:
τ=τγ+K(γ˙)n
τγ (Напон на истегнување): Минималниот напон на смолкнување што мора да се надмине за да почне да тече флуидот.
K (Индекс на конзистентност): Параметар аналоген на вискозитетот, што ја претставува отпорноста на течноста на проток.
n (Индекс на однесување на проток): Клучен параметар што го дефинира однесувањето на флуидот: n<1 за истенчување со смолкнување (псевдопластика), n>1 за згуснување со смолкнување (дилатант) и n=1 за Бингамова пластика.
Овој модел обезбедува математичка рамка за контролерот да предвиди како ќе се промени очигледната вискозност на течноста под различни стапки на смолкнување во рамките на процесот, од регион на мешање со низок смолкнување до средина со висок смолкнување на пумпата.
4.2.2 Моделирање базирано на податоци:
Покрај моделите засновани на први принципи, пристап базиран на податоци може да се користи за изградба на модел на процес кој учи од податоците во реално време обезбедени од онлајн вискометарот. Ова е особено корисно за сложени формулации каде што е тешко да се изведе прецизен модел заснован на први принципи. Модел заснован на податоци може адаптивно да ги прилагоди и оптимизира параметрите на сензорот во реално време за да ги земе предвид надворешните фактори како што се промените во составот на маслото или температурните флуктуации. Овој пристап покажа дека успешно ја контролира просечната апсолутна грешка на мерењата на вискозитетот во тесен опсег, демонстрирајќи одлични перформанси и сигурност.
4.3 Изведување на законот за адаптивна контрола
Јадрото на адаптивниот систем за контрола базиран на модел е неговата способност континуирано да учи и да се прилагодува на променливите услови на процесот. Контролерот не се потпира на фиксни параметри, туку динамички го ажурира својот внатрешен модел на процесот.
Основен принцип:Адаптивниот контролер континуирано ги проценува или ажурира параметрите на својот внатрешен модел во реално време врз основа на дојдовните податоци од сензорот. Ова му овозможува на контролерот да „учи“ и да компензира за варијациите на процесот предизвикани од промени во суровините, абење на опремата или промени во животната средина.
Формулација на контролниот закон:
Проценка на параметрите на моделот: Проценувач на параметри, често базиран на рекурзивен алгоритам на најмали квадрати (RLS) со адаптивен фактор на заборавање, ги користи податоците од сензорот во реално време (вискозитет, температура, брзина на смолкнување) за континуирано подесување на параметрите на моделот, како што се вредностите K и n на моделот Хершел-Булкли. Ова е „адаптивната“ компонента.
Алгоритам за предикативна контрола:Потоа, ажурираниот модел на процесот се користи за предвидување на идното однесување на течноста. Алгоритмот за предикативна контрола на моделот (MPC) е идеална стратегија за оваа апликација. MPC може да управува со повеќе манипулирани променливи (на пр., брзина на додавање згуснувач и брзина на пумпата) истовремено за да контролира повеќе излезни променливи (на пр., вискозитет и температура). Предикативната природа на MPC му овозможува да ги пресмета прецизните прилагодувања потребни за да се одржи процесот на вистинскиот пат, дури и со долги временски доцнења, осигурувајќи дека течноста останува во рамките на својот оптимален реолошки „прозорец“ во секое време.
Преминот од едноставна контрола со повратна информација кон адаптивна контрола базирана на модел претставува фундаментална промена од реактивно кон проактивно управување со процесите. Традиционалниот PID контролер е по природа реактивен, чекајќи да се појави грешка пред да преземе акција. За процес со значителни временски доцнења, оваа реакција често е предоцна, што доведува до пречекорувања и осцилации. Адаптивниот контролер, со континуирано учење на моделот на процесот, може да предвиди како промената во нагорниот тек - како што е варијација во составот на суровината - ќе влијае на вискозитетот на финалниот производ пред отстапувањето да стане значајно. Ова му овозможува на системот да прави проактивни, пресметани прилагодувања, осигурувајќи дека производот останува во спецификацијата и минимизирајќи го отпадот и варијабилноста. Ова е примарниот двигател за масовните намалувања на варијабилноста на сериите и отпадот од материјал документирани во успешните имплементации.
V. Практична имплементација, валидација и оперативни стратегии
Последната фаза од проектот е успешното распоредување и долгорочното управување со интегрираниот систем. Ова бара прецизно планирање и придржување кон најдобрите оперативни практики.
5.1 Најдобри практики за распоредување
Интеграцијата на онлајн вискометријата и адаптивната контрола е сложена задача што треба да им се довери на искусни системски интегратори. Добро дефинираниот front-end дизајн е клучен, бидејќи до 80% од проблемите на проектот може да се проследат до оваа фаза. При ретрофитирање на застарени системи за контрола, квалификуван интегратор може да ја обезбеди потребната експертиза за премостување на комуникациските празнини и обезбедување беспрекорна миграција. Понатаму, правилното поставување на сензорите е од најголема важност. Вискометарот мора да се инсталира на локација без воздушни меурчиња, зони на стагнација и големи честички што би можеле да се мешаат во мерењата.
5.2 Валидација и усогласување на податоци
За еден систем за контрола да биде доверлив, податоците на кои се потпира мора да бидат валидирани и усогласени. Индустриските сензори во сурови средини се подложни на шум, поместување и грешки. Контролната јамка што слепо им верува на суровите податоци од сензорите е кршлива и склона кон правење скапи грешки.
Валидација на податоци:Овој процес вклучува обработка на сурови податоци од сензорите за да се осигури дека вредностите се значајни и во рамките на очекуваниот опсег. Едноставните методи вклучуваат филтрирање на отстапувањата и земање просек од неколку мерења во дефиниран временски период за да се намали шумот.
Детекција на груба грешка:Статистичките тестови, како што е хи-квадрат тестот, можат да се користат за откривање на значајни грешки или дефекти на сензорите со споредување на вредноста на целната функција со критична вредност.
Усогласување на податоци:Ова е понапредна техника која користи редундантни сензорски податоци и процесни модели (на пр., зачувување на масата) за да произведе единствен, статистички потврден сет на податоци. Овој процес ја зголемува довербата во системот и обезбедува самосвесен слој на отпорност на помали сензорски аномалии и дефекти.
Имплементацијата на слој за валидација на податоци не е опционална карактеристика; тоа е неопходна интелектуална компонента што го прави целиот систем за контрола робустен и доверлив во услови на недоследности во реалниот свет. Овој слој го трансформира системот од едноставна алатка за автоматизација во вистински интелигентен, самоконтролен ентитет што може да го одржува квалитетот на производот без постојан човечки надзор.
5.3 Долгорочно одржување и одржливост
Долгорочниот успех на онлајн вискометрискиот систем зависи од добро дефинирана стратегија за одржување.
Одржување на сензорот: Употребата на робусни дизајни на вискометар без подвижни делови и материјали отпорни на корозија, како што е не'рѓосувачкиот челик 316L, може значително да ги ублажи предизвиците од загадување и да ги поедностави рутините за одржување.
Калибрација и валидација на системот:Редовната калибрација е од суштинско значење за да се обезбеди долгорочна точност на вискозиметарот. За апликации со висока прецизност, калибрацијата со сертифицирани стандарди за вискозитет треба да се врши на закажана основа, но фреквенцијата може да се намали за помалку критични апликации. Како што е потврдено од студиите за долгорочна стабилност, некои типови вискозиметри, како што се стаклени капиларни или вибрациони вискозиметри, можат да ја одржат својата калибрација со години, што значително ја намалува фреквенцијата на скапи калибрациски настани.
AПрактичното решение може да донесе опипливи придобивки: значително намалување на варијабилноста од серија до серија и отпадот од материјали, како и пат кон целосно автономно, интелигентно производство.Стаrt your opТимизатјонby измаматакt Лонnmeter.
Време на објавување: 09.09.2025







