

Mūsdienu kosmētikas ražošanas nozari raksturo sarežģītas formulas, kas bieži vien satur neņūtoniskus šķidrumus. Šo materiālu raksturīgās reoloģiskās īpašības, piemēram, bīdes retināšana un tiksotropija, rada ievērojamas problēmas tradicionālajām ražošanas metodēm, izraisot partiju neatbilstību, lielus izejvielu atkritumus un darbības neefektivitāti kritiskos procesos, piemēram, sūknēšanā un sajaukšanā. Tradicionālās kvalitātes kontroles metodes, kas balstās uz reaktīviem, bezsaistes viskozitātes mērījumiem, principiāli nav piemērotas, lai uztvertu šo šķidrumu dinamisko uzvedību ražošanas apstākļos.

I. Reoloģija un šķidrumu dinamika kosmētikas ražošanā
Kosmētikas ražošana ir niansēts process, kurā šķidruma fizikālās īpašības ir ārkārtīgi svarīgas. Dziļa šo īpašību izpratne ir priekšnoteikums jebkurai jēgpilnai diskusijai par procesu optimizāciju. Kosmētikas līdzekļu šķidrumu dinamiku neregulē vienkāršas attiecības, padarot tos principiāli atšķirīgus no Ņūtona šķidrumiem, piemēram, ūdens.
1.1Viskozitāte un reoloģija
Viskozitāte ir šķidruma izturības pret pielikto spriegumu mērs. Vienkāršiem Ņūtona šķidrumiem šī īpašība ir nemainīga un to var raksturot ar vienu vērtību. Tomēr kosmētikas formulas reti ir tik vienkāršas. Lielākā daļa losjonu, krēmu un šampūnu tiek klasificēti kā neņūtona šķidrumi, kuru plūsmas pretestība mainās atkarībā no pieliktā spēka (bīdes) lieluma.
Reoloģija ir visaptverošākā un būtiskākā disciplīna šajā nozarē. Tā pēta šķidrumu, želeju un puscietu vielu plūsmu un deformāciju. Viens datu punkts nav pietiekams, lai prognozētu produkta uzvedību, kad tas tiek sūknēts, sajaukts un pildīts. Produkta reoloģiskās īpašības tieši ietekmē tā sensorās īpašības, ilgtermiņa stabilitāti iepakojumā un funkcionālo veiktspēju. Piemēram, krēma viskozitāte nosaka tā uzklājamību uz ādas, un šampūna konsistence ietekmē daudzumu, ko patērētājs izsmidzina no pudeles.
1.2Neņūtoniskie šķidrumi un to ražošanas izaicinājumi
Kosmētikas ražošanas sarežģītība izriet no iesaistīto šķidrumu dažādajām reoloģiskajām īpašībām. Šo īpašību izpratne ir būtiska, lai risinātu pamatā esošās ražošanas problēmas.
Pseidoplastiskums (bīdes retināšana):Šī ir no laika neatkarīga īpašība, kur šķidruma šķietamā viskozitāte samazinās, palielinoties bīdes ātrumam. Daudzām kosmētiskajām emulsijām un losjoniem piemīt šāda uzvedība, kas ir vēlama produktiem, kuriem miera stāvoklī jābūt bieziem, bet uzklājot kļūstot izsmērējamiem vai plūstošiem.
Tiksotropija:Šī ir laika gaitā atkarīga bīdes radīta retināšanas īpašība. Tiksotropiski šķidrumi, piemēram, daži želejas un koloidālās suspensijas, laika gaitā kratot vai bīdot, kļūst mazāk viskozi, un paiet noteikts laiks, lai atgrieztos sākotnējā, viskozākā stāvoklī, kad spriegums tiek noņemts. Klasisks piemērs ir nepiloša krāsa, kas atšķaidās otas bīdes ietekmē, bet ātri sabiezē uz vertikālas virsmas, lai novērstu tās nosēšanos. Arī jogurts un daži šampūni demonstrē šo īpašību.
Tecēšanas sprieguma šķidrumi:Šie materiāli miera stāvoklī uzvedas kā cieta viela un sāk plūst tikai pēc tam, kad pieliktais bīdes spriegums pārsniedz kritisko vērtību, kas pazīstama kā tecēšanas robeža vai tecēšanas spriegums. Kečups ir izplatīts piemērs. Kosmētikā produktus ar augstu tecēšanas robežu patērētāji uztver kā tādus, kam ir "lielāks apjoms" un augstākas kvalitātes sajūta.
1.3 Tiešā ietekme uz procesa efektivitāti
Šo šķidrumu nelineārajai uzvedībai ir dziļa un bieži vien kaitīga ietekme uz standarta ražošanas darbībām.
1.3.1 Sūknēšanas darbības:
Centrbēdzes sūkņu, kas ir plaši izplatīti ražošanā, veiktspēju būtiski ietekmē šķidruma viskozitāte. Sūknējot augstas viskozitātes, neņūtoniskus šķidrumus, sūkņa spiedienaugstums un tilpuma jauda var ievērojami samazināties. Pētījumi liecina, ka cietvielu satura palielināšanās maisījumā var izraisīt spiedienaugstuma un efektivitātes samazināšanos attiecīgi līdz pat 60% un 25% koncentrētiem maisījumiem. Šī jaudas samazināšana nav statiska; augstais bīdes ātrums sūkņa iekšpusē var mainīt šķidruma šķietamo viskozitāti, izraisot neparedzamu sūkņa darbību un nevienmērīgu plūsmu. Viskozu šķidrumu augstā pretestība rada arī lielāku radiālo slodzi uz gultņiem un problēmas ar mehāniskajiem blīvējumiem, palielinot iekārtu bojājumu un apkopes risku.
1.3.2 Maisīšana un maisīšana:
Sajaukšanas tvertnē kosmētisko šķidrumu augstā viskozitāte var ievērojami samazināt plūsmas plūsmu no sajaukšanas lāpstiņriteņa, koncentrējot bīdes un sajaukšanas darbību nelielā apgabalā tieši ap lāpstiņriteņa lāpstiņu. Tas rada ievērojamu enerģijas patēriņu un neļauj visai partijai sasniegt homogenitāti. Šķidrumiem, kas retinās bīdes ietekmē, šis efekts pastiprinās, jo šķidrums, kas atrodas tālu no lāpstiņriteņa, piedzīvo zemu bīdes ātrumu un saglabā augstu viskozitāti, radot "lēni sajaucošas salas" vai "pseidodobumus", kas nav pareizi homogenizēti. Rezultātā ir nevienmērīgs komponentu sadalījums un nekonsekvents gala produkts.
Tradicionālā manuālā, bezsaistes viskozitātes mērīšanas pieeja principiāli nav pietiekama šo sarežģītību pārvaldībai. Neņūtona šķidruma viskozitāte nav viena vērtība, bet gan bīdes ātruma un dažos gadījumos bīdes ilguma funkcija. Apstākļi, kādos tiek mērīts laboratorijas paraugs (piemēram, vārglāzē ar noteiktu vārpstas ātrumu un temperatūru), neatspoguļo dinamiskos bīdes apstākļus caurulē vai maisīšanas tvertnē. Līdz ar to mērījums, kas veikts ar fiksētu bīdes ātrumu un temperatūru, visticamāk, nav saistīts ar šķidruma uzvedību dinamiskā procesa laikā. Ja ražošanas komanda paļaujas uz manuālām pārbaudēm ar divu stundu intervālu, tā ne tikai pārāk lēni reaģē uz reāllaika procesa svārstībām, bet arī savus lēmumus pamato uz vērtību, kas var neprecīzi atspoguļot šķidruma stāvokli procesa laikā. Šī atkarība no kļūdainiem, reaktīviem datiem rada cēloņsakarību cilpu ar sliktu kontroli un augstu darbības mainīgumu, ko nav iespējams pārraut bez jaunas, proaktīvas pieejas.

Kosmētikas sajaukšana un sajaukšana
II. Sensoru izvēle un aparatūras ieviešana skarbos apstākļos
Lai pārietu no manuālajām metodēm, ir jāizvēlas izturīgi un uzticami tiešsaistes viskozimetri, kas spēj nodrošināt nepārtrauktus datus reāllaikā no procesa iekšpuses.
2.1Tiešsaistes viskozimetrija
Tiešsaistes viskozimetrineatkarīgi no tā, vai tie ir uzstādīti tieši procesa līnijā (inline) vai apvada cilpā, nodrošina viskozitātes mērījumus reāllaikā visu diennakti, nodrošinot pastāvīgu procesa uzraudzību un kontroli. Tas krasi atšķiras no bezsaistes laboratorijas metodēm, kas pēc savas būtības ir reaģējošas un var sniegt tikai procesa stāvokļa momentuzņēmumu atsevišķos intervālos. Spēja iegūt uzticamus, nepārtrauktus datus no ražošanas līnijas ir priekšnoteikums automatizētas, slēgtas cilpas vadības sistēmas ieviešanai.
2.2. Viskozimetra pamatprasības
Kosmētikas līdzekļu ražošanas viskozimetra izvēlei jāvadās pēc nozares unikālajiem vides un ekspluatācijas ierobežojumiem.
Vides un izturības ierobežojumi:
Augsta temperatūra un spiediens:Kosmētikas formulas bieži vien ir jāuzsilda līdz noteiktai temperatūrai, lai nodrošinātu pareizu sajaukšanos un emulgāciju. Izvēlētajam sensoram jāspēj droši darboties temperatūrā līdz 300 °C un spiedienā līdz 500 bar.
Korozijas izturība:Daudzas kosmētikas sastāvdaļas, tostarp virsmaktīvās vielas un dažādas piedevas, laika gaitā var kļūt kodīgas. Sensora mitrinātajām daļām jābūt izgatavotām no ļoti izturīgiem, pret koroziju izturīgiem materiāliem. 316L nerūsējošais tērauds ir standarta izvēle, pateicoties tā izturībai šādās vidēs.
Vibrācijas imunitāte:Ražošanas vide ir mehāniski trokšņaina, un sūkņi, maisītāji un citas iekārtas rada ievērojamas apkārtējās vides vibrācijas. Sensora mērīšanas principam jābūt dabiski imūnam pret šīm vibrācijām, lai nodrošinātu datu integritāti.
2.3 Viskozimetra tehnoloģiju analīze procesu integrācijai
Stabilai tiešsaistes integrācijai noteiktas tehnoloģijas ir piemērotākas nekā citas.
Vibrācijas/rezonācijas viskozimetriŠī tehnoloģija darbojas, mērot šķidruma slāpēšanas efektu uz vibrējošu elementu, piemēram, dakšiņu vai rezonatoru, lai noteiktu viskozitāti. Šis princips piedāvā vairākas būtiskas priekšrocības kosmētiskiem lietojumiem. Šiem sensoriem nav kustīgu daļu, kas samazina nepieciešamību pēc apkopes un kopējās ekspluatācijas izmaksas. Labi izstrādāts dizains, piemēram, līdzsvarots koaksiālais rezonators, aktīvi atceļ reakcijas griezes momentus un tāpēc ir pilnīgi nejutīgs pret montāžas apstākļiem un ārējām vibrācijām. Šī imunitāte pret apkārtējo troksni nodrošina stabilu, atkārtojamu un reproducējamu mērījumu pat turbulentā plūsmā vai augstas bīdes apstākļos. Šie sensori var arī izmērīt viskozitāti ļoti plašā diapazonā, sākot no ļoti zemas līdz ļoti augstas viskozitātes šķidrumiem, padarot tos ļoti daudzpusīgus daudzveidīgam produktu portfelim.
Rotācijas un citas tehnoloģijas:Lai gan rotācijas viskozimetri laboratorijas apstākļos ir ļoti efektīvi pilnas plūsmas līkņu ģenerēšanai, to sarežģītība un kustīgo daļu klātbūtne var apgrūtināt to apkopi rūpnieciskos pielietojumos līnijā. Citi veidi, piemēram, krītošā elementa vai kapilārā tipa, var būt piemēroti konkrētiem pielietojumiem, taču tiem bieži vien ir ierobežojumi neņūtonisko šķidrumu mērīšanā vai tie ir jutīgi pret temperatūras un plūsmas svārstībām.
Automatizētas vadības sistēmas uzticamība ir tieši proporcionāla tās sensora ievades uzticamībai. Tāpēc viskozimetra ilgtermiņa stabilitāte un minimālās kalibrēšanas prasības nav tikai ērtības funkcijas; tās ir pamatprasības dzīvotspējīgai un maz apkopes prasošai vadības sistēmai. Sensora izmaksas jāuztver ne tikai kā sākotnējie kapitālieguldījumi, bet arī kā tā kopējās īpašumtiesību izmaksas (TCO), kas ietver ar apkopi un kalibrēšanu saistīto darbu un dīkstāvi. Dati no tādiem instrumentiem kākapilārie viskozimetriliecina, ka ar pareizu apstrādi un tīrīšanu to kalibrēšana var saglabāt stabilitāti desmit gadus vai ilgāk, pierādot, ka ilgtermiņa stabilitāte ir sasniedzams un kritisks procesa instrumentu atribūts. Sensors, kas var saglabāt kalibrāciju ilgstoši, ievērojami samazina automatizācijas projekta riskus, novēršot galveno potenciālo procesa variāciju avotu un ļaujot sistēmai darboties autonomi ar minimālu cilvēka iejaukšanos.
| Tehnoloģija | Darbības princips | Piemērotība neņūtoniskiem šķidrumiem | Augstas temperatūras/spiediena spēja | Korozijas izturība | Vibrācijas imunitāte | Apkope/kalibrēšana |
| Vibrācijas/rezonanses | Mēra šķidruma slāpēšanu uz vibrējoša elementa (dakšas, rezonatora). | Lieliski (augsta bīdes izturība, reproducējams rādījums). | Augsta (līdz 300°C, 500 bāri). | Lieliski (visas 316L nerūsējošā tērauda mitrinātās daļas). | Lieliski (līdzsvarots rezonatora dizains). | Zems (nav kustīgu daļu, minimāla piesārņošanās). |
| Rotācijas | Mēra griezes momentu, kas nepieciešams, lai vārpstu pagrieztu šķidrumā. | Lieliski (nodrošina pilnu plūsmas līkni laboratorijas apstākļos). | Vidējs līdz augsts (atšķiras atkarībā no modeļa). | Labi (nepieciešami īpaši vārpstas materiāli). | Slikta (ļoti jutīga pret ārējām vibrācijām). | Augsts (bieža tīrīšana, kustīgas detaļas). |
| Kapilārais/diferenciālais spiediens | Mēra spiediena kritumu fiksētā caurulē pie nemainīga plūsmas ātruma. | Ierobežots (dod vienu vidējo Ņūtona viskozitāti). | Vidējs līdz augsts (nepieciešama temperatūras stabilitāte). | Labi (atkarībā no kapilāra materiāla). | Mērens (atkarīgs no plūsmas, nepieciešama stabila plūsma). | Augsts (nepieciešama tīrīšana, uzņēmīgs pret aizsērēšanu). |
| Krītošais elements | Mēra laiku, kas nepieciešams elementa krišanai caur šķidrumu. | Ierobežots (dod vienu vidējo Ņūtona viskozitāti). | Vidējs līdz augsts (atkarībā no materiāliem). | Labi (atkarīgs no elementa materiāla). | Vidējs (jutīgs pret vibrāciju). | Vidējs (kustīgas daļas, nepieciešama atkārtota kalibrēšana). |
2.4 Optimāla sensoru izvietošana precīzu datu iegūšanai
Viskozimetra fiziskā izvietošana ir tikpat svarīga kā pati tehnoloģija. Pareiza izvietošana nodrošina, ka savāktie dati atspoguļo procesa stāvokli. Labākā prakse nosaka, ka sensors jānovieto vietā, kur šķidrums ir homogēns un kur sensora elements visu laiku ir pilnībā iegremdēts. Jāizvairās no augstiem punktiem cauruļvadā, kur var uzkrāties gaisa burbuļi, jo iekļuvis gaiss var traucēt mērījumus, īpaši attiecībā uzvibrācijas viskozimetriLīdzīgi jāizvairās no uzstādīšanas "stagnācijas zonās", kur šķidrums neatrodas pastāvīgā kustībā, lai novērstu materiāla nogulšņu veidošanos uz sensora. Laba stratēģija ir novietot sensoru caurules posmā, kur plūsma ir stabila un vienmērīga, piemēram, vertikālā stāvvadā vai vietā ar vienmērīgu plūsmas ātrumu, lai nodrošinātu visuzticamākos datus vadības sistēmai.
III.Nevainojama PLC/DCS integrācija, izmantojot RS485
Veiksmīga izvietošanatiešsaistes viskozimetrsbalstās uz tā nemanāmu integrāciju esošajā rūpnīcas vadības infrastruktūrā. Komunikācijas protokola un fiziskā slāņa izvēle ir stratēģisks lēmums, kas līdzsvaro uzticamību, izmaksas un saderību ar mantotajām sistēmām.
3.1 Sistēmas arhitektūras pārskats
Šīs lietojumprogrammas standarta rūpnieciskās vadības arhitektūra ir vedēja-pakārtotā tipa attiecības. Rūpnīcas centrālais PLC vai DCS darbojas kā "vedējs", uzsākot saziņu ar viskozimetru, kas darbojas kā "pakārtotā" ierīce. Pakārtotā ierīce paliek "klusa", līdz vedējs tai veic vaicājumu, un tad tā atbild ar pieprasītajiem datiem. Šis "viens pret daudziem" komunikācijas modelis novērš datu sadursmes un vienkāršo tīkla pārvaldību.
3.2 RS485 sakaru saskarne
RS485 komunikācijas saskarne ir stabils un plaši pieņemts standarts rūpnieciskajai automatizācijai, īpaši lietojumprogrammām, kurām nepieciešama tālsatiksmes, daudzpunktu komunikācija.
Tehniskās priekšrocības:
Tālsatiksmes un vairāku nolaišanās reižuRS485 atbalsta datu pārraidi attālumos līdz 2000 metriem, padarot to ideāli piemērotu plašām rūpniecības iekārtām. Viena kopne var savienot līdz 30 ierīcēm, un šo skaitu var paplašināt līdz 24/7, izmantojot atkārtotājus, tādējādi ievērojami samazinot kabeļu infrastruktūras izmaksas un sarežģītību.
Trokšņa imunitāte:RS485 izmanto balansētu, diferenciālu signalizācijas pieeju, izmantojot vītā pāra kabeli. Šī konstrukcija nodrošina izcilu imunitāti pret elektromagnētiskajiem traucējumiem (EMI) un citiem elektriskiem trokšņiem, kas ir izplatīta problēma rūpnīcas vidē ar lieliem motoriem un piedziņām.


3.3 PLC/DCS plaisas pārvarēšana
RS485 nav tikai tehniska izvēle; tas ir stratēģisks biznesa lēmums, kas ievērojami pazemina barjeras procesu automatizācijas ienākšanai tirgū. Tā spēja pārvarēt lielus attālumus un izturība pret troksni padara to ideāli piemērotu rūpnieciskai videi, kur šie faktori ir svarīgāki par vienkāršu komunikācijas ātrumu.
IV. Uz modeli balstītas adaptīvās vadības teorētiskā atvasināšana
Šajā sadaļā ir sniegts stingrs intelektuālais pamats kontroles stratēģijai, kas spēj tikt galā ar kosmētisko šķidrumu sarežģīto, nelineāro dinamiku.
4.1 Nepieciešamība pēc uzlabotas vadības
Tradicionālie proporcionālie-integrālie-atvasinātie (PID) regulatori ir balstīti uz procesa lineāriem modeļiem un nav pietiekami aprīkoti, lai apstrādātu neņūtonisko šķidrumu nelineāro, no laika atkarīgo un mainīgo īpašību uzvedību. PID regulators ir reaktīvs; tas gaida novirzi no uzdotās vērtības, pirms tas sāk veikt koriģējošas darbības. Procesam ar ilgu reakcijas dinamiku, piemēram, lielai maisīšanas tvertnei vai biezinātājam, tas var izraisīt lēnu kļūdu labošanu, svārstības vai mērķa viskozitātes pārsniegšanu. Turklāt ārēji traucējumi, piemēram, temperatūras svārstības vai ienākošo izejvielu sastāva izmaiņas, radītu nepieciešamību pastāvīgi manuāli pārregulēt PID regulatoru, kas noved pie procesa nestabilitātes un neefektivitātes.
4.2 Reoloģiskā modelēšana kontrolei
Veiksmīgas neņūtonisko šķidrumu vadības stratēģijas pamatā ir precīzs un paredzams to uzvedības matemātiskais modelis.
4.2.1 Konstitutīvā modelēšana (pirmie principi):
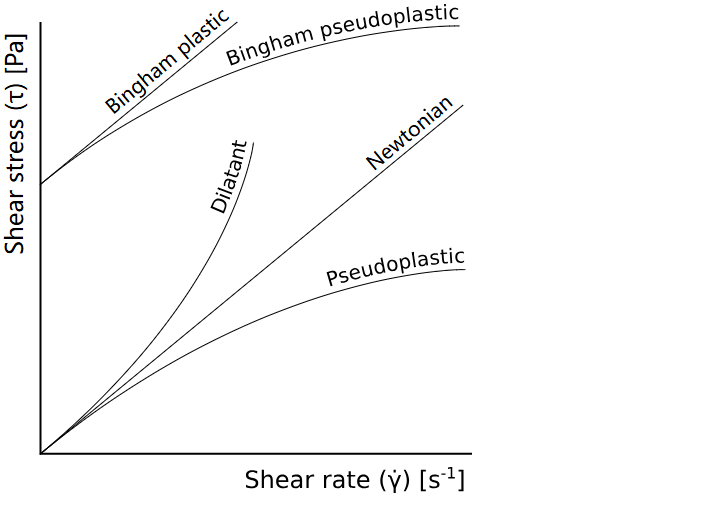
Heršela-Bulklija modelis ir spēcīgs konstitutīvs vienādojums, ko izmanto, lai aprakstītu šķidrumu reoloģisko uzvedību, kuriem piemīt gan tecēšanas robeža, gan bīdes retināšanas vai bīdes sabiezēšanas īpašības. Modelis saista bīdes spriegumu (τ) ar bīdes ātrumu (γ˙), izmantojot trīs galvenos parametrus:
τ = τγ + K(γ˙)n
τγ (tecēšanas spriegums): Minimālais bīdes spriegums, kas jāpārsniedz, lai šķidrums sāktu plūst.
K (konsistences indekss): parametrs, kas ir analogs viskozitātei un atspoguļo šķidruma plūsmas pretestību.
n (plūsmas uzvedības indekss): Izšķirošs parametrs, kas nosaka šķidruma uzvedību: n<1 bīdes retināšanai (pseidoplastiskai), n>1 bīdes sabiezēšanai (dilatanta) un n=1 Bingema plastiskumam.
Šis modelis nodrošina matemātisku ietvaru, lai kontrolieris varētu prognozēt, kā mainīsies šķidruma šķietamā viskozitāte dažādos bīdes ātrumos procesā, sākot no zemas bīdes sajaukšanas zonas līdz sūkņa augstas bīdes videi.
4.2.2 Uz datiem balstīta modelēšana:
Papildus pirmā principa modeļiem, datu vadītu pieeju var izmantot, lai izveidotu procesa modeli, kas mācās no tiešsaistes viskozimetra sniegtajiem reāllaika datiem. Tas ir īpaši noderīgi sarežģītām receptūrām, kurās ir grūti iegūt precīzu pirmā principa modeli. Datu vadīts modelis var adaptīvi pielāgot un optimizēt sensoru parametrus reāllaikā, lai ņemtu vērā ārējos faktorus, piemēram, izmaiņas eļļas sastāvā vai temperatūras svārstības. Ir pierādīts, ka šī pieeja veiksmīgi kontrolē viskozitātes mērījumu vidējo absolūto kļūdu šaurā diapazonā, demonstrējot izcilu veiktspēju un uzticamību.
4.3 Adaptīvās vadības likuma atvasināšana
Modelēšanas adaptīvās vadības sistēmas pamatā ir tās spēja nepārtraukti mācīties un pielāgoties mainīgajiem procesa apstākļiem. Kontrolieris nepaļaujas uz fiksētiem parametriem, bet gan dinamiski atjaunina savu iekšējo procesa modeli.
Pamatprincips:Adaptīvais kontrolieris nepārtraukti novērtē vai atjaunina sava iekšējā modeļa parametrus reāllaikā, pamatojoties uz ienākošajiem sensoru datiem. Tas ļauj kontrolierim "mācīties" un kompensēt procesa variācijas, ko izraisa izejvielu izmaiņas, iekārtu nodilums vai vides izmaiņas.
Kontroles likuma formulējums:
Modeļa parametru novērtēšana: parametru novērtētājs, kas bieži balstās uz rekursīvu mazāko kvadrātu (RLS) algoritmu ar adaptīvu aizmirstības koeficientu, izmanto reāllaika sensoru datus (viskozitāti, temperatūru, bīdes ātrumu), lai nepārtraukti pielāgotu modeļa parametrus, piemēram, Heršela-Bulklija modeļa K un n vērtības. Šī ir "adaptīvā" komponente.
Prognozējošās vadības algoritms:Atjauninātais procesa modelis pēc tam tiek izmantots, lai prognozētu šķidruma turpmāko uzvedību. Šim pielietojumam ideāla stratēģija ir modeļa paredzošās vadības (MPC) algoritms. MPC var vienlaikus pārvaldīt vairākus manipulētus mainīgos (piemēram, biezinātāja pievienošanas ātrumu un sūkņa ātrumu), lai kontrolētu vairākus izejas mainīgos (piemēram, viskozitāti un temperatūru). MPC paredzošā daba ļauj tai aprēķināt precīzas korekcijas, kas nepieciešamas, lai process noritētu atbilstoši grafikam pat ar ilgu laika aizkavi, nodrošinot, ka šķidrums visu laiku paliek optimālajā reoloģiskajā "logā".
Pāreja no vienkāršas atgriezeniskās saites vadības uz uz modeli balstītu adaptīvo vadību atspoguļo būtisku pāreju no reaktīvās uz proaktīvu procesa pārvaldību. Tradicionālais PID kontrolieris pēc savas būtības ir reaktīvs, gaidot kļūdas rašanos, pirms rīkojas. Procesam ar ievērojamām laika aizkavējumiem šī reakcija bieži vien ir pārāk vēla, izraisot pārsniegumus un svārstības. Adaptīvais kontrolieris, nepārtraukti apgūstot procesa modeli, var paredzēt, kā augšupējas izmaiņas, piemēram, izejmateriāla sastāva izmaiņas, ietekmēs galaprodukta viskozitāti, pirms novirze kļūst nozīmīga. Tas ļauj sistēmai veikt proaktīvas, aprēķinātas korekcijas, nodrošinot, ka produkts atbilst specifikācijai, un samazinot atkritumus un mainīgumu. Tas ir galvenais virzītājspēks partijas mainīguma un materiālu atkritumu ievērojamajam samazinājumam, kas dokumentēts veiksmīgās ieviešanās.
V. Praktiskā ieviešana, validācija un darbības stratēģijas
Projekta pēdējais posms ir integrētās sistēmas veiksmīga ieviešana un ilgtermiņa pārvaldība. Tas prasa rūpīgu plānošanu un labākās darbības prakses ievērošanu.
5.1 Izvietošanas labākā prakse
Tiešsaistes viskozimetrijas un adaptīvās vadības integrācija ir sarežģīts uzdevums, kas jāuztic pieredzējušiem sistēmu integratoriem. Precīzi definēts priekšējās daļas dizains ir kritiski svarīgs, jo līdz pat 80% projekta problēmu var rasties šajā fāzē. Modernizējot mantotas vadības sistēmas, kvalificēts integrators var sniegt nepieciešamo pieredzi, lai pārvarētu komunikācijas nepilnības un nodrošinātu netraucētu migrāciju. Turklāt pareiza sensoru izvietošana ir ārkārtīgi svarīga. Viskozimetrs jāuzstāda vietā, kur nav gaisa burbuļu, stagnācijas zonu un lielu daļiņu, kas varētu traucēt mērījumus.
5.2 Datu validācija un saskaņošana
Lai vadības sistēma būtu uzticama, dati, uz kuriem tā paļaujas, ir jāapstiprina un jāsaskaņo. Rūpnieciskie sensori skarbos apstākļos ir uzņēmīgi pret troksni, nobīdi un kļūdām. Vadības cilpa, kas akli uzticas neapstrādātiem sensoru datiem, ir trausla un pakļauta dārgām kļūdām.
Datu validācija:Šis process ietver neapstrādātu sensoru datu apstrādi, lai nodrošinātu, ka vērtības ir jēgpilnas un atbilst paredzētajam diapazonam. Vienkāršas metodes ietver noviržu filtrēšanu un vairāku mērījumu vidējās vērtības aprēķināšanu noteiktā laika periodā, lai samazinātu troksni.
Rupju kļūdu noteikšana:Statistikas testus, piemēram, hi kvadrāta testu, var izmantot, lai atklātu būtiskas kļūdas vai sensoru kļūmes, salīdzinot mērķa funkcijas vērtību ar kritisko vērtību.
Datu saskaņošana:Šī ir modernāka metode, kas izmanto liekus sensoru datus un procesu modeļus (piemēram, masas saglabāšanas modeli), lai izveidotu vienotu, statistiski apstiprinātu datu kopu. Šis process palielina uzticamību sistēmai un nodrošina pašapzinīgu noturības slāni pret nelielām sensoru anomālijām un kļūmēm.
Datu validācijas slāņa ieviešana nav izvēles funkcija; tā ir nepieciešama intelektuāla sastāvdaļa, kas padara visu vadības sistēmu stabilu un uzticamu, saskaroties ar reālās pasaules neatbilstībām. Šis slānis pārveido sistēmu no vienkārša automatizācijas rīka par patiesi inteliģentu, pašuzraugošu vienību, kas var uzturēt produkta kvalitāti bez pastāvīgas cilvēka uzraudzības.
5.3 Ilgtermiņa uzturēšana un ilgtspējība
Tiešsaistes viskozometrijas sistēmas ilgtermiņa panākumi ir atkarīgi no precīzi definētas apkopes stratēģijas.
Sensora apkope: Izturīgu viskozimetru konstrukciju bez kustīgām daļām un korozijizturīgu materiālu, piemēram, 316L nerūsējošā tērauda, izmantošana var ievērojami mazināt piesārņojuma problēmas un vienkāršot apkopes rutīnu.
Sistēmas kalibrēšana un validācija:Regulāra kalibrēšana ir būtiska, lai nodrošinātu viskozimetra ilgtermiņa precizitāti. Augstas precizitātes lietojumos kalibrēšana ar sertificētiem viskozitātes standartiem jāveic pēc grafika, bet mazāk kritiskos lietojumos biežumu var samazināt. Kā liecina ilgtermiņa stabilitātes pētījumi, daži viskozimetru veidi, piemēram, stikla kapilārie vai vibrācijas viskozimetri, var saglabāt kalibrāciju gadiem ilgi, kas ievērojami samazina dārgu kalibrēšanas pasākumu biežumu.
APraktisks risinājums var sniegt taustāmus ieguvumus: ievērojamu partiju mainīguma un materiālu atkritumu samazinājumu, kā arī ceļu uz pilnībā autonomu, inteliģentu ražošanu.Start your opTimsizatsjonsby krāpšanataktiskāt Lonnmeter.
Publicēšanas laiks: 2025. gada 9. septembris







