

Šiuolaikinei kosmetikos gamybos pramonei būdingos sudėtingos formulės, dažnai sudarytos iš neniutoninių skysčių. Šių medžiagų reologinės savybės, tokios kaip retėjimas ir tiksotropija, kelia didelių iššūkių tradicinėms gamybos metodikoms, dėl kurių atsiranda partijų nesuderinamumas, didelis žaliavų švaistymas ir veiklos neefektyvumas tokiuose svarbiuose procesuose kaip pumpavimas ir maišymas. Įprasti kokybės kontrolės metodai, kurie remiasi reaktyviais, neprisijungus pasiekiamais klampumo matavimais, iš esmės yra nepakankami, kad būtų galima užfiksuoti šių skysčių dinaminį elgesį gamybos sąlygomis.

I. Reologija ir skysčių dinamika kosmetikos gamyboje
Kosmetikos gamyba yra subtilus procesas, kuriame skysčio fizinės savybės yra svarbiausios. Gilus šių savybių supratimas yra būtina sąlyga bet kokiai prasmingai diskusijai apie procesų optimizavimą. Kosmetikos gaminių skysčių dinamika nėra valdoma paprastų ryšių, todėl jie iš esmės skiriasi nuo Niutono skysčių, tokių kaip vanduo.
1.1Klampumas ir reologija
Klampumas yra skysčio atsparumo taikomam įtempiui matas. Paprastiems Niutono skysčiams ši savybė yra pastovi ir gali būti apibūdinama viena verte. Tačiau kosmetikos formulės retai kada būna tokios paprastos. Dauguma losjonų, kremų ir šampūnų priskiriami ne Niutono skysčiams, kurių pasipriešinimas tekėjimui kinta priklausomai nuo veikiančios jėgos (šlyties).
Reologija yra išsamesnė ir esmingesnė šios pramonės šakos disciplina. Tai skysčių, gelių ir puskiečių medžiagų tekėjimo ir deformacijos tyrimas. Vieno duomenų taško nepakanka, kad būtų galima numatyti produkto elgseną, kai jis pumpuojamas, maišomas ir pildomas. Produkto reologinės savybės tiesiogiai veikia jo juslines savybes, ilgalaikį stabilumą pakuotėje ir funkcinį veikimą. Pavyzdžiui, kremo klampumas lemia jo tepimą ant odos, o šampūno konsistencija – kiekį, kurį vartotojas išspaudžia iš buteliuko.
1.2Neniutoniniai skysčiai ir jų gamybos iššūkiai
Kosmetikos gamybos sudėtingumas kyla dėl skirtingų naudojamų skysčių reologinių savybių. Šių savybių supratimas yra labai svarbus norint išspręsti pagrindinius gamybos iššūkius.
Pseudoplastiškumas (šlyties retėjimas):Tai nuo laiko nepriklausoma savybė, kai skysčio tariamas klampumas mažėja didėjant šlyties greičiui. Daugelis kosmetinių emulsijų ir losjonų pasižymi šiuo elgesiu, kuris yra pageidautinas produktams, kurie ramybės būsenoje turi būti tirštos konsistencijos, bet tepant tampa tepami arba skysti.
Tiksotropija:Tai yra nuo laiko priklausanti šlyties sukelta skystėjimo savybė. Tiksotropiniai skysčiai, tokie kaip tam tikri geliai ir koloidinės suspensijos, laikui bėgant maišomi ar šlyjami tampa mažiau klampūs ir, pašalinus įtempį, grįžta į pradinę, klampesnę būseną per nustatytą laiką. Klasikinis pavyzdys yra nenubėgantys dažai, kurie skystėja veikiant teptukui, bet greitai sutirštėja ant vertikalaus paviršiaus, kad nesubyrėtų. Jogurtas ir kai kurie šampūnai taip pat pasižymi šia savybe.
Takumo įtempio skysčiai:Šios medžiagos ramybės būsenoje elgiasi kaip kieta medžiaga ir pradeda tekėti tik tada, kai veikiantis įtempis viršija kritinę vertę, vadinamą takumo riba arba takumo įtempiu. Kečupas yra dažnas pavyzdys. Kosmetikos gaminiuose, turinčiuose aukštą takumo ribą, vartotojai suvokia „didesnį tūrį“ ir aukštesnės kokybės pojūtį.
1.3 Tiesioginis poveikis procesų efektyvumui
Šių skysčių netiesinis elgesys daro didelį ir dažnai žalingą poveikį standartinėms gamybos operacijoms.
1.3.1 Siurbimo operacijos:
Išcentrinių siurblių, kurie yra plačiai naudojami gamyboje, našumui didelę įtaką daro skysčio klampumas. Siurblio slėgis ir tūrinis našumas gali gerokai sumažėti, kai pumpuojami didelio klampumo, neniutoniniai skysčiai. Tyrimai rodo, kad padidėjęs kietųjų dalelių kiekis mišinyje gali sumažinti slėgį ir efektyvumą atitinkamai iki 60 % ir 25 % koncentruotų mišinių atveju. Šis sumažėjimas nėra statinis; didelis šlyties greitis siurblio viduje gali pakeisti tariamą skysčio klampumą, dėl to siurblio veikimas gali būti nenuspėjamas ir srautas nėra pastovus. Didelis klampių skysčių pasipriešinimas taip pat padidina radialinę apkrovą guoliams ir sukelia problemų su mechaniniais sandarikliais, padidindamas įrangos gedimo ir techninės priežiūros riziką.
1.3.2 Maišymas ir plakimas:
Maišymo bake didelis kosmetinių skysčių klampumas gali smarkiai slopinti srautą iš maišymo sparnuotės, sutelkdamas šlyties ir maišymo veiksmą mažoje srityje aplink sparnuotės mentę. Dėl to sunaudojamos didelės energijos sąnaudos ir visa partija negali pasiekti homogeniškumo. Šlyties trūkumo veikiamiems skysčiams šis efektas dar labiau sustiprėja, nes skystis, esantis toli nuo sparnuotės, patiria mažą šlyties greitį ir išlieka didelio klampumo, susidaro „lėtai maišančios salos“ arba „pseudo-ertmės“, kurios nėra tinkamai homogenizuotos. Dėl to komponentai pasiskirsto netolygiai, o galutinis produktas – nenuoseklus.
Tradicinis rankinio, neprisijungusio prie tinklo klampumo matavimo metodas iš esmės yra nepakankamas šiems sudėtingumams valdyti. Neniutoninio skysčio klampumas nėra viena vertė, o priklauso nuo šlyties greičio ir, kai kuriais atvejais, nuo šlyties trukmės. Sąlygos, kuriomis matuojamas laboratorinis mėginys (pvz., stiklinėje esant tam tikram veleno greičiui ir temperatūrai), neatspindi dinaminių šlyties sąlygų vamzdyje ar maišymo bake. Todėl matavimas, atliktas esant fiksuotam šlyties greičiui ir temperatūrai, greičiausiai neturi įtakos skysčio elgesiui dinaminio proceso metu. Kai gamybos komanda pasikliauja rankiniais patikrinimais, atliekamais kas dvi valandas, ji ne tik per lėtai reaguoja į realaus laiko proceso svyravimus, bet ir savo sprendimus grindžia verte, kuri gali netiksliai atspindėti skysčio būseną proceso metu. Ši priklausomybė nuo klaidingų, reaktyvių duomenų sukuria prastos kontrolės ir didelio veikimo kintamumo priežastinį ciklą, kurio neįmanoma nutraukti be naujo, proaktyvaus požiūrio.

Kosmetikos maišymas ir sumaišymas
II. Jutiklių parinkimas ir aparatinės įrangos diegimas atšiauriomis sąlygomis
Norint pereiti nuo rankinių metodų, reikia pasirinkti patikimus, patikimus internetinius viskozimetrus, galinčius nuolat teikti duomenis realiuoju laiku iš paties proceso.
2.1Internetinė viskozimetrija
Internetiniai viskozimetrai, nesvarbu, ar sumontuoti tiesiai proceso linijoje (inline), ar apeinamojoje kilpoje, užtikrina klampumo matavimus realiuoju laiku 24 valandas per parą, 7 dienas per savaitę, taip užtikrindami nuolatinį proceso stebėjimą ir valdymą. Tai smarkiai skiriasi nuo neprisijungusių laboratorinių metodų, kurie iš esmės yra reaktyvūs ir gali pateikti tik momentinę proceso būsenos nuotrauką atskirais intervalais. Galimybė gauti patikimus, nuolatinius duomenis iš gamybos linijos yra būtina sąlyga norint įdiegti automatizuotą, uždaros kilpos valdymo sistemą.
2.2 Esminiai viskozimetro reikalavimai
Kosmetikos gamybai skirto viskozimetro pasirinkimas turi būti grindžiamas unikaliais pramonės aplinkos ir eksploatavimo apribojimais.
Aplinkos ir patvarumo apribojimai:
Aukšta temperatūra ir slėgis:Kosmetikos formules dažnai reikia kaitinti iki tam tikros temperatūros, kad būtų užtikrintas tinkamas maišymas ir emulsinimas. Pasirinktas jutiklis turi patikimai veikti iki 300 °C temperatūroje ir iki 500 barų slėgyje.
Atsparumas korozijai:Daugelis kosmetikos ingredientų, įskaitant paviršinio aktyvumo medžiagas ir įvairius priedus, laikui bėgant gali sukelti koroziją. Sudrėkintos jutiklio dalys turi būti pagamintos iš labai patvarių, atsparių korozijai medžiagų. 316L nerūdijantis plienas yra standartinis pasirinkimas dėl savo atsparumo tokioms aplinkoms.
Atsparumas vibracijai:Gamybos aplinka yra mechaniškai triukšminga, siurbliai, maišytuvai ir kiti mechanizmai sukelia didelę aplinkos vibraciją. Jutiklio matavimo principas turi būti iš esmės atsparus šioms vibracijoms, kad būtų užtikrintas duomenų vientisumas.
2.3 Viskozimetrų technologijų, skirtų procesų integravimui, analizė
Tvirtai internetinei integracijai tam tikros technologijos yra tinkamesnės nei kitos.
Vibraciniai / rezonansiniai viskozimetraiŠi technologija veikia matuojant skysčio slopinimo poveikį vibruojančiam elementui, pvz., šakutei ar rezonatoriui, siekiant nustatyti klampumą. Šis principas suteikia keletą pagrindinių privalumų kosmetikos reikmėms. Šie jutikliai neturi judančių dalių, todėl sumažėja priežiūros poreikis ir bendros eksploatavimo išlaidos. Gerai suprojektuota konstrukcija, pvz., subalansuotas bendraašis rezonatorius, aktyviai panaikina reakcijos momentus ir todėl yra visiškai nejautrus montavimo sąlygoms ir išorinėms vibracijoms. Šis atsparumas aplinkos triukšmui užtikrina stabilų, pakartojamą ir atkuriamą matavimą net turbulentiniame sraute arba esant didelėms šlyties sąlygoms. Šie jutikliai taip pat gali matuoti klampumą itin plačiame diapazone – nuo labai mažo iki labai didelio klampumo skysčių, todėl jie yra labai universalūs įvairiems produktams.
Rotacinės ir kitos technologijos:Nors rotaciniai viskozimetrai yra labai veiksmingi laboratorinėje aplinkoje generuojant pilno srauto kreives, dėl jų sudėtingumo ir judančių dalių buvimo juos gali būti sunku prižiūrėti pramoniniuose įrenginiuose. Kiti tipai, pavyzdžiui, krintančio elemento arba kapiliarinio tipo, gali tikti specifinėms reikmėms, tačiau dažnai susiduria su apribojimais matuojant neniutoninius skysčius arba yra jautrūs temperatūros ir srauto svyravimams.
Automatinės valdymo sistemos patikimumas yra tiesiogiai proporcingas jos jutiklio įvesties patikimumui. Todėl viskozimetro ilgalaikis stabilumas ir minimalūs kalibravimo reikalavimai yra ne tik patogumo savybės; tai yra pagrindiniai gyvybingos ir mažai priežiūros reikalaujančios valdymo sistemos reikalavimai. Jutiklio kaina turi būti vertinama ne tik kaip pradinės kapitalo išlaidos, bet ir kaip bendros jo eksploatavimo išlaidos (TCO), į kurias įeina su priežiūra ir kalibravimu susijusios darbo sąnaudos ir prastova. Duomenys iš tokių prietaisų kaipkapiliariniai viskozimetrairodo, kad tinkamai tvarkant ir valant, jų kalibravimas gali išlikti stabilus dešimtmetį ar ilgiau, o tai rodo, kad ilgalaikis stabilumas yra pasiekiamas ir labai svarbus proceso prietaisų atributas. Jutiklis, kuris gali išlaikyti kalibravimą ilgą laiką, žymiai sumažina automatizavimo projekto riziką, pašalindamas pagrindinį galimo proceso kitimo šaltinį ir suteikdamas sistemai galimybę veikti autonomiškai, reikalaujant minimalios žmogaus intervencijos.
| Technologijos | Veikimo principas | Tinkamumas neniutoniniams skysčiams | Aukštos temperatūros / slėgio pajėgumas | Atsparumas korozijai | Vibracijos atsparumas | Priežiūra / kalibravimas |
| Vibracijos / rezonanso | Matuoja skysčio slopinimą ant vibruojančio elemento (šakutės, rezonatoriaus). | Puikus (didelis šlyties stipris, atkartojami rodmenys). | Aukšta temperatūra (iki 300 °C, 500 barų). | Puikiai (visos sudrėkintos 316L nerūdijančio plieno dalys). | Puikus (subalansuotas rezonatoriaus dizainas). | Žemas (nėra judančių dalių, minimalus užsiteršimas). |
| Rotacijos | Matuoja sukimo momentą, reikalingą velenui sukti skystyje. | Puikus (užtikrina pilną srauto kreivę laboratorijos aplinkoje). | Vidutinis arba aukštas (priklausomai nuo modelio). | Gerai (reikalingos specialios verpstės medžiagos). | Prastas (labai jautrus išorinei vibracijai). | Didelis (dažnas valymas, judančios dalys). |
| Kapiliarinis / diferencinis slėgis | Matuoja slėgio kritimą fiksuotame vamzdyje esant pastoviam srautui. | Ribotas (duoda vieną vidutinį Niutono klampumą). | Vidutinis arba aukštas (reikalingas temperatūros stabilumas). | Gerai (priklauso nuo kapiliarų medžiagos). | Vidutinis (priklausomas nuo srauto, reikalingas stabilus srautas). | Aukštas (reikia valyti, linkęs užsikimšti). |
| Krintantis elementas | Matuoja elemento prasiskverbimo per skystį laiką. | Ribotas (duoda vieną vidutinį Niutono klampumą). | Vidutinis arba aukštas (priklausomai nuo medžiagų). | Gerai (priklauso nuo elemento medžiagos). | Vidutinis (jautrus vibracijai). | Vidutinis (judančios dalys, reikia pakartotinio kalibravimo). |
2.4 Optimalus jutiklio išdėstymas tiksliems duomenims gauti
Viskozimetro fizinis išdėstymas yra toks pat svarbus, kaip ir pati technologija. Tinkamas išdėstymas užtikrina, kad surinkti duomenys atspindėtų proceso būseną. Geriausia praktika reikalauja, kad jutiklis būtų tokioje vietoje, kur skystis yra homogeniškas, o jutimo elementas visą laiką būtų visiškai panardintas. Reikėtų vengti aukštų vamzdyno taškų, kur gali kauptis oro burbuliukai, nes patekęs oras gali sutrikdyti matavimus, ypačvibraciniai viskozimetraiPanašiai, reikėtų vengti montuoti „stagnacijos zonose“, kur skystis nuolat nejuda, kad ant jutiklio nesusidarytų medžiagų nuosėdos. Gera strategija yra jutiklį pastatyti vamzdžio dalyje, kurioje srautas yra stabilus ir pastovus, pavyzdžiui, vertikaliame stove arba vietoje, kurioje srautas yra pastovus, kad valdymo sistema gautų patikimiausius duomenis.
III.Sklandus PLC/DCS integravimas per RS485
Sėkmingas diegimasinternetinis viskozimetraspriklauso nuo sklandaus integravimo į esamą gamyklos valdymo infrastruktūrą. Ryšio protokolo ir fizinio lygmens pasirinkimas yra strateginis sprendimas, užtikrinantis patikimumo, kainos ir suderinamumo su senosiomis sistemomis pusiausvyrą.
3.1 Sistemos architektūros apžvalga
Standartinė šios taikymo pramoninės valdymo architektūra yra pagrindinio ir pavaldinio ryšys. Centrinis gamyklos PLC arba DCS veikia kaip „pagrindinis“, inicijuojantis ryšį su viskozimetru, kuris veikia kaip „pavaldinis“ įrenginys. Pavaldinis įrenginys lieka „tylus“, kol pagrindinis įrenginys nepateikia užklausos, o tada jis atsako pateikdamas prašomus duomenis. Šis „vienas daugeliui“ ryšio modelis apsaugo nuo duomenų susidūrimų ir supaprastina tinklo valdymą.
3.2 RS485 ryšio sąsaja
RS485 ryšio sąsaja yra patikimas ir plačiai priimtas pramoninės automatikos standartas, ypač toms programoms, kurioms reikalingas didelis atstumas, daugiataškis ryšys.
Techniniai privalumai:
Tolimųjų reisų ir kelių desantųRS485 palaiko duomenų perdavimą iki 2000 metrų atstumu, todėl idealiai tinka dideliems pramoniniams objektams. Viena magistralė gali prijungti iki 30 įrenginių, o naudojant kartotuvus šį skaičių galima išplėsti iki 24/7, taip žymiai sumažinant kabelių infrastruktūros kainą ir sudėtingumą.
Triukšmo atsparumas:RS485 naudoja subalansuotą, diferencinį signalizavimo būdą per susuktos poros kabelį. Ši konstrukcija užtikrina išskirtinį atsparumą elektromagnetiniams trukdžiams (EMI) ir kitam elektros triukšmui, kuris yra dažna problema gamyklų aplinkoje su dideliais varikliais ir pavaromis.


3.3 PLC/DCS atotrūkio užpildymas
RS485 yra ne tik techninis pasirinkimas; tai strateginis verslo sprendimas, kuris žymiai sumažina kliūtis patekti į procesų automatizavimo rinką. Dėl gebėjimo įveikti didelius atstumus ir atsparumo triukšmui jis idealiai tinka pramoninei aplinkai, kur šie veiksniai yra svarbesni už gryną ryšio greitį.
IV. Modeliu pagrįsto adaptyvaus valdymo teorinis išvedimas
Šiame skyriuje pateikiamas griežtas intelektualinis pagrindas valdymo strategijai, gebančiai valdyti sudėtingą, netiesinę kosmetinių skysčių dinamiką.
4.1 Pažangios kontrolės poreikis
Tradiciniai proporciniai-integraliniai-išvestiniai (PID) valdikliai yra pagrįsti tiesiniais proceso modeliais ir nėra tinkamai pritaikyti netiesiniam, nuo laiko priklausančiam ir kintamųjų savybių neniutoninių skysčių elgesiui valdyti. PID valdiklis yra reaktyvus; jis laukia, kol atsiras nukrypimas nuo nustatytos vertės, prieš pradėdamas imtis korekcinių veiksmų. Ilgos reakcijos dinamikos procesuose, pvz., dideliame maišymo bake ar tirštiklyje, tai gali lemti lėtą klaidų taisymą, svyravimus arba tikslinės klampos viršijimą. Be to, išoriniai trikdžiai, pvz., temperatūros svyravimai ar gaunamos žaliavos sudėties pokyčiai, reikalautų nuolatinio rankinio PID valdiklio derinimo, o tai lemia proceso nestabilumą ir neefektyvumą.
4.2 Reologinis modeliavimas valdymui
Sėkmingos ne Niutono skysčių valdymo strategijos pagrindas yra tikslus ir nuspėjamas matematinis jų elgesio modelis.
4.2.1 Konstitucinis modeliavimas (pirmieji principai):
Heršelio-Bulklio modelis yra galinga konstitucinė lygtis, naudojama aprašyti skysčių, kuriems būdingas ir takumo įtempis, ir šlyties retėjimo arba tirštėjimo savybės, reologinį elgesį. Modelis susieja šlyties įtempį (τ) su šlyties greičiu (γ˙) naudodamas tris pagrindinius parametrus:
τ = τγ + K(γ˙)n
τγ (takumo įtempis): Minimalus šlyties įtempis, kurį reikia viršyti, kad skystis pradėtų tekėti.
K (konsistencijos indeksas): parametras, analogiškas klampumui, rodantis skysčio pasipriešinimą tekėjimui.
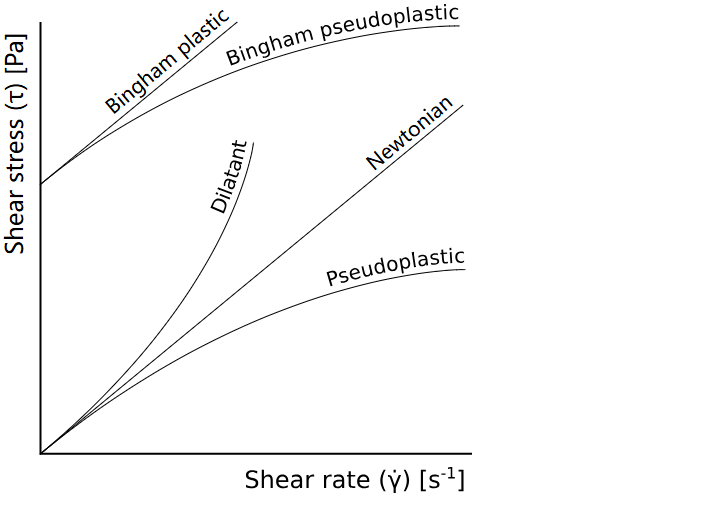
n (srauto elgsenos indeksas): labai svarbus parametras, apibrėžiantis skysčio elgseną: n<1, kai kalbama apie šlyties retėjimą (pseudoplastiškumą), n>1, kai kalbama apie šlyties tirštėjimą (dilatancinį pobūdį), ir n=1, kai kalbama apie Bingamo plastiškumą.
Šis modelis suteikia matematinę sistemą, pagal kurią valdiklis gali numatyti, kaip skysčio tariamoji klampa keisis esant kintantiems šlyties greičiams proceso metu – nuo mažo šlyties maišymo srities iki didelio šlyties siurblio aplinkos.
4.2.2 Duomenimis pagrįstas modeliavimas:
Be pirmojo principo modelių, duomenimis pagrįstas metodas gali būti naudojamas kuriant proceso modelį, kuris mokosi iš internetinio viskozimetro teikiamų realaus laiko duomenų. Tai ypač naudinga sudėtingoms formulėms, kurioms sunku gauti tikslų pirmojo principo modelį. Duomenimis pagrįstas modelis gali prisitaikyti prie jutiklio parametrų realiuoju laiku, atsižvelgiant į išorinius veiksnius, tokius kaip alyvos sudėties pokyčiai ar temperatūros svyravimai. Įrodyta, kad šis metodas sėkmingai kontroliuoja vidutinę absoliučią klampos matavimų paklaidą siaurame diapazone, o tai rodo puikų našumą ir patikimumą.
4.3 Adaptyvaus valdymo dėsnio išvedimas
Modeliu pagrįstos adaptyvios valdymo sistemos esmė yra jos gebėjimas nuolat mokytis ir prisitaikyti prie kintančių proceso sąlygų. Valdiklis nesiremia fiksuotais parametrais, bet dinamiškai atnaujina savo vidinį proceso modelį.
Pagrindinis principas:Adaptyvus valdiklis nuolat realiuoju laiku įvertina arba atnaujina savo vidinio modelio parametrus, remdamasis gaunamais jutiklių duomenimis. Tai leidžia valdikliui „mokytis“ ir kompensuoti proceso pokyčius, kuriuos sukelia žaliavų pokyčiai, įrangos susidėvėjimas ar aplinkos pokyčiai.
Valdymo dėsnio formulavimas:
Modelio parametrų vertinimas: parametrų vertintojas, dažnai pagrįstas rekursinių mažiausių kvadratų (RLS) algoritmu su adaptyviu užmiršimo koeficientu, naudoja realaus laiko jutiklių duomenis (klampumą, temperatūrą, šlyties greitį), kad nuolat derintų modelio parametrus, tokius kaip Herschelio-Bulklio modelio K ir n vertes. Tai yra „adaptyvusis“ komponentas.
Nuspėjamojo valdymo algoritmas:Atnaujintas proceso modelis naudojamas būsimam skysčio elgesiui prognozuoti. Modelio nuspėjamojo valdymo (MPC) algoritmas yra ideali šios taikymo strategija. MPC gali vienu metu valdyti kelis manipuliuojamus kintamuosius (pvz., tirštiklio įpylimo greitį ir siurblio greitį), kad valdytų kelis išvesties kintamuosius (pvz., klampumą ir temperatūrą). MPC nuspėjamasis pobūdis leidžia apskaičiuoti tikslius koregavimus, reikalingus procesui tęsti, net ir esant dideliems vėlavimams, užtikrinant, kad skystis visada išliktų optimaliame reologiniame „lange“.
Perėjimas nuo paprasto grįžtamojo ryšio valdymo prie modeliu pagrįsto adaptyvaus valdymo reiškia esminį poslinkį nuo reaktyvaus prie proaktyvaus procesų valdymo. Tradicinis PID valdiklis iš esmės yra reaktyvus – prieš imdamasis veiksmų, laukia, kol įvyks klaida. Procese, kuriame yra dideli laiko uždelsimai, ši reakcija dažnai būna per vėlyva, todėl atsiranda viršijimų ir svyravimų. Adaptyvus valdiklis, nuolat mokydamasis proceso modelio, gali numatyti, kaip ankstesnis pokytis, pavyzdžiui, žaliavos sudėties pokytis, paveiks galutinio produkto klampumą, kol nuokrypis taps reikšmingas. Tai leidžia sistemai atlikti proaktyvius, apskaičiuotus koregavimus, užtikrinant, kad produktas atitiktų specifikacijas, ir sumažinant atliekas bei kintamumą. Tai yra pagrindinė varomoji jėga, lėmusi didžiulį partijų kintamumo ir medžiagų atliekų sumažėjimą, užfiksuotą sėkmingai įdiegus sistemas.
V. Praktinis įgyvendinimas, patvirtinimas ir veiklos strategijos
Paskutinis projekto etapas yra sėkmingas integruotos sistemos diegimas ir ilgalaikis valdymas. Tam reikia kruopštaus planavimo ir geriausios veiklos praktikos laikymosi.
5.1 Diegimo geriausia praktika
Internetinės viskozimetrijos ir adaptyvaus valdymo integravimas yra sudėtinga užduotis, kurią reikėtų patikėti patyrusiems sistemų integratoriams. Gerai apibrėžtas priekinės dalies dizainas yra labai svarbus, nes iki 80 % projekto problemų galima atsekti šiame etape. Modernizuojant senąsias valdymo sistemas, kvalifikuotas integratorius gali suteikti reikiamų žinių, kad užpildytų komunikacijos spragas ir užtikrintų sklandų perkėlimą. Be to, tinkamas jutiklių išdėstymas yra nepaprastai svarbus. Viskozimetras turi būti sumontuotas tokioje vietoje, kurioje nėra oro burbuliukų, sąstingio zonų ir didelių dalelių, kurios galėtų trukdyti matavimams.
5.2 Duomenų patvirtinimas ir suderinimas
Kad valdymo sistema būtų patikima, duomenys, kuriais ji remiasi, turi būti patvirtinti ir suderinti. Pramoniniai jutikliai, veikiantys atšiaurioje aplinkoje, yra jautrūs triukšmui, poslinkiui ir klaidoms. Valdymo grandinė, kuri aklai pasitiki neapdorotais jutiklių duomenimis, yra trapi ir linkusi padaryti brangiai kainuojančių klaidų.
Duomenų patvirtinimas:Šis procesas apima neapdorotų jutiklių duomenų apdorojimą siekiant užtikrinti, kad vertės būtų reikšmingos ir atitiktų numatytą diapazoną. Paprasti metodai apima išskirtų reikšmių filtravimą ir kelių matavimų per nustatytą laikotarpį vidurkio apskaičiavimą, siekiant sumažinti triukšmą.
Didelės klaidos aptikimas:Statistiniai testai, tokie kaip chi kvadrato testas, gali būti naudojami reikšmingoms paklaidoms arba jutiklių gedimams aptikti, lyginant tikslo funkcijos vertę su kritine verte.
Duomenų suderinimas:Tai pažangesnė technika, kuri naudoja perteklinius jutiklių duomenis ir procesų modelius (pvz., masės išsaugojimo), kad būtų sukurtas vienas, statistiškai patvirtintas duomenų rinkinys. Šis procesas padidina pasitikėjimą sistema ir suteikia savarankišką atsparumo sluoksnį nedideliems jutiklių anomalijoms ir gedimams.
Duomenų patvirtinimo sluoksnio įdiegimas nėra pasirenkama funkcija; tai būtinas intelektualus komponentas, užtikrinantis visos valdymo sistemos patikimumą ir patikimumą susidūrus su realaus pasaulio neatitikimais. Šis sluoksnis paverčia sistemą iš paprasto automatizavimo įrankio tikrai intelektualiu, savikontrolės subjektu, galinčiu palaikyti produkto kokybę be nuolatinės žmogaus priežiūros.
5.3 Ilgalaikė priežiūra ir tvarumas
Ilgalaikė internetinės viskozimetrijos sistemos sėkmė priklauso nuo gerai apibrėžtos priežiūros strategijos.
Jutiklių priežiūra: Tvirtų viskozimetrų konstrukcijų be judančių dalių ir korozijai atsparių medžiagų, tokių kaip 316L nerūdijantis plienas, naudojimas gali gerokai sumažinti užsiteršimo keliamus iššūkius ir supaprastinti priežiūros procedūras.
Sistemos kalibravimas ir patvirtinimas:Reguliarus kalibravimas yra būtinas norint užtikrinti ilgalaikį viskozimetro tikslumą. Didelio tikslumo taikymams kalibravimas su sertifikuotais klampos standartais turėtų būti atliekamas pagal grafiką, tačiau mažiau svarbiems taikymams kalibravimo dažnumą galima sumažinti. Kaip rodo ilgalaikio stabilumo tyrimai, kai kurių tipų viskozimetrai, pavyzdžiui, stikliniai kapiliariniai arba vibraciniai viskozimetrai, gali išlaikyti kalibravimą metų metus, o tai žymiai sumažina brangių kalibravimo atvejų dažnumą.
APraktinis sprendimas gali duoti apčiuopiamos naudos: žymiai sumažinti partijų kintamumą ir medžiagų švaistymą bei atverti kelią visiškai autonominės, išmaniosios gamybos link.Start your opTimasizatasjonasby sukčiavimastaktinis tarifast Lonnmeter.
Įrašo laikas: 2025-09-09







