

ອຸດສາຫະກຳຜະລິດເຄື່ອງສຳອາງທີ່ທັນສະໄໝມີລັກສະນະໂດຍສູດທີ່ສັບສົນ, ເຊິ່ງມັກຈະປະກອບດ້ວຍນ້ຳຢາທີ່ບໍ່ແມ່ນນິວຕັນ. ພຶດຕິກຳການໄຫຼຂອງວັດສະດຸເຫຼົ່ານີ້, ເຊັ່ນ: ການເຮັດໃຫ້ບາງລົງດ້ວຍແຮງຕັດ ແລະ ການດູດຊຶມນ້ຳ, ສະເໜີສິ່ງທ້າທາຍທີ່ສຳຄັນຕໍ່ວິທີການຜະລິດແບບດັ້ງເດີມ, ເຊິ່ງນຳໄປສູ່ຄວາມບໍ່ສອດຄ່ອງແບບຊຸດຕໍ່ຊຸດ, ການເສຍວັດຖຸດິບສູງ, ແລະ ການຂາດປະສິດທິພາບໃນການດຳເນີນງານໃນຂະບວນການທີ່ສຳຄັນເຊັ່ນ: ການສູບ ແລະ ການປະສົມ. ວິທີການຄວບຄຸມຄຸນນະພາບແບບດັ້ງເດີມ, ເຊິ່ງອີງໃສ່ການວັດແທກຄວາມໜືດແບບມີປະຕິກິລິຍາ, ແມ່ນບໍ່ພຽງພໍໂດຍພື້ນຖານສຳລັບການຈັບພຶດຕິກຳແບບເຄື່ອນໄຫວຂອງນ້ຳຢາເຫຼົ່ານີ້ພາຍໃຕ້ເງື່ອນໄຂການຜະລິດ.

I. ວິທະຍາສາດການໄຫຼວຽນຂອງນ້ຳ ແລະ ການເຄື່ອນທີ່ຂອງແຫຼວໃນການຜະລິດເຄື່ອງສຳອາງ
ການຜະລິດເຄື່ອງສຳອາງແມ່ນຂະບວນການທີ່ມີລາຍລະອຽດລະອຽດອ່ອນ ເຊິ່ງຄຸນສົມບັດທາງກາຍະພາບຂອງນ້ຳແມ່ນມີຄວາມສຳຄັນສູງສຸດ. ຄວາມເຂົ້າໃຈຢ່າງເລິກເຊິ່ງກ່ຽວກັບຄຸນສົມບັດເຫຼົ່ານີ້ແມ່ນເງື່ອນໄຂເບື້ອງຕົ້ນສຳລັບການສົນທະນາທີ່ມີຄວາມໝາຍກ່ຽວກັບການເພີ່ມປະສິດທິພາບຂອງຂະບວນການ. ການເຄື່ອນໄຫວຂອງນ້ຳຂອງຜະລິດຕະພັນເຄື່ອງສຳອາງບໍ່ໄດ້ຖືກຄວບຄຸມໂດຍຄວາມສຳພັນທີ່ງ່າຍດາຍ, ເຮັດໃຫ້ພວກມັນແຕກຕ່າງຈາກນ້ຳຂອງແບບນິວຕັນເຊັ່ນນ້ຳ.
1.1ຄວາມໜືດ ແລະ ຄວາມຄ່ອງແຄ້ວ
ຄວາມໜືດແມ່ນມາດຕະການວັດແທກຄວາມຕ້ານທານຂອງນ້ຳຕໍ່ຄວາມກົດດັນທີ່ນຳໃຊ້. ສຳລັບນ້ຳນິວຕັນແບບງ່າຍໆ, ຄຸນສົມບັດນີ້ແມ່ນຄົງທີ່ ແລະ ສາມາດລະບຸລັກສະນະໄດ້ດ້ວຍຄ່າດຽວ. ຢ່າງໃດກໍຕາມ, ສູດເຄື່ອງສຳອາງບໍ່ຄ່ອຍຈະງ່າຍດາຍແບບນີ້. ໂລຊັ່ນ, ຄຣີມ ແລະ ແຊມພູສ່ວນໃຫຍ່ຖືກຈັດປະເພດເປັນນ້ຳທີ່ບໍ່ແມ່ນນິວຕັນ, ເຊິ່ງຄວາມຕ້ານທານຕໍ່ການໄຫຼຂອງມັນຈະປ່ຽນແປງໄປຕາມປະລິມານແຮງ (ແຮງຕັດ) ທີ່ນຳໃຊ້.
ວິທະຍາສາດການໄຫຼ (Rheology) ເປັນສາຂາວິຊາທີ່ຄົບຖ້ວນ ແລະ ຈຳເປັນຫຼາຍກວ່າສຳລັບອຸດສາຫະກຳນີ້. ມັນແມ່ນການສຶກສາກ່ຽວກັບການໄຫຼ ແລະ ການຜິດຮູບຂອງຂອງແຫຼວ, ເຈວ ແລະ ເຄິ່ງແຂງ. ຈຸດຂໍ້ມູນດຽວບໍ່ພຽງພໍທີ່ຈະຄາດຄະເນພຶດຕິກຳຂອງຜະລິດຕະພັນໃນຂະນະທີ່ມັນຖືກສູບ, ປະສົມ ແລະ ຕື່ມ. ຄຸນລັກສະນະການໄຫຼຂອງຜະລິດຕະພັນມີອິດທິພົນໂດຍກົງຕໍ່ຄຸນລັກສະນະທາງດ້ານປະສາດສຳຜັດ, ຄວາມໝັ້ນຄົງໃນໄລຍະຍາວໃນການຫຸ້ມຫໍ່, ແລະ ປະສິດທິພາບການເຮັດວຽກ. ຕົວຢ່າງ, ຄວາມໜືດຂອງຄຣີມກຳນົດຄວາມສາມາດໃນການແຜ່ລາມຂອງມັນຢູ່ເທິງຜິວໜັງ, ແລະຄວາມໜຽວຂອງແຊມພູມີຜົນກະທົບຕໍ່ປະລິມານທີ່ຜູ້ບໍລິໂພກແຈກຈ່າຍຈາກຂວດ.
1.2ນ້ຳທີ່ບໍ່ແມ່ນນິວຕັນ ແລະ ສິ່ງທ້າທາຍໃນການຜະລິດຂອງມັນ
ຄວາມສັບສົນຂອງການຜະລິດເຄື່ອງສຳອາງແມ່ນເກີດມາຈາກພຶດຕິກຳການໄຫຼຂອງນ້ຳທີ່ຫຼາກຫຼາຍຂອງນ້ຳທີ່ກ່ຽວຂ້ອງ. ການເຂົ້າໃຈພຶດຕິກຳເຫຼົ່ານີ້ແມ່ນກຸນແຈສຳຄັນໃນການແກ້ໄຂບັນຫາທ້າທາຍດ້ານການຜະລິດທີ່ຕິດພັນ.
ການປ່ຽນແປງຮູບຮ່າງ (ການເຮັດໃຫ້ບາງລົງດ້ວຍແຮງຕັດ):ນີ້ແມ່ນຄຸນສົມບັດທີ່ບໍ່ຂຶ້ນກັບເວລາທີ່ຄວາມໜືດຂອງນໍ້າຫຼຸດລົງເມື່ອອັດຕາການຕັດເພີ່ມຂຶ້ນ. ນໍ້າຢາອີມັນຊັນ ແລະ ໂລຊັ່ນເຄື່ອງສຳອາງຫຼາຍຊະນິດສະແດງໃຫ້ເຫັນພຶດຕິກຳນີ້, ເຊິ່ງເປັນທີ່ຕ້ອງການສຳລັບຜະລິດຕະພັນທີ່ຕ້ອງການຄວາມໜາໃນເວລາພັກຜ່ອນ ແຕ່ສາມາດກະຈາຍ ຫຼື ໄຫຼໄດ້ເມື່ອໃຊ້.
ທິໂຊໂທຣປີ:ນີ້ແມ່ນຄຸນສົມບັດການເຮັດໃຫ້ສີບາງລົງຕາມເວລາ. ນ້ຳຢາ Thixotropic, ເຊັ່ນດຽວກັບເຈວ ແລະ ສານລະລາຍຄໍລອຍດ໌ບາງຊະນິດ, ຈະກາຍເປັນໜຽວໜ້ອຍລົງເມື່ອຖືກກະຕຸ້ນ ຫຼື ຕັດຕາມການເວລາ ແລະ ໃຊ້ເວລາທີ່ກຳນົດໄວ້ເພື່ອກັບຄືນສູ່ສະພາບເດີມ ແລະ ໜຽວຫຼາຍຂຶ້ນເມື່ອຄວາມກົດດັນຖືກກຳຈັດອອກ. ຕົວຢ່າງຄລາສສິກແມ່ນສີທີ່ບໍ່ຢອດ, ເຊິ່ງຈະບາງລົງພາຍໃຕ້ການຕັດຂອງແປງ ແຕ່ຈະໜາຂຶ້ນຢ່າງໄວວາເມື່ອຢູ່ເທິງໜ້າດິນແນວຕັ້ງເພື່ອປ້ອງກັນການຫຍ่อนຍານ. ນົມສົ້ມ ແລະ ແຊມພູບາງຊະນິດກໍ່ສະແດງໃຫ້ເຫັນຄຸນສົມບັດນີ້ເຊັ່ນກັນ.
ນ້ຳຢາຄວາມຄຽດໃຫ້ຜົນຜະລິດ:ວັດສະດຸເຫຼົ່ານີ້ມີພຶດຕິກຳຄືກັບຂອງແຂງທີ່ຢຸດນິ້ງ ແລະ ຈະເລີ່ມໄຫຼຫຼັງຈາກຄວາມກົດດັນຂອງແຮງຕັດທີ່ໃຊ້ເກີນຄ່າວິກິດ ເຊິ່ງເອີ້ນວ່າຈຸດຜົນຜະລິດ ຫຼື ຄວາມກົດດັນຂອງຜົນຜະລິດ. ຊອດໝາກເລັ່ນແມ່ນຕົວຢ່າງທົ່ວໄປ. ໃນເຄື່ອງສຳອາງ, ຜະລິດຕະພັນທີ່ມີຈຸດຜົນຜະລິດສູງແມ່ນຖືກຮັບຮູ້ໂດຍຜູ້ບໍລິໂພກວ່າມີ "ປະລິມານຫຼາຍກວ່າ" ແລະ ຄວາມຮູ້ສຶກທີ່ມີຄຸນນະພາບສູງກວ່າ.
1.3 ຜົນກະທົບໂດຍກົງຕໍ່ປະສິດທິພາບຂອງຂະບວນການ
ພຶດຕິກຳທີ່ບໍ່ເປັນເສັ້ນຊື່ຂອງນ້ຳເຫຼົ່ານີ້ມີຜົນກະທົບຢ່າງເລິກເຊິ່ງ ແລະ ມັກເປັນອັນຕະລາຍຕໍ່ການດຳເນີນງານຜະລິດມາດຕະຖານ.
1.3.1 ການດຳເນີນງານສູບນ້ຳ:
ປະສິດທິພາບຂອງປັ໊ມແຮງດັນສູນກາງ, ເຊິ່ງມີຢູ່ທົ່ວໄປໃນການຜະລິດ, ໄດ້ຮັບຜົນກະທົບຢ່າງຫຼວງຫຼາຍຈາກຄວາມໜືດຂອງນ້ຳ. ຜົນຜະລິດຂອງຫົວປັ໊ມ ແລະ ປະລິມານສາມາດ "ຫຼຸດລົງ" ໄດ້ຢ່າງຫຼວງຫຼາຍເມື່ອສູບນ້ຳທີ່ມີຄວາມໜືດສູງ, ບໍ່ແມ່ນນິວຕັນ. ການສຶກສາສະແດງໃຫ້ເຫັນວ່າການເພີ່ມຂຶ້ນຂອງປະລິມານແຂງໃນສ່ວນປະສົມສາມາດນຳໄປສູ່ການຫຼຸດລົງຂອງຫົວ ແລະ ປະສິດທິພາບສູງເຖິງ 60% ແລະ 25% ຕາມລຳດັບ, ສຳລັບສ່ວນປະສົມທີ່ເຂັ້ມຂຸ້ນ. ການຫຼຸດລົງນີ້ບໍ່ແມ່ນຄ່າຄົງທີ່; ອັດຕາການຕັດສູງພາຍໃນປັ໊ມສາມາດປ່ຽນແປງຄວາມໜືດທີ່ເຫັນໄດ້ຊັດເຈນຂອງນ້ຳ, ເຊິ່ງນຳໄປສູ່ປະສິດທິພາບຂອງປັ໊ມທີ່ບໍ່ສາມາດຄາດເດົາໄດ້ ແລະ ການຂາດການໄຫຼທີ່ສະໝໍ່າສະເໝີ. ຄວາມຕ້ານທານສູງຂອງນ້ຳທີ່ມີຄວາມໜືດຍັງເຮັດໃຫ້ມີການໂຫຼດລັດສະໝີຫຼາຍຂຶ້ນໃສ່ແບຣິ່ງ ແລະ ເຮັດໃຫ້ເກີດບັນຫາກັບປະທັບຕາກົນຈັກ, ເຊິ່ງເພີ່ມຄວາມສ່ຽງຂອງຄວາມລົ້ມເຫຼວຂອງອຸປະກອນ ແລະ ການບຳລຸງຮັກສາ.
1.3.2 ການປະສົມ ແລະ ການກວນ:
ໃນຖັງປະສົມ, ຄວາມໜືດສູງຂອງນ້ຳຢາສຳອາງສາມາດເຮັດໃຫ້ກະແສໄຫຼຈາກກ່າງປັ່ນປະສົມຫຼຸດລົງຢ່າງຮຸນແຮງ, ເຮັດໃຫ້ການສັ່ນສະເທືອນ ແລະ ການປະສົມສຸມໃສ່ພື້ນທີ່ນ້ອຍໆທີ່ຢູ່ອ້ອມຮອບກ່າງປັ່ນ. ສິ່ງນີ້ນຳໄປສູ່ການສູນເສຍພະລັງງານຢ່າງຫຼວງຫຼາຍ ແລະ ປ້ອງກັນບໍ່ໃຫ້ຊຸດທັງໝົດບັນລຸຄວາມເປັນເອກະພາບ. ສຳລັບນ້ຳຢາທີ່ເຮັດໃຫ້ບາງລົງດ້ວຍແຮງສັ່ນສະເທືອນ, ຜົນກະທົບນີ້ຈະຮ້າຍແຮງຂຶ້ນ, ຍ້ອນວ່ານ້ຳຢາທີ່ຢູ່ໄກຈາກກ່າງປັ່ນມີອັດຕາການສັ່ນສະເທືອນຕ່ຳ ແລະ ຍັງຄົງມີຄວາມໜືດສູງ, ສ້າງ "ເກາະປະສົມຊ້າ" ຫຼື "ຖ້ຳປອມ" ທີ່ບໍ່ເປັນເອກະພາບຢ່າງຖືກຕ້ອງ. ຜົນໄດ້ຮັບແມ່ນການແຈກຢາຍສ່ວນປະກອບທີ່ບໍ່ສະໝໍ່າສະເໝີ ແລະ ຜະລິດຕະພັນສຸດທ້າຍທີ່ບໍ່ສອດຄ່ອງກັນ.
ວິທີການແບບດັ້ງເດີມຂອງການວັດແທກຄວາມໜືດດ້ວຍຕົນເອງແບບອອບໄລນ໌ແມ່ນບໍ່ພຽງພໍໂດຍພື້ນຖານສຳລັບການຈັດການຄວາມສັບສົນເຫຼົ່ານີ້. ຄວາມໜືດຂອງນ້ຳທີ່ບໍ່ແມ່ນນິວຕັນບໍ່ແມ່ນຄ່າດຽວ ແຕ່ເປັນໜ້າທີ່ຂອງອັດຕາການຕັດ ແລະ ໃນບາງກໍລະນີ, ໄລຍະເວລາຂອງການຕັດ. ເງື່ອນໄຂທີ່ຕົວຢ່າງຫ້ອງທົດລອງຖືກວັດແທກ (ເຊັ່ນ ໃນບີເກີທີ່ຄວາມໄວ ແລະ ອຸນຫະພູມຂອງແກນກາງສະເພາະ) ບໍ່ໄດ້ສະທ້ອນເຖິງເງື່ອນໄຂການຕັດແບບໄດນາມິກພາຍໃນທໍ່ ຫຼື ຖັງປະສົມ. ດັ່ງນັ້ນ, ການວັດແທກທີ່ເຮັດໃນອັດຕາການຕັດ ແລະ ອຸນຫະພູມຄົງທີ່ອາດຈະບໍ່ກ່ຽວຂ້ອງກັບພຶດຕິກຳຂອງນ້ຳໃນລະຫວ່າງຂະບວນການແບບໄດນາມິກ. ເມື່ອທີມງານຜະລິດອີງໃສ່ການກວດສອບດ້ວຍຕົນເອງໃນແຕ່ລະຊົ່ວໂມງ, ພວກເຂົາບໍ່ພຽງແຕ່ຊ້າເກີນໄປທີ່ຈະຕອບສະໜອງຕໍ່ຄວາມຜັນຜວນຂອງຂະບວນການໃນເວລາຈິງເທົ່ານັ້ນ ແຕ່ຍັງອີງໃສ່ການຕັດສິນໃຈຂອງພວກເຂົາໂດຍອີງໃສ່ຄ່າທີ່ອາດຈະບໍ່ສະແດງເຖິງສະພາບໃນຂະບວນການຂອງນ້ຳຢ່າງຖືກຕ້ອງ. ການເພິ່ງພາອາໄສຂໍ້ມູນທີ່ມີຂໍ້ບົກຜ່ອງ ແລະ ມີປະຕິກິລິຍານີ້ສ້າງວົງຈອນສາເຫດຂອງການຄວບຄຸມທີ່ບໍ່ດີ ແລະ ການປ່ຽນແປງຂອງການດຳເນີນງານທີ່ສູງ, ເຊິ່ງເປັນໄປບໍ່ໄດ້ທີ່ຈະທຳລາຍໄດ້ໂດຍບໍ່ມີວິທີການໃໝ່ ແລະ ມີປະສິດທິພາບ.

ການປະສົມ ແລະ ການປະສົມເຄື່ອງສຳອາງ
II. ການເລືອກເຊັນເຊີ ແລະ ການຈັດຕັ້ງປະຕິບັດຮາດແວໃນສະພາບແວດລ້ອມທີ່ຮຸນແຮງ
ການເຄື່ອນຍ້າຍໄປໄກກວ່າວິທີການຄູ່ມືຮຽກຮ້ອງໃຫ້ມີການເລືອກເຄື່ອງວັດແທກຄວາມໜືດອອນໄລນ໌ທີ່ແຂງແຮງ ແລະ ໜ້າເຊື່ອຖືເຊິ່ງສາມາດສະໜອງຂໍ້ມູນຢ່າງຕໍ່ເນື່ອງ ແລະ ເວລາຈິງຈາກພາຍໃນຂະບວນການ.
2.1ເຄື່ອງວັດແທກຄວາມໜືດອອນໄລນ໌
ເຄື່ອງວັດຄວາມໜືດອອນໄລນ໌ບໍ່ວ່າຈະຕິດຕັ້ງໂດຍກົງໃນສາຍການຜະລິດ (ໃນສາຍການຜະລິດ) ຫຼື ໃນວົງຈອນ bypass loop, ໃຫ້ການວັດແທກຄວາມໜືດແບບເວລາຈິງ 24/7, ເຮັດໃຫ້ສາມາດຕິດຕາມກວດກາ ແລະ ຄວບຄຸມຂະບວນການຢ່າງຕໍ່ເນື່ອງ. ສິ່ງນີ້ແຕກຕ່າງຈາກວິທີການຫ້ອງທົດລອງແບບອອບໄລນ໌, ເຊິ່ງມີປະຕິກິລິຍາໂດຍທຳມະຊາດ ແລະ ສາມາດສະໜອງພາບຖ່າຍຂອງສະພາບຂະບວນການໄດ້ພຽງແຕ່ໃນຊ່ວງເວລາທີ່ແຕກຕ່າງກັນເທົ່ານັ້ນ. ຄວາມສາມາດໃນການໄດ້ຮັບຂໍ້ມູນທີ່ໜ້າເຊື່ອຖື ແລະ ຕໍ່ເນື່ອງຈາກສາຍການຜະລິດແມ່ນສິ່ງທີ່ຕ້ອງມີກ່ອນສຳລັບການຈັດຕັ້ງປະຕິບັດລະບົບຄວບຄຸມແບບອັດຕະໂນມັດແບບວົງຈອນປິດ.
2.2 ຂໍ້ກຳນົດຫຼັກຂອງເຄື່ອງວັດຄວາມໜືດ
ການເລືອກເຄື່ອງວັດແທກຄວາມໜືດສຳລັບການຜະລິດເຄື່ອງສຳອາງຕ້ອງໄດ້ຮັບການຊີ້ນຳໂດຍຂໍ້ຈຳກັດດ້ານສິ່ງແວດລ້ອມ ແລະ ການດຳເນີນງານທີ່ເປັນເອກະລັກຂອງອຸດສາຫະກຳ.
ຂໍ້ຈຳກັດດ້ານສິ່ງແວດລ້ອມ ແລະ ຄວາມທົນທານ:
ອຸນຫະພູມ ແລະ ຄວາມກົດດັນສູງ:ສູດເຄື່ອງສຳອາງມັກຈະຕ້ອງການໃຫ້ຄວາມຮ້ອນເຖິງອຸນຫະພູມສະເພາະເພື່ອຮັບປະກັນການປະສົມ ແລະ ການປະສົມອີມັນຊິເຟຊັນທີ່ເໝາະສົມ. ເຊັນເຊີທີ່ເລືອກຕ້ອງສາມາດເຮັດວຽກໄດ້ຢ່າງໜ້າເຊື່ອຖືໃນອຸນຫະພູມສູງເຖິງ 300 °C ແລະ ຄວາມດັນສູງເຖິງ 500 bar.
ຄວາມຕ້ານທານການກັດກ່ອນ:ສ່ວນປະກອບເຄື່ອງສຳອາງຫຼາຍຢ່າງ, ລວມທັງສານເຄມີທີ່ເຮັດໃຫ້ເກີດການກັດກ່ອນ ແລະ ສານເຕີມແຕ່ງຕ່າງໆ, ສາມາດກັດກ່ອນໄດ້ຕາມການເວລາ. ຊິ້ນສ່ວນທີ່ປຽກຂອງເຊັນເຊີຕ້ອງໄດ້ຜະລິດຈາກວັດສະດຸທີ່ທົນທານ ແລະ ທົນທານຕໍ່ການກັດກ່ອນສູງ. ເຫຼັກສະແຕນເລດ 316L ເປັນທາງເລືອກມາດຕະຖານສຳລັບຄວາມທົນທານຂອງມັນໃນສະພາບແວດລ້ອມດັ່ງກ່າວ.
ພູມຕ້ານທານຕໍ່ການສັ່ນສະເທືອນ:ສະພາບແວດລ້ອມການຜະລິດມີສຽງດັງທາງກົນຈັກ, ໂດຍມີປໍ້າ, ເຄື່ອງກະຕຸ້ນ, ແລະເຄື່ອງຈັກອື່ນໆຜະລິດການສັ່ນສະເທືອນທີ່ສຳຄັນ. ຫຼັກການວັດແທກຂອງເຊັນເຊີຕ້ອງມີຄວາມຕ້ານທານຕໍ່ການສັ່ນສະເທືອນເຫຼົ່ານີ້ເພື່ອຮັບປະກັນຄວາມສົມບູນຂອງຂໍ້ມູນ.
2.3 ການວິເຄາະເຕັກໂນໂລຊີ Viscometer ສໍາລັບການເຊື່ອມໂຍງຂະບວນການ
ສຳລັບການເຊື່ອມໂຍງທາງອອນລາຍທີ່ແຂງແກ່ນ, ເຕັກໂນໂລຢີບາງຢ່າງແມ່ນເໝາະສົມກວ່າເຕັກໂນໂລຢີອື່ນໆ.
ມິເຕີສັ່ນສະເທືອນ/ສະທ້ອນເທັກໂນໂລຢີນີ້ເຮັດວຽກໂດຍການວັດແທກຜົນກະທົບຂອງການດູດຊຶມຂອງນ້ຳຕໍ່ອົງປະກອບສັ່ນສະເທືອນ ເຊັ່ນ: ສ້ອມ ຫຼື ຕົວສະທ້ອນສຽງ ເພື່ອກຳນົດຄວາມໜືດ. ຫຼັກການນີ້ສະເໜີຂໍ້ໄດ້ປຽບທີ່ສຳຄັນຫຼາຍຢ່າງສຳລັບການນຳໃຊ້ດ້ານຄວາມງາມ. ເຊັນເຊີເຫຼົ່ານີ້ບໍ່ມີຊິ້ນສ່ວນທີ່ເຄື່ອນທີ່ ເຊິ່ງຊ່ວຍຫຼຸດຜ່ອນຄວາມຕ້ອງການໃນການບຳລຸງຮັກສາ ແລະ ຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍໃນການດຳເນີນງານໂດຍລວມ. ການອອກແບບທີ່ອອກແບບມາເປັນຢ່າງດີ ເຊັ່ນ: ຕົວສະທ້ອນສຽງຮ່ວມທີ່ສົມດຸນ ຈະຍົກເລີກແຮງບິດປະຕິກິລິຍາຢ່າງຫ້າວຫັນ ແລະ ດັ່ງນັ້ນຈຶ່ງບໍ່ມີຄວາມອ່ອນໄຫວຕໍ່ເງື່ອນໄຂການຕິດຕັ້ງ ແລະ ການສັ່ນສະເທືອນພາຍນອກ. ພູມຕ້ານທານຕໍ່ສຽງລົບກວນຈາກສະພາບແວດລ້ອມນີ້ຮັບປະກັນການວັດແທກທີ່ໝັ້ນຄົງ, ສາມາດເຮັດຊ້ຳໄດ້ ແລະ ສາມາດຜະລິດຄືນໃໝ່ໄດ້ ເຖິງແມ່ນວ່າໃນການໄຫຼທີ່ບໍ່ສະໝ່ຳສະເໝີ ຫຼື ພາຍໃຕ້ເງື່ອນໄຂການຕັດສູງ. ເຊັນເຊີເຫຼົ່ານີ້ຍັງສາມາດວັດແທກຄວາມໜືດໄດ້ໃນລະດັບທີ່ກວ້າງຂວາງຫຼາຍ ຕັ້ງແຕ່ນ້ຳທີ່ມີຄວາມໜືດຕ່ຳຫຼາຍຫາສູງຫຼາຍ ເຊິ່ງເຮັດໃຫ້ມັນມີຄວາມຫຼາກຫຼາຍສຳລັບຜະລິດຕະພັນທີ່ຫຼາກຫຼາຍ.
ເຕັກໂນໂລຊີໝູນວຽນ ແລະ ເຕັກໂນໂລຊີອື່ນໆ:ໃນຂະນະທີ່ເຄື່ອງວັດແທກຄວາມໜືດໝູນວຽນມີປະສິດທິພາບສູງໃນຫ້ອງທົດລອງສຳລັບການສ້າງເສັ້ນໂຄ້ງການໄຫຼເຕັມທີ່, ຄວາມສັບສົນຂອງມັນ ແລະ ການມີຊິ້ນສ່ວນທີ່ເຄື່ອນທີ່ສາມາດເຮັດໃຫ້ພວກມັນທ້າທາຍໃນການຮັກສາການນຳໃຊ້ໃນອຸດສາຫະກຳແບບ inline. ປະເພດອື່ນໆ, ເຊັ່ນ: ອົງປະກອບທີ່ຕົກລົງ ຫຼື ປະເພດ capillary, ອາດຈະເໝາະສົມສຳລັບການນຳໃຊ້ສະເພາະ ແຕ່ມັກຈະປະເຊີນກັບຂໍ້ຈຳກັດໃນການວັດແທກຂອງແຫຼວທີ່ບໍ່ແມ່ນ Newtonian ຫຼື ມີຄວາມອ່ອນໄຫວຕໍ່ການປ່ຽນແປງຂອງອຸນຫະພູມ ແລະ ການໄຫຼ.
ຄວາມໜ້າເຊື່ອຖືຂອງລະບົບຄວບຄຸມອັດຕະໂນມັດແມ່ນສັດສ່ວນໂດຍກົງກັບຄວາມໜ້າເຊື່ອຖືຂອງການປ້ອນຂໍ້ມູນຂອງເຊັນເຊີ. ດັ່ງນັ້ນ, ຄວາມໝັ້ນຄົງໃນໄລຍະຍາວ ແລະ ຄວາມຕ້ອງການການປັບທຽບຂັ້ນຕ່ຳຂອງເຄື່ອງວັດແທກຄວາມໜືດບໍ່ພຽງແຕ່ເປັນລັກສະນະທີ່ສະດວກສະບາຍເທົ່ານັ້ນ; ພວກມັນເປັນຄວາມຕ້ອງການພື້ນຖານສຳລັບລະບົບຄວບຄຸມທີ່ມີປະສິດທິພາບ ແລະ ບໍ່ຕ້ອງບຳລຸງຮັກສາຫຼາຍ. ຄ່າໃຊ້ຈ່າຍຂອງເຊັນເຊີຕ້ອງຖືກເບິ່ງບໍ່ພຽງແຕ່ເປັນລາຍຈ່າຍທຶນເບື້ອງຕົ້ນເທົ່ານັ້ນ ແຕ່ຍັງເປັນຄ່າໃຊ້ຈ່າຍທັງໝົດຂອງການເປັນເຈົ້າຂອງ (TCO), ເຊິ່ງລວມທັງແຮງງານ ແລະ ເວລາຢຸດເຮັດວຽກທີ່ກ່ຽວຂ້ອງກັບການບຳລຸງຮັກສາ ແລະ ການປັບທຽບ. ຂໍ້ມູນຈາກເຄື່ອງມືເຊັ່ນ:ເຄື່ອງວັດແທກຄວາມໜືດຂອງເສັ້ນເລືອດຝອຍສະແດງໃຫ້ເຫັນວ່າດ້ວຍການຈັດການ ແລະ ການທຳຄວາມສະອາດທີ່ເໝາະສົມ, ການວັດແທກຂອງພວກມັນສາມາດຄົງຕົວໄດ້ເປັນເວລາໜຶ່ງທົດສະວັດ ຫຼື ຫຼາຍກວ່ານັ້ນ, ເຊິ່ງສະແດງໃຫ້ເຫັນວ່າຄວາມໝັ້ນຄົງໃນໄລຍະຍາວແມ່ນຄຸນລັກສະນະທີ່ສາມາດບັນລຸໄດ້ ແລະ ສຳຄັນຂອງເຄື່ອງມືໃນຂະບວນການ. ເຊັນເຊີທີ່ສາມາດຮັກສາການວັດແທກຂອງມັນໄດ້ເປັນໄລຍະເວລາທີ່ຍາວນານຈະຊ່ວຍຫຼຸດຜ່ອນຄວາມສ່ຽງຂອງໂຄງການອັດຕະໂນມັດໄດ້ຢ່າງຫຼວງຫຼາຍໂດຍການກຳຈັດແຫຼ່ງທີ່ມາຫຼັກຂອງການປ່ຽນແປງຂອງຂະບວນການທີ່ອາດເກີດຂຶ້ນ ແລະ ເຮັດໃຫ້ລະບົບສາມາດດຳເນີນງານໄດ້ດ້ວຍຕົນເອງດ້ວຍການແຊກແຊງຂອງມະນຸດໜ້ອຍທີ່ສຸດ.
| ເທັກໂນໂລຢີ | ຫຼັກການດໍາເນີນງານ | ຄວາມເໝາະສົມສຳລັບນ້ຳທີ່ບໍ່ແມ່ນນິວຕັນ | ຄວາມສາມາດອຸນຫະພູມສູງ/ຄວາມກົດດັນ | ຄວາມຕ້ານທານການກັດກ່ອນ | ພູມຕ້ານທານການສັ່ນສະເທືອນ | ການບຳລຸງຮັກສາ/ການປັບທຽບ |
| ສັ່ນສະເທືອນ/ ສະທ້ອນ | ວັດແທກການດູດຊຶມຂອງແຫຼວໃນອົງປະກອບສັ່ນສະເທືອນ (ສ້ອມ, ເຄື່ອງສະທ້ອນສຽງ). | ດີເລີດ (ຄວາມແຮງຕັດສູງ, ການອ່ານທີ່ຊ້ຳໄດ້). | ສູງ (ສູງສຸດ 300°C, 500 bar). | ດີເລີດ (ຊິ້ນສ່ວນປຽກ SS 316L ທັງໝົດ). | ດີເລີດ (ການອອກແບບເຄື່ອງສະທ້ອນສຽງທີ່ສົມດຸນ). | ຕ່ຳ (ບໍ່ມີຊິ້ນສ່ວນທີ່ເຄື່ອນທີ່, ມີຮອຍເປື້ອນໜ້ອຍທີ່ສຸດ). |
| ການໝູນວຽນ | ວັດແທກແຮງບິດທີ່ຕ້ອງການເພື່ອໝຸນ spindle ໃນຂອງແຫຼວ. | ດີເລີດ (ໃຫ້ເສັ້ນໂຄ້ງການໄຫຼເຕັມທີ່ໃນການຕັ້ງຄ່າຫ້ອງທົດລອງ). | ປານກາງຫາສູງ (ແຕກຕ່າງກັນໄປຕາມຮຸ່ນ). | ດີ (ຕ້ອງການວັດສະດຸ spindle ສະເພາະ). | ບໍ່ດີ (ມີຄວາມອ່ອນໄຫວສູງຕໍ່ການສັ່ນສະເທືອນພາຍນອກ). | ສູງ (ເຮັດຄວາມສະອາດເລື້ອຍໆ, ຊິ້ນສ່ວນທີ່ເຄື່ອນທີ່). |
| ຄວາມດັນແບບ Capillary/Differential | ວັດແທກຄວາມດັນຫຼຸດລົງໃນທໍ່ຄົງທີ່ດ້ວຍອັດຕາການໄຫຼຄົງທີ່. | ຈຳກັດ (ໃຫ້ຄວາມໜືດສະເລ່ຍຂອງນິວຕັນດຽວ). | ປານກາງຫາສູງ (ຕ້ອງການຄວາມໝັ້ນຄົງຂອງອຸນຫະພູມ). | ດີ (ຂຶ້ນກັບວັດສະດຸຂອງເສັ້ນເລືອດຝອຍ). | ປານກາງ (ຂຶ້ນກັບການໄຫຼ, ຕ້ອງການການໄຫຼທີ່ໝັ້ນຄົງ). | ສູງ (ຕ້ອງການການທຳຄວາມສະອາດ, ມີຄວາມສ່ຽງທີ່ຈະອຸດຕັນ). |
| ອົງປະກອບທີ່ຕົກ | ວັດແທກເວລາທີ່ອົງປະກອບຕົກລົງຜ່ານຂອງແຫຼວ. | ຈຳກັດ (ໃຫ້ຄວາມໜືດສະເລ່ຍຂອງນິວຕັນດຽວ). | ປານກາງຫາສູງ (ຂຶ້ນກັບວັດສະດຸ). | ດີ (ຂຶ້ນກັບວັດສະດຸຂອງອົງປະກອບ). | ປານກາງ (ມີຄວາມອ່ອນໄຫວຕໍ່ກັບການສັ່ນສະເທືອນ). | ປານກາງ (ຊິ້ນສ່ວນທີ່ເຄື່ອນທີ່, ຕ້ອງການການປັບທຽບໃໝ່). |
2.4 ຕຳແໜ່ງເຊັນເຊີທີ່ດີທີ່ສຸດສຳລັບຂໍ້ມູນທີ່ຖືກຕ້ອງ
ການວາງຕຳແໜ່ງທາງກາຍະພາບຂອງເຄື່ອງວັດແທກຄວາມໜືດແມ່ນມີຄວາມສຳຄັນເທົ່າກັບເທັກໂນໂລຢີເອງ. ການວາງຕຳແໜ່ງທີ່ເໝາະສົມຮັບປະກັນວ່າຂໍ້ມູນທີ່ເກັບກຳມາເປັນຕົວແທນຂອງສະພາບຂະບວນການ. ວິທີປະຕິບັດທີ່ດີທີ່ສຸດກຳນົດວ່າເຊັນເຊີຄວນວາງໄວ້ໃນສະຖານທີ່ທີ່ນ້ຳມີຄວາມເປັນເອກະພາບ ແລະ ບ່ອນທີ່ອົງປະກອບເຊັນເຊີຈົມຢູ່ໃຕ້ນ້ຳຢ່າງສົມບູນຕະຫຼອດເວລາ. ຄວນຫຼີກລ່ຽງຈຸດສູງໃນທໍ່ສົ່ງທີ່ອາດຈະມີຟອງອາກາດສະສົມ, ເພາະວ່າອາກາດທີ່ກັກຂັງສາມາດລົບກວນການວັດແທກ, ໂດຍສະເພາະສຳລັບເຄື່ອງວັດຄວາມໜືດສັ່ນສະເທືອນໃນລັກສະນະດຽວກັນ, ຄວນຫຼີກລ່ຽງການຕິດຕັ້ງໃນ "ເຂດຢຸດສະງັກ" ບ່ອນທີ່ນ້ຳບໍ່ໄດ້ເຄື່ອນທີ່ຢ່າງຕໍ່ເນື່ອງເພື່ອປ້ອງກັນການຕົກຕະກອນຂອງວັດສະດຸທີ່ສ້າງຕົວຢູ່ເທິງເຊັນເຊີ. ຍຸດທະສາດທີ່ດີແມ່ນການວາງເຊັນເຊີໄວ້ໃນສ່ວນຂອງທໍ່ທີ່ມີການໄຫຼທີ່ໝັ້ນຄົງ ແລະ ສະໝໍ່າສະເໝີ, ເຊັ່ນ: ທໍ່ຍົກຂຶ້ນຕັ້ງ ຫຼື ພື້ນທີ່ທີ່ມີອັດຕາການໄຫຼທີ່ສະໝໍ່າສະເໝີ, ເພື່ອໃຫ້ຂໍ້ມູນທີ່ໜ້າເຊື່ອຖືທີ່ສຸດສຳລັບລະບົບຄວບຄຸມ.
III.ການເຊື່ອມໂຍງ PLC/DCS ທີ່ລຽບງ່າຍຜ່ານ RS485
ການນຳໃຊ້ທີ່ປະສົບຜົນສຳເລັດຂອງເຄື່ອງວັດແທກຄວາມໜືດອອນໄລນ໌ອີງໃສ່ການເຊື່ອມໂຍງທີ່ລຽບງ່າຍເຂົ້າກັບໂຄງສ້າງພື້ນຖານການຄວບຄຸມໂຮງງານທີ່ມີຢູ່ແລ້ວ. ການເລືອກໂປໂຕຄອນການສື່ສານ ແລະ ຊັ້ນທາງກາຍະພາບແມ່ນການຕັດສິນໃຈເຊີງຍຸດທະສາດທີ່ດຸ່ນດ່ຽງຄວາມໜ້າເຊື່ອຖື, ຄ່າໃຊ້ຈ່າຍ, ແລະ ຄວາມເຂົ້າກັນໄດ້ກັບລະບົບເກົ່າ.
3.1 ພາບລວມຂອງສະຖາປັດຕະຍະກຳລະບົບ
ສະຖາປັດຕະຍະກຳການຄວບຄຸມອຸດສາຫະກຳມາດຕະຖານສຳລັບແອັບພລິເຄຊັນນີ້ແມ່ນຄວາມສຳພັນແບບ master-slave. PLC ສູນກາງຂອງໂຮງງານ ຫຼື DCS ເຮັດໜ້າທີ່ເປັນ "master", ເລີ່ມຕົ້ນການສື່ສານກັບ viscometer, ເຊິ່ງເຮັດໜ້າທີ່ເປັນອຸປະກອນ "slave". ອຸປະກອນ slave ຍັງຄົງ "ງຽບ" ຈົນກວ່າມັນຈະຖືກສອບຖາມໂດຍ master, ເຊິ່ງໃນຈຸດນັ້ນມັນຈະຕອບສະໜອງດ້ວຍຂໍ້ມູນທີ່ຮ້ອງຂໍ. ຮູບແບບການສື່ສານແບບໜຶ່ງຕໍ່ຫຼາຍນີ້ປ້ອງກັນການປະທະກັນຂອງຂໍ້ມູນ ແລະ ເຮັດໃຫ້ການຄຸ້ມຄອງເຄືອຂ່າຍງ່າຍຂຶ້ນ.
3.2 ອິນເຕີເຟດການສື່ສານ RS485
ອິນເຕີເຟດການສື່ສານ RS485 ແມ່ນມາດຕະຖານທີ່ເຂັ້ມແຂງ ແລະ ໄດ້ຮັບການຍອມຮັບຢ່າງກວ້າງຂວາງສຳລັບລະບົບອັດຕະໂນມັດທາງອຸດສາຫະກຳ, ໂດຍສະເພາະສຳລັບແອັບພລິເຄຊັນທີ່ຕ້ອງການການສື່ສານໄລຍະໄກ ແລະ ຫຼາຍຈຸດ.
ຂໍ້ດີດ້ານເຕັກນິກ:
ໄລຍະທາງໄກ ແລະ ຫຼາຍຈຸດRS485 ຮອງຮັບການສົ່ງຂໍ້ມູນໃນໄລຍະທາງສູງເຖິງ 2000 ແມັດ, ເຮັດໃຫ້ມັນເໝາະສົມສຳລັບສະຖານທີ່ອຸດສາຫະກຳທີ່ກວ້າງຂວາງ. ລົດເມດຽວສາມາດເຊື່ອມຕໍ່ອຸປະກອນໄດ້ເຖິງ 30 ອຸປະກອນ, ເຊິ່ງສາມາດຂະຫຍາຍໄດ້ 24/7 ດ້ວຍການໃຊ້ຕົວຣີພຽບເຕີ, ເຊິ່ງຊ່ວຍຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍ ແລະ ຄວາມສັບສົນຂອງໂຄງສ້າງພື້ນຖານສາຍໄຟໄດ້ຢ່າງຫຼວງຫຼາຍ.
ພູມຕ້ານທານສຽງລົບກວນ:RS485 ໃຊ້ວິທີການສົ່ງສັນຍານແບບດິບເຟີເຣນຊຽລທີ່ສົມດຸນ ແລະ ແຕກຕ່າງຜ່ານສາຍເຄເບີ້ນຄູ່ບິດ. ການອອກແບບນີ້ໃຫ້ພູມຕ້ານທານທີ່ດີເລີດຕໍ່ກັບການລົບກວນແມ່ເຫຼັກໄຟຟ້າ (EMI) ແລະ ສຽງລົບກວນທາງໄຟຟ້າອື່ນໆ, ເຊິ່ງເປັນບັນຫາທົ່ວໄປໃນສະພາບແວດລ້ອມຂອງໂຮງງານທີ່ມີມໍເຕີ ແລະ ໄດຣຟ໌ຂະໜາດໃຫຍ່.


3.3 ການເຊື່ອມຕໍ່ຊ່ອງຫວ່າງ PLC/DCS
RS485 ບໍ່ພຽງແຕ່ເປັນຄວາມມັກທາງດ້ານເຕັກນິກເທົ່ານັ້ນ; ມັນເປັນການຕັດສິນໃຈທາງທຸລະກິດທີ່ມີຍຸດທະສາດທີ່ຊ່ວຍຫຼຸດຜ່ອນອຸປະສັກໃນການເຂົ້າສູ່ຂະບວນການອັດຕະໂນມັດຢ່າງຫຼວງຫຼາຍ. ຄວາມສາມາດໃນການຂະຫຍາຍໄລຍະທາງໄກ ແລະ ຕ້ານທານກັບສຽງລົບກວນເຮັດໃຫ້ມັນເໝາະສົມກັບສະພາບແວດລ້ອມອຸດສາຫະກຳທີ່ປັດໄຈເຫຼົ່ານີ້ມີຄວາມສຳຄັນຫຼາຍກວ່າຄວາມໄວໃນການສື່ສານດິບ.
IV. ການອະນຸພັນທາງທິດສະດີຂອງການຄວບຄຸມແບບປັບຕົວໂດຍອີງໃສ່ຮູບແບບ
ພາກນີ້ໃຫ້ພື້ນຖານທາງປັນຍາທີ່ເຂັ້ມງວດສຳລັບຍຸດທະສາດການຄວບຄຸມທີ່ມີຄວາມສາມາດໃນການຈັດການກັບການເຄື່ອນໄຫວທີ່ສັບສົນ ແລະ ບໍ່ເປັນເສັ້ນຊື່ຂອງນ້ຳຢາສຳອາງ.
4.1 ຄວາມຕ້ອງການການຄວບຄຸມຂັ້ນສູງ
ຕົວຄວບຄຸມອະນຸພັນແບບສັດສ່ວນແບບດັ້ງເດີມ (PID) ແມ່ນອີງໃສ່ຮູບແບບເສັ້ນຊື່ຂອງຂະບວນການ ແລະ ບໍ່ມີອຸປະກອນພຽງພໍທີ່ຈະຈັດການກັບພຶດຕິກຳທີ່ບໍ່ເປັນເສັ້ນ, ຂຶ້ນກັບເວລາ, ແລະ ຄຸນສົມບັດທີ່ປ່ຽນແປງໄດ້ຂອງນ້ຳທີ່ບໍ່ແມ່ນນິວຕັນ. ຕົວຄວບຄຸມ PID ແມ່ນມີປະຕິກິລິຍາ; ມັນລໍຖ້າໃຫ້ເກີດການບ່ຽງເບນຈາກຈຸດທີ່ກຳນົດໄວ້ກ່ອນທີ່ມັນຈະເລີ່ມດຳເນີນການແກ້ໄຂ. ສຳລັບຂະບວນການທີ່ມີການເຄື່ອນໄຫວຕອບສະໜອງທີ່ຍາວນານ, ເຊັ່ນ: ຖັງປະສົມຂະໜາດໃຫຍ່ ຫຼື ສານເພີ່ມຄວາມໜຽວ, ສິ່ງນີ້ສາມາດນຳໄປສູ່ການແກ້ໄຂຄວາມຜິດພາດທີ່ຊ້າ, ການສັ່ນສະເທືອນ, ຫຼື ການເກີນຄວາມໜືດຂອງເປົ້າໝາຍ. ນອກຈາກນັ້ນ, ການລົບກວນພາຍນອກ, ເຊັ່ນ: ການປ່ຽນແປງຂອງອຸນຫະພູມ ຫຼື ການປ່ຽນແປງຂອງສ່ວນປະກອບວັດຖຸດິບທີ່ເຂົ້າມາ, ຈະຈຳເປັນຕ້ອງມີການປັບແຕ່ງຕົວຄວບຄຸມ PID ຄືນໃໝ່ດ້ວຍຕົນເອງຢ່າງຕໍ່ເນື່ອງ, ເຊິ່ງນຳໄປສູ່ຄວາມບໍ່ໝັ້ນຄົງ ແລະ ບໍ່ມີປະສິດທິພາບຂອງຂະບວນການ.
4.2 ການສ້າງແບບຈຳລອງທາງກະແສນ້ຳສຳລັບການຄວບຄຸມ
ພື້ນຖານຂອງກົນລະຍຸດການຄວບຄຸມທີ່ປະສົບຜົນສຳເລັດສຳລັບຂອງແຫຼວທີ່ບໍ່ແມ່ນນິວຕັນແມ່ນຮູບແບບທາງຄະນິດສາດທີ່ຖືກຕ້ອງ ແລະ ຄາດເດົາໄດ້ກ່ຽວກັບພຶດຕິກຳຂອງມັນ.
4.2.1 ການສ້າງແບບຈຳລອງແບບສ້າງຕັ້ງ (ຫຼັກການທຳອິດ):
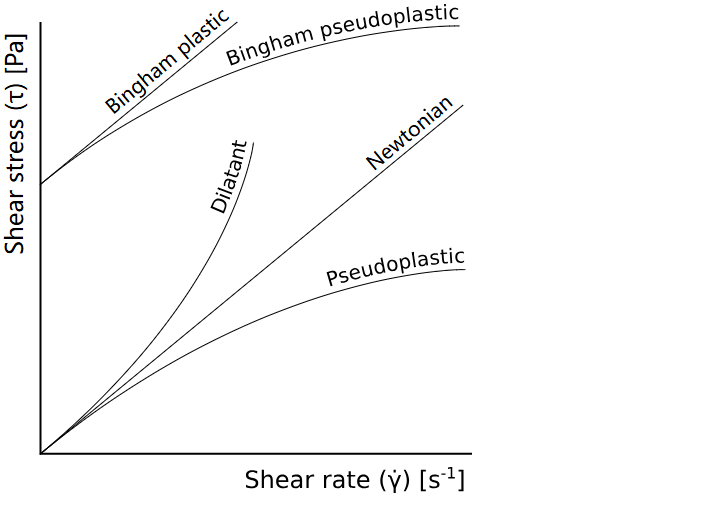
ຮູບແບບ Herschel-Bulkley ແມ່ນສົມຜົນປະກອບທີ່ມີພະລັງທີ່ໃຊ້ເພື່ອອະທິບາຍພຶດຕິກຳການໄຫຼຂອງນ້ຳທີ່ສະແດງໃຫ້ເຫັນທັງຄວາມກົດດັນຂອງຜົນຜະລິດ ແລະ ລັກສະນະການບາງລົງຂອງແຮງຕັດ ຫຼື ການໜາຂຶ້ນຂອງແຮງຕັດ. ຮູບແບບດັ່ງກ່າວເຊື່ອມໂຍງຄວາມກົດດັນຂອງແຮງຕັດ (τ) ກັບອັດຕາການຕັດ (γ˙) ໂດຍໃຊ້ສາມຕົວກຳນົດຫຼັກຄື:
τ=τγ+K(γ˙)n
τγ (ຄວາມເຄັ່ງຕຶງຂອງຜົນຜະລິດ): ຄວາມເຄັ່ງຕຶງຂອງແຮງຕັດຕໍ່າສຸດທີ່ຕ້ອງເກີນເພື່ອໃຫ້ຂອງແຫຼວເລີ່ມໄຫຼ.
K (ດັດຊະນີຄວາມສອດຄ່ອງ): ພາລາມິເຕີທີ່ຄ້າຍຄືກັນກັບຄວາມໜືດ, ເຊິ່ງເປັນຕົວແທນຂອງຄວາມຕ້ານທານຂອງການໄຫຼຂອງນ້ຳ.
n (ດັດຊະນີພຶດຕິກຳການໄຫຼ): ພາລາມິເຕີທີ່ສຳຄັນທີ່ກຳນົດພຶດຕິກຳຂອງນ້ຳ: n<1 ສຳລັບການເຮັດໃຫ້ບາງລົງດ້ວຍແຮງຕັດ (pseudoplastic), n>1 ສຳລັບການເຮັດໃຫ້ໜາຂຶ້ນດ້ວຍແຮງຕັດ (ຕົວຂະຫຍາຍ), ແລະ n=1 ສຳລັບພາດສະຕິກ Bingham.
ຮູບແບບນີ້ໃຫ້ຂອບການເຮັດວຽກທາງຄະນິດສາດສຳລັບຕົວຄວບຄຸມເພື່ອຄາດຄະເນວ່າຄວາມໜືດທີ່ປາກົດຂອງນ້ຳຈະປ່ຽນແປງແນວໃດພາຍໃຕ້ອັດຕາການຕັດທີ່ແຕກຕ່າງກັນພາຍໃນຂະບວນການ, ຈາກພາກພື້ນປະສົມທີ່ມີການຕັດຕ່ຳໄປຫາສະພາບແວດລ້ອມທີ່ມີການຕັດສູງຂອງປ້ຳ.
4.2.2 ການສ້າງແບບຈຳລອງທີ່ຂັບເຄື່ອນດ້ວຍຂໍ້ມູນ:
ນອກເໜືອໄປຈາກຮູບແບບຫຼັກການທຳອິດແລ້ວ, ວິທີການທີ່ຂັບເຄື່ອນດ້ວຍຂໍ້ມູນສາມາດນຳໃຊ້ເພື່ອສ້າງຮູບແບບຂະບວນການທີ່ຮຽນຮູ້ຈາກຂໍ້ມູນເວລາຈິງທີ່ສະໜອງໃຫ້ໂດຍເຄື່ອງວັດແທກຄວາມໜືດອອນໄລນ໌. ນີ້ແມ່ນເປັນປະໂຫຍດໂດຍສະເພາະສຳລັບສູດປະສົມທີ່ສັບສົນບ່ອນທີ່ຮູບແບບຫຼັກການທຳອິດທີ່ແນ່ນອນຍາກທີ່ຈະໄດ້ຮັບມາ. ຮູບແບບທີ່ຂັບເຄື່ອນດ້ວຍຂໍ້ມູນສາມາດປັບ ແລະ ເພີ່ມປະສິດທິພາບພາລາມິເຕີເຊັນເຊີໃນເວລາຈິງເພື່ອພິຈາລະນາປັດໄຈພາຍນອກເຊັ່ນ: ການປ່ຽນແປງຂອງສ່ວນປະກອບນ້ຳມັນ ຫຼື ຄວາມຜັນຜວນຂອງອຸນຫະພູມ. ວິທີການນີ້ໄດ້ສະແດງໃຫ້ເຫັນວ່າສາມາດຄວບຄຸມຄວາມຜິດພາດຢ່າງແທ້ຈິງຂອງການວັດແທກຄວາມໜືດພາຍໃນຂອບເຂດແຄບໄດ້ຢ່າງສຳເລັດຜົນ, ສະແດງໃຫ້ເຫັນເຖິງປະສິດທິພາບ ແລະ ຄວາມໜ້າເຊື່ອຖືທີ່ດີເລີດ.
4.3 ການສືບທອດກົດໝາຍວ່າດ້ວຍການຄວບຄຸມແບບປັບຕົວ
ຫຼັກຂອງລະບົບຄວບຄຸມແບບປັບຕົວທີ່ອີງໃສ່ຮູບແບບແມ່ນຄວາມສາມາດໃນການຮຽນຮູ້ ແລະ ປັບຕົວເຂົ້າກັບເງື່ອນໄຂຂອງຂະບວນການທີ່ປ່ຽນແປງຢ່າງຕໍ່ເນື່ອງ. ຕົວຄວບຄຸມບໍ່ໄດ້ອີງໃສ່ພາລາມິເຕີຄົງທີ່ ແຕ່ໄດ້ອັບເດດຮູບແບບພາຍໃນຂອງຂະບວນການຢ່າງເຄື່ອນໄຫວ.
ຫຼັກການຫຼັກ:ຕົວຄວບຄຸມແບບປັບຕົວໄດ້ປະເມີນ ຫຼື ອັບເດດພາລາມິເຕີຂອງຮູບແບບພາຍໃນຢ່າງຕໍ່ເນື່ອງໃນເວລາຈິງໂດຍອີງໃສ່ຂໍ້ມູນເຊັນເຊີທີ່ເຂົ້າມາ. ສິ່ງນີ້ຊ່ວຍໃຫ້ຕົວຄວບຄຸມສາມາດ "ຮຽນຮູ້" ແລະ ຊົດເຊີຍການປ່ຽນແປງຂອງຂະບວນການທີ່ເກີດຈາກການປ່ຽນແປງຂອງວັດຖຸດິບ, ການສວມໃສ່ຂອງອຸປະກອນ, ຫຼື ການປ່ຽນແປງຂອງສິ່ງແວດລ້ອມ.
ການສ້າງກົດໝາຍວ່າດ້ວຍການຄວບຄຸມ:
ການປະເມີນພາລາມິເຕີຂອງຮູບແບບ: ຕົວປະເມີນພາລາມິເຕີ, ມັກຈະອີງໃສ່ອັລກໍຣິທຶມ recursive least squares (RLS) ທີ່ມີປັດໄຈລືມແບບປັບຕົວໄດ້, ໃຊ້ຂໍ້ມູນເຊັນເຊີແບບເວລາຈິງ (ຄວາມໜືດ, ອຸນຫະພູມ, ອັດຕາການຕັດ) ເພື່ອປັບແຕ່ງພາລາມິເຕີຂອງຮູບແບບຢ່າງຕໍ່ເນື່ອງ, ເຊັ່ນ: ຄ່າ K ແລະ n ຂອງຮູບແບບ Herschel-Bulkley. ນີ້ແມ່ນອົງປະກອບ "ປັບຕົວໄດ້".
ອັລກໍຣິທຶມການຄວບຄຸມແບບຄາດເດົາ:ຮູບແບບຂະບວນການທີ່ໄດ້ຮັບການປັບປຸງແລ້ວຈະຖືກນໍາໃຊ້ເພື່ອຄາດຄະເນພຶດຕິກໍາໃນອະນາຄົດຂອງນໍ້າ. ອັລກໍຣິທຶມການຄວບຄຸມແບບຄາດຄະເນ (MPC) ແມ່ນຍຸດທະສາດທີ່ເໝາະສົມສໍາລັບແອັບພລິເຄຊັນນີ້. MPC ສາມາດຈັດການຕົວແປທີ່ຖືກຈັດການຫຼາຍຕົວ (ເຊັ່ນ: ອັດຕາການເພີ່ມສານເພີ່ມຄວາມໜຽວ ແລະ ຄວາມໄວຂອງປໍ້າ) ພ້ອມໆກັນເພື່ອຄວບຄຸມຕົວແປຜົນຜະລິດຫຼາຍຕົວ (ເຊັ່ນ: ຄວາມໜືດ ແລະ ອຸນຫະພູມ). ລັກສະນະການຄາດຄະເນຂອງ MPC ຊ່ວຍໃຫ້ມັນສາມາດຄິດໄລ່ການປັບຕົວທີ່ແນ່ນອນທີ່ຈຳເປັນເພື່ອຮັກສາຂະບວນການໃຫ້ຢູ່ໃນເສັ້ນທາງ, ເຖິງແມ່ນວ່າຈະມີການຊັກຊ້າເປັນເວລາດົນ, ຮັບປະກັນວ່ານໍ້າຍັງຄົງຢູ່ພາຍໃນ "ປ່ອງຢ້ຽມ" ທາງ rheological ທີ່ດີທີ່ສຸດຂອງມັນຕະຫຼອດເວລາ.
ການຫັນປ່ຽນຈາກການຄວບຄຸມການຕອບສະໜອງແບບງ່າຍໆໄປສູ່ການຄວບຄຸມແບບປັບຕົວໂດຍອີງໃສ່ຮູບແບບສະແດງເຖິງການປ່ຽນແປງພື້ນຖານຈາກການຄຸ້ມຄອງຂະບວນການແບບຕອບສະໜອງໄປສູ່ການລິເລີ່ມ. ຕົວຄວບຄຸມ PID ແບບດັ້ງເດີມແມ່ນມີປະຕິກິລິຍາໂດຍທຳມະຊາດ, ລໍຖ້າໃຫ້ເກີດຄວາມຜິດພາດກ່ອນທີ່ຈະດຳເນີນການ. ສຳລັບຂະບວນການທີ່ມີຄວາມລ່າຊ້າທາງດ້ານເວລາຢ່າງຫຼວງຫຼາຍ, ປະຕິກິລິຍານີ້ມັກຈະຊ້າເກີນໄປ, ເຊິ່ງນຳໄປສູ່ການເກີນຂອບເຂດ ແລະ ການສັ່ນສະເທືອນ. ຕົວຄວບຄຸມແບບປັບຕົວ, ໂດຍການຮຽນຮູ້ຮູບແບບຂະບວນການຢ່າງຕໍ່ເນື່ອງ, ສາມາດຄາດເດົາວ່າການປ່ຽນແປງທາງຕົ້ນນ້ຳ - ເຊັ່ນ: ການປ່ຽນແປງໃນສ່ວນປະກອບຂອງວັດຖຸດິບ - ຈະສົ່ງຜົນກະທົບຕໍ່ຄວາມໜືດຂອງຜະລິດຕະພັນສຸດທ້າຍແນວໃດກ່ອນທີ່ຄວາມແຕກຕ່າງຈະກາຍເປັນສິ່ງສຳຄັນ. ສິ່ງນີ້ຊ່ວຍໃຫ້ລະບົບສາມາດປັບປຸງແບບລິເລີ່ມ ແລະ ຄິດໄລ່ໄດ້, ຮັບປະກັນວ່າຜະລິດຕະພັນຍັງຄົງຢູ່ໃນສະເປັກ ແລະ ຫຼຸດຜ່ອນສິ່ງເສດເຫຼືອ ແລະ ການປ່ຽນແປງ. ນີ້ແມ່ນຕົວຂັບເຄື່ອນຫຼັກສຳລັບການຫຼຸດຜ່ອນຄວາມແປປ່ວນຂອງແບບກຸ່ມ ແລະ ສິ່ງເສດເຫຼືອຂອງວັດສະດຸຢ່າງຫຼວງຫຼາຍທີ່ບັນທຶກໄວ້ໃນການຈັດຕັ້ງປະຕິບັດທີ່ປະສົບຜົນສຳເລັດ.
V. ການຈັດຕັ້ງປະຕິບັດຕົວຈິງ, ການຢັ້ງຢືນ ແລະ ຍຸດທະສາດການດຳເນີນງານ
ຂັ້ນຕອນສຸດທ້າຍຂອງໂຄງການແມ່ນການນຳໃຊ້ທີ່ປະສົບຜົນສຳເລັດ ແລະ ການຄຸ້ມຄອງລະບົບປະສົມປະສານໃນໄລຍະຍາວ. ສິ່ງນີ້ຮຽກຮ້ອງໃຫ້ມີການວາງແຜນຢ່າງລະອຽດ ແລະ ການຍຶດໝັ້ນໃນການປະຕິບັດທີ່ດີທີ່ສຸດຂອງການດຳເນີນງານ.
5.1 ວິທີປະຕິບັດທີ່ດີທີ່ສຸດໃນການນຳໃຊ້
ການເຊື່ອມໂຍງຄວາມໜືດອອນໄລນ໌ ແລະ ການຄວບຄຸມແບບປັບຕົວໄດ້ແມ່ນໜ້າວຽກທີ່ສັບສົນທີ່ຄວນມອບໝາຍໃຫ້ຜູ້ລວມລະບົບທີ່ມີປະສົບການ. ການອອກແບບດ້ານໜ້າທີ່ກຳນົດໄວ້ຢ່າງດີແມ່ນມີຄວາມສຳຄັນຫຼາຍ, ຍ້ອນວ່າບັນຫາຂອງໂຄງການເຖິງ 80% ສາມາດຕິດຕາມກັບໄປເຖິງໄລຍະນີ້ໄດ້. ເມື່ອປັບປຸງລະບົບຄວບຄຸມແບບເກົ່າ, ຜູ້ລວມລະບົບທີ່ມີຄຸນວຸດທິສາມາດໃຫ້ຄວາມຊ່ຽວຊານທີ່ຈຳເປັນເພື່ອເຊື່ອມຕໍ່ຊ່ອງຫວ່າງການສື່ສານ ແລະ ຮັບປະກັນການເຄື່ອນຍ້າຍທີ່ລຽບງ່າຍ. ຍິ່ງໄປກວ່ານັ້ນ, ຕຳແໜ່ງເຊັນເຊີທີ່ເໝາະສົມແມ່ນມີຄວາມສຳຄັນທີ່ສຸດ. ເຄື່ອງວັດຄວາມໜືດຕ້ອງໄດ້ຕິດຕັ້ງຢູ່ໃນສະຖານທີ່ທີ່ບໍ່ມີຟອງອາກາດ, ເຂດທີ່ຊຸດໂຊມ, ແລະ ອະນຸພາກຂະໜາດໃຫຍ່ທີ່ອາດຈະແຊກແຊງການວັດແທກ.
5.2 ການກວດສອບຄວາມຖືກຕ້ອງ ແລະ ການປະນີປະນອມຂໍ້ມູນ
ເພື່ອໃຫ້ລະບົບຄວບຄຸມມີຄວາມໜ້າເຊື່ອຖືໄດ້, ຂໍ້ມູນທີ່ມັນອີງໃສ່ຕ້ອງໄດ້ຮັບການກວດສອບຄວາມຖືກຕ້ອງ ແລະ ປັບປຸງໃຫ້ຖືກຕ້ອງ. ເຊັນເຊີອຸດສາຫະກຳໃນສະພາບແວດລ້ອມທີ່ຮຸນແຮງມັກຈະມີສຽງລົບກວນ, ການເລື່ອນລອຍ ແລະ ຄວາມຜິດພາດ. ວົງວຽນຄວບຄຸມທີ່ໄວ້ວາງໃຈຂໍ້ມູນເຊັນເຊີດິບຢ່າງບໍ່ຕັ້ງໃຈແມ່ນແຕກຫັກງ່າຍ ແລະ ມີແນວໂນ້ມທີ່ຈະເຮັດຜິດພາດທີ່ມີຄ່າໃຊ້ຈ່າຍສູງ.
ການກວດສອບຄວາມຖືກຕ້ອງຂອງຂໍ້ມູນ:ຂະບວນການນີ້ກ່ຽວຂ້ອງກັບການປະຕິບັດຂໍ້ມູນເຊັນເຊີດິບເພື່ອຮັບປະກັນວ່າຄ່າຕ່າງໆມີຄວາມໝາຍ ແລະ ຢູ່ພາຍໃນຂອບເຂດທີ່ຄາດໄວ້. ວິທີການງ່າຍໆລວມມີການກັ່ນຕອງຄ່າຜິດປົກກະຕິອອກ ແລະ ການຄິດໄລ່ຄ່າສະເລ່ຍຂອງຫຼາຍໆການວັດແທກໃນໄລຍະເວລາທີ່ກຳນົດໄວ້ເພື່ອຫຼຸດຜ່ອນສຽງລົບກວນ.
ການກວດສອບຄວາມຜິດພາດລວມ:ການທົດສອບທາງສະຖິຕິ, ເຊັ່ນການທົດສອບ chi-square, ສາມາດໃຊ້ເພື່ອກວດຫາຄວາມຜິດພາດທີ່ສຳຄັນ ຫຼື ຄວາມລົ້ມເຫຼວຂອງເຊັນເຊີໂດຍການປຽບທຽບຄ່າຂອງຟັງຊັນວັດຖຸປະສົງກັບຄ່າວິກິດ.
ການປະສານຂໍ້ມູນ:ນີ້ແມ່ນເຕັກນິກທີ່ກ້າວໜ້າກວ່າເຊິ່ງໃຊ້ຂໍ້ມູນເຊັນເຊີ ແລະ ຮູບແບບຂະບວນການທີ່ຊໍ້າຊ້ອນ (ເຊັ່ນ: ການອະນຸລັກມວນສານ) ເພື່ອຜະລິດຊຸດຂໍ້ມູນດຽວທີ່ຖືກກວດສອບທາງສະຖິຕິ. ຂະບວນການນີ້ເພີ່ມຄວາມໝັ້ນໃຈໃນລະບົບ ແລະ ສະໜອງຊັ້ນຄວາມຢືດຢຸ່ນຂອງຕົນເອງຕໍ່ກັບຄວາມຜິດປົກກະຕິ ແລະ ຄວາມລົ້ມເຫຼວຂອງເຊັນເຊີເລັກນ້ອຍ.
ການຈັດຕັ້ງປະຕິບັດຊັ້ນການກວດສອບຂໍ້ມູນບໍ່ແມ່ນຄຸນສົມບັດທາງເລືອກ; ມັນເປັນອົງປະກອບທາງປັນຍາທີ່ຈຳເປັນທີ່ເຮັດໃຫ້ລະບົບຄວບຄຸມທັງໝົດແຂງແຮງ ແລະ ໜ້າເຊື່ອຖືໄດ້ໃນເວລາທີ່ປະເຊີນກັບຄວາມບໍ່ສອດຄ່ອງໃນໂລກແຫ່ງຄວາມເປັນຈິງ. ຊັ້ນນີ້ປ່ຽນລະບົບຈາກເຄື່ອງມືອັດຕະໂນມັດງ່າຍໆໃຫ້ກາຍເປັນໜ່ວຍງານຕິດຕາມກວດກາຕົນເອງທີ່ສະຫຼາດແທ້ໆ ເຊິ່ງສາມາດຮັກສາຄຸນນະພາບຜະລິດຕະພັນໄດ້ໂດຍບໍ່ມີການຄວບຄຸມຈາກມະນຸດຢ່າງຕໍ່ເນື່ອງ.
5.3 ການບຳລຸງຮັກສາ ແລະ ຄວາມຍືນຍົງໃນໄລຍະຍາວ
ຄວາມສຳເລັດໃນໄລຍະຍາວຂອງລະບົບ viscometry ອອນໄລນ໌ແມ່ນຂຶ້ນກັບຍຸດທະສາດການບຳລຸງຮັກສາທີ່ໄດ້ກຳນົດໄວ້ຢ່າງດີ.
ການບຳລຸງຮັກສາເຊັນເຊີ: ການນໍາໃຊ້ການອອກແບບເຄື່ອງວັດຄວາມໜືດທີ່ແຂງແຮງໂດຍບໍ່ມີຊິ້ນສ່ວນທີ່ເຄື່ອນທີ່ ແລະ ວັດສະດຸທີ່ທົນທານຕໍ່ການກັດກ່ອນ ເຊັ່ນ: ເຫຼັກສະແຕນເລດ 316L ສາມາດຫຼຸດຜ່ອນຄວາມທ້າທາຍຂອງການເປິະເປື້ອນ ແລະ ງ່າຍດາຍໃນການບຳລຸງຮັກສາ.
ການປັບທຽບ ແລະ ການກວດສອບຄວາມຖືກຕ້ອງຂອງລະບົບ:ການວັດແທກຄວາມໜືດເປັນປະຈຳແມ່ນສິ່ງຈຳເປັນເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງໃນໄລຍະຍາວຂອງເຄື່ອງວັດແທກຄວາມໜືດ. ສຳລັບການນຳໃຊ້ທີ່ມີຄວາມແມ່ນຍຳສູງ, ການວັດແທກຄວາມໜືດດ້ວຍມາດຕະຖານຄວາມໜືດທີ່ໄດ້ຮັບການຮັບຮອງຄວນໄດ້ຮັບການປະຕິບັດຕາມກຳນົດເວລາ, ແຕ່ຄວາມຖີ່ສາມາດຫຼຸດລົງໄດ້ສຳລັບການນຳໃຊ້ທີ່ບໍ່ສຳຄັນ. ດັ່ງທີ່ເຫັນໄດ້ຈາກການສຶກສາຄວາມໝັ້ນຄົງໃນໄລຍະຍາວ, ເຄື່ອງວັດແທກຄວາມໜືດບາງປະເພດ, ເຊັ່ນ: ເຄື່ອງວັດແທກຄວາມໜືດແບບແກ້ວ ຫຼື ເຄື່ອງວັດແທກຄວາມໜືດແບບສັ່ນສະເທືອນ, ສາມາດຮັກສາການວັດແທກຂອງມັນໄດ້ເປັນເວລາຫຼາຍປີ, ເຊິ່ງຊ່ວຍຫຼຸດຜ່ອນຄວາມຖີ່ຂອງເຫດການການວັດແທກທີ່ມີລາຄາແພງລົງຢ່າງຫຼວງຫຼາຍ.
Aວິທີແກ້ໄຂທີ່ສາມາດປະຕິບັດໄດ້ສາມາດສົ່ງຜົນປະໂຫຍດທີ່ຊັດເຈນໄດ້ຄື: ການຫຼຸດຜ່ອນຢ່າງຫຼວງຫຼາຍໃນການປ່ຽນແປງແບບຊຸດຕໍ່ຊຸດ ແລະ ສິ່ງເສດເຫຼືອວັດສະດຸ, ແລະ ເສັ້ນທາງໄປສູ່ການຜະລິດທີ່ເປັນເອກະລາດ ແລະ ອັດສະລິຍະຢ່າງເຕັມທີ່.ສະຕາrt your opທິມອີຊັດໄອອອນby ກວນແທັກt ລອນnmeter.
ເວລາໂພສ: ກັນຍາ-09-2025







