

現代の化粧品製造業界は、複雑な処方を特徴としており、非ニュートン流体を含む場合が多い。これらの材料に固有のレオロジー挙動、例えばずり流動性やチキソトロピー性は、従来の製造方法にとって大きな課題となり、バッチ間のばらつき、原材料の無駄の増加、そしてポンプ輸送や混合といった重要な工程における非効率性につながる。従来の品質管理方法は、反応型のオフライン粘度測定に依存しており、製造条件下でのこれらの流体の動的挙動を捉えるには根本的に不十分である。

I. 化粧品製造におけるレオロジーと流体力学
化粧品の製造は、流体の物理的特性が極めて重要となる、繊細なプロセスです。これらの特性を深く理解することは、プロセス最適化に関する有意義な議論の前提条件です。化粧品の流体力学は単純な関係で決まるものではなく、水などのニュートン流体とは根本的に異なります。
1.1粘度とレオロジー
粘度は、流体が加えられた応力に対してどれだけ抵抗するかを表す指標です。単純なニュートン流体の場合、この特性は一定であり、単一の値で特徴付けることができます。しかし、化粧品の処方はこのように単純ではありません。ほとんどのローション、クリーム、シャンプーは非ニュートン流体に分類され、流動抵抗は加えられた力(せん断力)の量に応じて変化します。
レオロジーは、この業界にとってより包括的かつ不可欠な分野です。これは、液体、ゲル、半固体の流動と変形を研究する学問です。ポンプで送り出し、混合、充填される際の製品の挙動を予測するには、単一のデータポイントだけでは不十分です。製品のレオロジー特性は、その官能特性、包装における長期安定性、そして機能性能に直接影響を及ぼします。例えば、クリームの粘度は肌への伸びやすさを左右し、シャンプーの粘度はボトルから消費者が取り出す量に影響を与えます。
1.2非ニュートン流体とその製造上の課題
化粧品製造の複雑さは、使用される流体の多様なレオロジー挙動に起因します。これらの挙動を理解することが、根本的な製造課題に対処する鍵となります。
擬塑性(せん断流動化):これは時間に依存しない特性で、流体の見かけ粘度はせん断速度の増加に伴って低下します。多くの化粧品用乳液やローションはこの挙動を示し、静止時には粘度が高く、塗布時には伸びや流動性が必要な製品に適しています。
チキソトロピー:これは時間依存性のせん断流動性です。チキソトロピー流体(特定のゲルやコロイド懸濁液など)は、時間の経過とともに攪拌またはせん断を受けると粘度が低下し、応力が除去されると元の高粘度状態に戻るまでに一定の時間がかかります。典型的な例としては、垂れにくい塗料が挙げられます。この塗料はブラシのせん断によって薄まりますが、垂直面ではすぐに濃くなり、垂れを防ぎます。ヨーグルトや一部のシャンプーにもこの特性が見られます。
降伏応力流体:これらの材料は静止状態では固体のように振る舞い、加えられたせん断応力が降伏点または降伏応力と呼ばれる臨界値を超えた後に初めて流動し始めます。ケチャップは典型的な例です。化粧品では、降伏点の高い製品は消費者に「ボリューム感」があり、高級感があると感じられます。
1.3 プロセス効率への直接的な影響
これらの流体の非線形動作は、標準的な製造操作に重大な、そして多くの場合有害な影響を及ぼします。
1.3.1 ポンプ操作:
製造業で広く使用されている遠心ポンプの性能は、流体の粘度に大きく影響されます。高粘度の非ニュートン流体をポンプで送液する場合、ポンプの揚程と容積出力は大幅に「低下」する可能性があります。研究によると、混合物中の固形分濃度が増加すると、高濃度混合物の場合、揚程と効率がそれぞれ最大60%と25%低下する可能性があります。この低下は静的なものではなく、ポンプ内の高いせん断速度によって流体の見かけの粘度が変化する可能性があり、ポンプ性能が予測不能になり、流量が一定に保たれなくなります。また、粘性液体の抵抗が大きいため、ベアリングにかかるラジアル荷重が大きくなり、メカニカルシールに問題が生じ、機器の故障やメンテナンスのリスクが高まります。
1.3.2 混合と撹拌:
混合タンク内では、化粧品用流体の高粘度により、混合インペラからの流体の流れが著しく減衰し、せん断と混合作用がインペラブレードの周囲の狭い領域に集中する可能性があります。これは大きなエネルギー損失につながり、バッチ全体の均質化を阻害します。せん断減粘性流体の場合、この影響はさらに悪化します。インペラから遠い流体はせん断速度が低く、高粘度のままであるため、「低速混合島」または「疑似空洞」が形成され、適切に均質化されません。その結果、成分の分布が不均一になり、最終製品の品質が不安定になります。
従来の手作業によるオフライン粘度測定のアプローチは、こうした複雑な状況に対処するには根本的に不十分です。非ニュートン流体の粘度は単一の値ではなく、せん断速度、そして場合によってはせん断持続時間の関数です。ラボサンプルの測定条件(例えば、特定のスピンドル速度と温度でビーカー内)は、配管や混合タンク内の動的せん断条件を反映していません。したがって、固定のせん断速度と温度で行われた測定は、動的プロセス中の流体の挙動とは無関係である可能性が高いです。製造チームが2時間間隔の手作業によるチェックに頼っている場合、リアルタイムのプロセス変動への対応が遅れるだけでなく、流体のプロセス中の状態を正確に表していない可能性のある値に基づいて判断を下すことになります。不完全な反応的なデータへの依存は、制御不全と運用上の大きな変動という因果ループを生み出し、新しいプロアクティブなアプローチなしにはこれを打破することは不可能です。

化粧品の混合とブレンド
II. 過酷な環境におけるセンサーの選択とハードウェアの実装
手動の方法を超えるには、プロセス内から継続的にリアルタイムのデータを提供できる、堅牢で信頼性の高いオンライン粘度計を選択する必要があります。
2.1オンライン粘度測定
オンライン粘度計プロセスラインに直接設置(インライン)するかバイパスループに設置するかに関わらず、24時間365日リアルタイムの粘度測定が可能で、継続的なプロセス監視と制御を可能にします。これは、本質的に反応的で、離散的な間隔でプロセス状態のスナップショットしか提供できないオフラインのラボ手法とは対照的です。生産ラインから信頼性の高い連続データを取得できることは、自動化された閉ループ制御システムを導入するための前提条件です。
2.2 粘度計の必須要件
化粧品製造用の粘度計の選択は、業界特有の環境的および運用上の制約に基づいて行う必要があります。
環境および耐久性の制約:
高温高圧:化粧品の配合では、適切な混合と乳化を確実にするために、特定の温度への加熱が必要となることがよくあります。選定されたセンサーは、最高300℃の温度と最高500barの圧力で確実に動作できる必要があります。
耐腐食性:界面活性剤や各種添加剤など、多くの化粧品成分は経時的に腐食性を示す可能性があります。センサーの接液部は、耐久性と耐腐食性に優れた材料で作られている必要があります。316Lステンレス鋼は、このような環境下での耐久性から標準的な選択肢となっています。
振動耐性:製造環境は機械的な騒音が多く、ポンプ、撹拌機、その他の機械が大きな周囲振動を発生させます。データの完全性を確保するためには、センサーの測定原理はこれらの振動に対して本質的に耐性を持つ必要があります。
2.3 プロセス統合のための粘度計技術の分析
堅牢なオンライン統合には、特定のテクノロジが他のテクノロジよりも適しています。
振動型/共振型粘度計この技術は、フォークや共振器などの振動要素に対する流体の減衰効果を測定することで粘度を判定します。この原理は、化粧品用途においていくつかの重要な利点を提供します。これらのセンサーには可動部品がないため、メンテナンスの必要性が最小限に抑えられ、全体的な運用コストが削減されます。バランス型同軸共振器などの巧妙に設計された設計は、反作用トルクを積極的に打ち消すため、設置条件や外部振動の影響を全く受けません。周囲ノイズの影響を受けないため、乱流や高せん断条件下でも、安定した繰り返し性と再現性の高い測定が可能です。また、これらのセンサーは、非常に低粘度から非常に高粘度の流体まで、極めて広範囲の粘度を測定できるため、多様な製品ポートフォリオに対応できる高い汎用性を備えています。
回転およびその他の技術:回転式粘度計は、実験室環境では完全なフローカーブを生成するのに非常に効果的ですが、その複雑さと可動部品の存在により、インラインの産業用途では維持管理が困難になる場合があります。落差式や毛細管式などの他のタイプは、特定の用途には適しているかもしれませんが、非ニュートン流体の測定には限界があり、温度や流量の変動の影響を受けやすいという問題があります。
自動制御システムの信頼性は、センサー入力の信頼性に正比例します。したがって、粘度計の長期安定性と最小限の校正要件は、単なる利便性ではなく、実用的でメンテナンスの少ない制御システムの基本要件です。センサーのコストは、初期投資だけでなく、メンテナンスと校正に伴う人件費とダウンタイムを含む総所有コスト(TCO)として捉える必要があります。毛細管粘度計適切な取り扱いと洗浄を行えば、10年以上にわたって校正が安定していることが実証されており、長期安定性はプロセス計測において達成可能かつ重要な特性であることを示しています。長期間にわたって校正を維持できるセンサーは、潜在的なプロセス変動の主要な原因を排除し、最小限の人的介入でシステムを自律的に動作させることを可能にするため、自動化プロジェクトのリスクを大幅に軽減します。
| テクノロジー | 動作原理 | 非ニュートン流体への適合性 | 高温/高圧対応 | 耐食性 | 振動耐性 | メンテナンス/校正 |
| 振動/共鳴 | 振動要素 (フォーク、共振器) の流体減衰を測定します。 | 優秀(高せん断、再現性のある読み取り)。 | 高温(最大300℃、500bar)。 | 良好 (すべての接液部は 316L SS)。 | 優れています(バランスのとれた共振器設計)。 | 低(可動部品がなく、汚れが最小限)。 |
| 回転 | 流体内でスピンドルを回転させるために必要なトルクを測定します。 | 優れています (ラボ環境で完全なフロー曲線を提供します)。 | 中〜高(モデルによって異なります)。 | 良好 (特定のスピンドル材料が必要)。 | 悪い(外部の振動に非常に敏感)。 | 高(頻繁な清掃、可動部品)。 |
| 毛細管/差圧 | 一定の流量で固定チューブ全体の圧力降下を測定します。 | 制限あり (単一の平均ニュートン粘性を生成します)。 | 中〜高(温度安定性が必要)。 | 良好(毛細管の材質によります)。 | 中程度(流量に依存、安定した流量が必要)。 | 高(清掃が必要、詰まりやすい)。 |
| 落下要素 | 要素が流体中を落下する時間を測定します。 | 制限あり (単一の平均ニュートン粘性を生成します)。 | 中〜高(材質によって異なります)。 | 良好(要素の材質によります)。 | 中程度(振動の影響を受けやすい)。 | 中程度(可動部品、再調整が必要)。 |
2.4 正確なデータを得るための最適なセンサー配置
粘度計の設置場所は、技術そのものと同じくらい重要です。適切な設置により、収集されたデータがプロセスの状態を正確に反映したものになります。ベストプラクティスとしては、流体が均質で、感知素子が常に完全に水没している場所にセンサーを設置することが推奨されます。特に、混入した空気は測定に支障をきたす可能性があるため、気泡が溜まりやすいパイプラインの高い箇所は避けるべきです。振動粘度計同様に、流体が一定に動いていない「よどみ域」への設置は、センサへの物質堆積を防ぐため避けるべきです。制御システムに最も信頼性の高いデータを提供するためには、垂直ライザーや流量が一定である領域など、流れが安定して一定している配管部分にセンサを設置するのが賢明です。
III.RS485 によるシームレスな PLC/DCS 統合
の導入が成功したことで、オンライン粘度計既存のプラント制御インフラへのシームレスな統合を前提としています。通信プロトコルと物理層の選択は、信頼性、コスト、そしてレガシーシステムとの互換性のバランスを取った戦略的な決定です。
3.1 システムアーキテクチャの概要
このアプリケーションの標準的な産業用制御アーキテクチャは、マスター・スレーブ関係です。プラントの中央PLCまたはDCSが「マスター」として機能し、「スレーブ」デバイスとして機能する粘度計との通信を開始します。スレーブデバイスは、マスターからクエリを受けるまで「静止」状態を維持し、クエリを受けた時点で要求されたデータで応答します。この1対多の通信モデルは、データの衝突を防ぎ、ネットワーク管理を簡素化します。
3.2 RS485通信インターフェース
RS485 通信インターフェースは、産業オートメーション、特に長距離、マルチポイント通信を必要とするアプリケーションで広く採用されている堅牢な標準です。
技術的メリット:
長距離およびマルチドロップRS485は最大2000メートルの距離でのデータ伝送をサポートし、広大な産業施設に最適です。1つのバスで最大30台のデバイスを接続でき、リピーターを使用することで24時間365日稼働まで拡張できるため、ケーブルインフラのコストと複雑さを大幅に削減できます。
ノイズ耐性:RS485は、ツイストペアケーブルを用いた平衡差動信号伝送方式を採用しています。この設計により、大型モーターやドライブを備えた工場環境でよく問題となる電磁干渉(EMI)やその他の電気ノイズに対する優れた耐性が得られます。


3.3 PLC/DCSギャップの解消
RS485は単なる技術的な選択ではありません。プロセス自動化への参入障壁を大幅に下げる戦略的なビジネス上の決定です。長距離伝送と耐ノイズ性を備えており、通信速度よりもこれらの要素が重視される産業環境に最適です。
IV. モデルベース適応制御の理論的導出
このセクションでは、化粧品の液体の複雑で非線形なダイナミクスを処理できる制御戦略のための厳密な知的基礎を提供します。
4.1 高度な制御の必要性
従来の比例・積分・微分(PID)制御器はプロセスの線形モデルに基づいており、非ニュートン流体の非線形、時間依存、および特性の変動挙動への対応には適していません。PID制御器は反応型であり、設定値からの逸脱が発生するまで待ってから修正動作を開始します。大型の混合タンクや濃縮装置など、応答ダイナミクスが長いプロセスでは、このため誤差修正が遅くなったり、振動したり、目標粘度をオーバーシュートしたりする可能性があります。さらに、温度変動や原料組成の変化といった外乱要因により、PID制御器を手動で頻繁に再調整する必要があり、プロセスの不安定性と非効率性につながります。
4.2 制御のためのレオロジーモデリング
非ニュートン流体に対する効果的な制御戦略の基礎は、その挙動を正確に予測できる数学モデルです。
4.2.1 構成モデリング(第一原理)
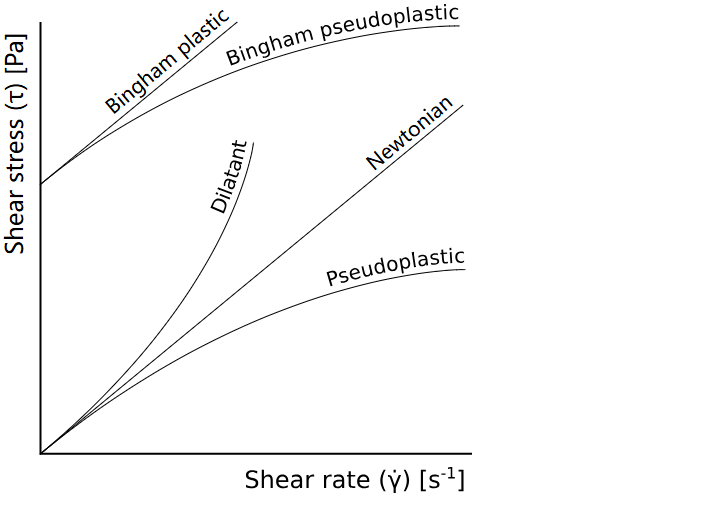
ハーシェル・バルクレーモデルは、降伏応力とずり流動化特性またはずり粘稠化特性の両方を示す流体のレオロジー挙動を記述する強力な構成方程式です。このモデルは、以下の3つの主要なパラメータを用いて、ずり応力(τ)とずり速度(γ˙)を関連付けます。
τ=τγ+K(γ˙)n
τγ (降伏応力): 流体が流れ始めるために超えなければならない最小せん断応力。
K (粘稠度指数): 粘度に類似したパラメータで、流体の流れに対する抵抗を表します。
n (流動挙動指数): 流体の挙動を定義する重要なパラメータ。せん断流動化 (擬塑性) の場合は n<1、せん断増粘化 (膨張性) の場合は n>1、ビンガム塑性の場合は n=1 となります。
このモデルは、低せん断混合領域からポンプの高せん断環境まで、プロセス内のさまざまなせん断速度で流体の見かけの粘度がどのように変化するかをコントローラが予測するための数学的フレームワークを提供します。
4.2.2 データ駆動型モデリング:
第一原理モデルに加えて、データ駆動型アプローチを用いることで、オンライン粘度計から提供されるリアルタイムデータから学習するプロセスモデルを構築できます。これは、正確な第一原理モデルの導出が困難な複雑な配合において特に有用です。データ駆動型モデルは、油組成の変化や温度変動といった外部要因を考慮して、センサーパラメータをリアルタイムで適応的に調整・最適化することができます。このアプローチは、粘度測定の平均絶対誤差を狭い範囲内に制御することに成功しており、優れた性能と信頼性を実証しています。
4.3 適応制御則の導出
モデルベース適応制御システムの核となるのは、変化するプロセス条件を継続的に学習し、適応する能力です。コントローラは固定パラメータに依存せず、プロセスの内部モデルを動的に更新します。
基本原則:適応型コントローラは、入力されるセンサーデータに基づいて、内部モデルのパラメータをリアルタイムで継続的に推定または更新します。これにより、コントローラは「学習」し、原材料の変更、機器の摩耗、環境の変化などによって引き起こされるプロセス変動を補正することができます。
制御法則の定式化:
モデルパラメータ推定:パラメータ推定器は、多くの場合、適応型忘却係数を用いた再帰最小二乗法(RLS)アルゴリズムに基づいており、リアルタイムのセンサーデータ(粘度、温度、せん断速度)を用いて、Herschel-BulkleyモデルのK値やn値などのモデルパラメータを継続的に調整します。これが「適応型」コンポーネントです。
予測制御アルゴリズム:更新されたプロセスモデルは、流体の将来の挙動を予測するために使用されます。モデル予測制御(MPC)アルゴリズムは、このアプリケーションに最適な戦略です。MPCは、複数の操作変数(例:増粘剤の添加速度やポンプ速度)を同時に管理し、複数の出力変数(例:粘度や温度)を制御できます。MPCの予測特性により、長時間の遅延があってもプロセスを軌道に乗せるために必要な正確な調整を計算し、流体が常に最適なレオロジー「ウィンドウ」内に留まるようにします。
シンプルなフィードバック制御からモデルベースの適応制御への移行は、リアクティブ型からプロアクティブ型へのプロセス管理の根本的な転換を意味します。従来のPIDコントローラは本質的にリアクティブ型であり、エラーが発生してから対応します。時間遅延の大きいプロセスでは、この対応はしばしば手遅れとなり、オーバーシュートや振動につながります。適応型コントローラは、プロセスモデルを継続的に学習することで、原料組成の変化など、上流での変更が最終製品の粘度にどのような影響を与えるかを、偏差が大きくなる前に予測できます。これにより、システムはプロアクティブで計算に基づいた調整を行うことができ、製品が仕様を満たし、無駄と変動を最小限に抑えることができます。これが、成功した実装において記録されているバッチ変動と材料の無駄の大幅な削減の主な要因です。
V. 実践的な実装、検証、運用戦略
プロジェクトの最終段階は、統合システムの導入と長期的な管理を成功させることです。そのためには、綿密な計画と運用上のベストプラクティスの遵守が求められます。
5.1 デプロイメントのベストプラクティス
オンライン粘度測定と適応制御の統合は複雑な作業であり、経験豊富なシステムインテグレーターに委託する必要があります。プロジェクトの問題の80%は、この段階にまで遡ることができるため、明確に定義されたフロントエンド設計は不可欠です。既存の制御システムを改修する場合、資格のあるインテグレーターは、コミュニケーションギャップを埋め、シームレスな移行を確実にするために必要な専門知識を提供できます。さらに、適切なセンサー配置が非常に重要です。粘度計は、測定を妨げる可能性のある気泡、よどみ領域、大きな粒子のない場所に設置する必要があります。
5.2 データの検証と調整
制御システムの信頼性を確保するには、そのシステムが依存するデータの検証と整合性が確保されなければなりません。過酷な環境下で使用される産業用センサーは、ノイズ、ドリフト、そしてエラーの影響を受けやすいものです。生のセンサーデータを盲目的に信頼する制御ループは脆弱であり、コストのかかるエラーを引き起こしやすくなります。
データ検証:このプロセスでは、生のセンサーデータを処理して、値が意味を持ち、期待範囲内にあることを確認します。簡単な方法としては、外れ値を除外したり、一定期間内の複数の測定値の平均を取得してノイズを低減したりすることが挙げられます。
総エラー検出:カイ二乗検定などの統計検定は、目的関数の値を臨界値と比較することで、重大なエラーやセンサーの故障を検出するために使用できます。
データ調整:これは、冗長なセンサーデータとプロセスモデル(例:質量保存則)を用いて、統計的に検証された単一のデータセットを生成する、より高度な手法です。このプロセスにより、システムの信頼性が向上し、軽微なセンサー異常や故障に対する自己認識型の回復力層が提供されます。
データ検証層の実装はオプション機能ではなく、実世界の不整合に対して制御システム全体を堅牢かつ信頼できるものにするために必要な知的コンポーネントです。この層により、システムは単なる自動化ツールから、人間による継続的な監視なしに製品品質を維持できる、真にインテリジェントな自己監視機能を備えた存在へと変貌します。
5.3 長期的な維持管理と持続可能性
オンライン粘度測定システムの長期的な成功は、明確に定義されたメンテナンス戦略に左右されます。
センサーのメンテナンス: 可動部品のない堅牢な粘度計設計と、316L ステンレス鋼などの耐腐食性材料を使用することで、汚れの問題を大幅に軽減し、メンテナンス ルーチンを簡素化できます。
システムのキャリブレーションと検証:粘度計の長期的な精度を確保するには、定期的な校正が不可欠です。高精度アプリケーションでは、認証済みの粘度標準液を用いた校正を定期的に実施する必要がありますが、それほど重要でないアプリケーションでは、その頻度を減らすことができます。長期安定性試験で実証されているように、ガラスキャピラリー粘度計や振動粘度計など、一部の粘度計は校正を何年も維持できるため、コストのかかる校正作業の頻度を大幅に削減できます。
A実行可能なソリューションは、バッチ間のばらつきと材料の無駄を大幅に削減し、完全に自律的でインテリジェントな製造への道を開くなど、具体的なメリットをもたらします。スタrt your opティムイザットイオンby 詐欺タックt ロンヌメットer.
投稿日時: 2025年9月9日







