

L'industria cosmetica moderna è caratterizzata da formulazioni complesse, spesso composte da fluidi non newtoniani. I comportamenti reologici intrinseci di questi materiali, come la diluizione per taglio e la tissotropia, rappresentano sfide significative per le metodologie di produzione tradizionali, con conseguenti incoerenze tra lotti, elevati sprechi di materie prime e inefficienze operative in processi critici come il pompaggio e la miscelazione. I metodi convenzionali di controllo qualità, che si basano su misurazioni della viscosità reattive off-line, sono fondamentalmente inadeguati per catturare il comportamento dinamico di questi fluidi in condizioni di produzione.

I. Reologia e dinamica dei fluidi nella produzione cosmetica
La produzione di cosmetici è un processo complesso in cui le proprietà fisiche del fluido sono fondamentali. Una profonda comprensione di queste proprietà è un prerequisito per qualsiasi discussione significativa sull'ottimizzazione dei processi. La fluidodinamica dei prodotti cosmetici non è governata da relazioni semplici, il che li rende fondamentalmente diversi dai fluidi newtoniani come l'acqua.
1.1Viscosità e reologia
La viscosità è una misura della resistenza di un fluido a uno sforzo applicato. Per i fluidi newtoniani semplici, questa proprietà è costante e può essere caratterizzata da un singolo valore. Tuttavia, le formulazioni cosmetiche raramente sono così semplici. La maggior parte delle lozioni, creme e shampoo sono classificati come fluidi non newtoniani, la cui resistenza al flusso varia con la quantità di forza (taglio) applicata.
La reologia è la disciplina più completa ed essenziale per questo settore. È lo studio del flusso e della deformazione di liquidi, gel e semisolidi. Un singolo dato non è sufficiente per prevedere il comportamento di un prodotto durante il pompaggio, la miscelazione e il riempimento. Le caratteristiche reologiche di un prodotto influenzano direttamente le sue caratteristiche sensoriali, la stabilità a lungo termine nel packaging e le prestazioni funzionali. Ad esempio, la viscosità di una crema determina la sua spalmabilità sulla pelle, mentre la consistenza di uno shampoo influenza la quantità di prodotto erogata dal flacone.
1.2Fluidi non newtoniani e le loro sfide di produzione
La complessità della produzione cosmetica deriva dai diversi comportamenti reologici dei fluidi coinvolti. Comprendere questi comportamenti è fondamentale per affrontare le sfide produttive sottostanti.
Pseudoplasticità (assottigliamento per taglio):Si tratta di una proprietà indipendente dal tempo, in cui la viscosità apparente di un fluido diminuisce all'aumentare della velocità di taglio. Molte emulsioni e lozioni cosmetiche presentano questo comportamento, auspicabile per prodotti che devono essere densi a riposo ma che diventano spalmabili o fluidi una volta applicati.
Tissotropia:Si tratta di una proprietà di assottigliamento per taglio dipendente dal tempo. I fluidi tissotropici, come alcuni gel e sospensioni colloidali, diventano meno viscosi quando vengono agitati o sottoposti a taglio nel tempo e impiegano un tempo fisso per tornare al loro stato originale, più viscoso, una volta rimossa la sollecitazione. Un esempio classico è la vernice antigoccia, che si assottiglia sotto il taglio di un pennello ma si addensa rapidamente su una superficie verticale per evitare colature. Anche lo yogurt e alcuni shampoo dimostrano questa proprietà.
Fluidi con stress di snervamento:Questi materiali si comportano come un solido a riposo e iniziano a fluire solo dopo che uno sforzo di taglio applicato supera un valore critico, noto come limite di snervamento o tensione di snervamento. Il ketchup è un esempio comune. In cosmetica, i prodotti con un limite di snervamento elevato sono percepiti dai consumatori come aventi "più volume" e una sensazione di qualità superiore.
1.3 L'impatto diretto sull'efficienza del processo
Il comportamento non lineare di questi fluidi ha un effetto profondo e spesso dannoso sulle normali operazioni di produzione.
1.3.1 Operazioni di pompaggio:
Le prestazioni delle pompe centrifughe, ampiamente diffuse nel settore manifatturiero, sono significativamente influenzate dalla viscosità del fluido. La prevalenza e la portata volumetrica di una pompa possono essere notevolmente "declassate" quando si pompano fluidi non newtoniani ad alta viscosità. Studi dimostrano che un aumento del contenuto di solidi in una miscela può portare a riduzioni della prevalenza e dell'efficienza fino al 60% e al 25%, rispettivamente, per miscele concentrate. Questa declassazione non è statica; l'elevata velocità di taglio all'interno della pompa può alterare la viscosità apparente del fluido, causando prestazioni imprevedibili della pompa e una portata non uniforme. L'elevata resistenza dei liquidi viscosi comporta inoltre un maggiore carico radiale sui cuscinetti e causa problemi alle tenute meccaniche, aumentando il rischio di guasti e manutenzione delle apparecchiature.
1.3.2 Miscelazione e agitazione:
In un serbatoio di miscelazione, l'elevata viscosità dei fluidi cosmetici può smorzare notevolmente il flusso proveniente dalla girante di miscelazione, concentrando l'azione di taglio e di miscelazione in una piccola area immediatamente circostante la pala della girante. Ciò comporta un notevole spreco di energia e impedisce all'intero lotto di raggiungere l'omogeneità. Per i fluidi che assottigliano il flusso, questo effetto è aggravato, poiché il fluido lontano dalla girante subisce basse velocità di taglio e rimane ad alta viscosità, creando "isole di miscelazione lenta" o "pseudo-caverne" che non vengono adeguatamente omogeneizzate. Il risultato è una distribuzione non uniforme dei componenti e un prodotto finale incoerente.
L'approccio tradizionale alla misurazione manuale e offline della viscosità è fondamentalmente inadeguato per gestire queste complessità. La viscosità di un fluido non newtoniano non è un valore singolo, ma è una funzione della velocità di taglio e, in alcuni casi, della durata del taglio. Le condizioni in cui viene misurato un campione di laboratorio (ad esempio, in un becher a una velocità e temperatura specifiche del mandrino) non riflettono le condizioni di taglio dinamico all'interno di un tubo o di un serbatoio di miscelazione. Di conseguenza, una misurazione effettuata a una velocità di taglio e a una temperatura fisse è probabilmente irrilevante per il comportamento del fluido durante un processo dinamico. Quando un team di produzione si affida a controlli manuali a intervalli di due ore, non solo è troppo lento a reagire alle fluttuazioni di processo in tempo reale, ma basa anche le proprie decisioni su un valore che potrebbe non rappresentare accuratamente lo stato del fluido in fase di processo. Questa dipendenza da dati errati e reattivi crea un circolo vizioso di scarso controllo ed elevata variabilità operativa, impossibile da interrompere senza un nuovo approccio proattivo.

Miscelazione e miscelazione cosmetica
II. Selezione del sensore e implementazione dell'hardware in ambienti difficili
Per andare oltre i metodi manuali è necessario selezionare viscosimetri online robusti e affidabili, in grado di fornire dati continui e in tempo reale dall'interno del processo.
2.1Viscometria online
Viscosimetri online, installati direttamente nella linea di processo (in linea) o in un circuito di bypass, forniscono misurazioni della viscosità in tempo reale 24 ore su 24, 7 giorni su 7, consentendo un monitoraggio e un controllo costanti del processo. Questo è in netto contrasto con i metodi di laboratorio offline, che sono intrinsecamente reattivi e possono fornire solo un'istantanea dello stato del processo a intervalli discreti. La capacità di ottenere dati affidabili e continui dalla linea di produzione è un prerequisito per l'implementazione di un sistema di controllo automatizzato a circuito chiuso.
2.2 Requisiti essenziali del viscosimetro
La scelta del viscosimetro per la produzione di cosmetici deve essere guidata dai vincoli ambientali e operativi specifici del settore.
Vincoli ambientali e di durabilità:
Alta temperatura e pressione:Le formulazioni cosmetiche richiedono spesso il riscaldamento a una temperatura specifica per garantire una corretta miscelazione ed emulsione. Il sensore selezionato deve essere in grado di funzionare in modo affidabile a temperature fino a 300 °C e pressioni fino a 500 bar.
Resistenza alla corrosione:Molti ingredienti cosmetici, inclusi tensioattivi e vari additivi, possono essere corrosivi nel tempo. Le parti a contatto con il sensore devono essere realizzate con materiali altamente durevoli e resistenti alla corrosione. L'acciaio inossidabile 316L è una scelta standard per la sua resilienza in tali ambienti.
Immunità alle vibrazioni:Gli ambienti di produzione sono rumorosi dal punto di vista meccanico, con pompe, agitatori e altri macchinari che producono vibrazioni ambientali significative. Il principio di misurazione di un sensore deve essere intrinsecamente immune a queste vibrazioni per garantire l'integrità dei dati.
2.3 Analisi delle tecnologie dei viscosimetri per l'integrazione dei processi
Per una solida integrazione online, alcune tecnologie sono più adatte di altre.
Viscosimetri vibrazionali/risonanti: Questa tecnologia funziona misurando l'effetto di smorzamento del fluido su un elemento vibrante, come una forcella o un risonatore, per determinarne la viscosità. Questo principio offre diversi vantaggi chiave per le applicazioni cosmetiche. Questi sensori non hanno parti mobili, il che riduce al minimo la necessità di manutenzione e i costi operativi complessivi. Un design ben progettato, come un risonatore coassiale bilanciato, annulla attivamente le coppie di reazione ed è quindi completamente insensibile alle condizioni di montaggio e alle vibrazioni esterne. Questa immunità al rumore ambientale garantisce una misurazione stabile, ripetibile e riproducibile, anche in flussi turbolenti o in condizioni di taglio elevato. Questi sensori possono anche misurare la viscosità in un intervallo estremamente ampio, da fluidi a viscosità molto bassa a molto alta, rendendoli altamente versatili per un portafoglio prodotti diversificato.
Tecnologie rotazionali e altre tecnologie:Sebbene i viscosimetri rotazionali siano altamente efficaci in laboratorio per la generazione di curve di portata complete, la loro complessità e la presenza di parti mobili possono renderne difficile la manutenzione in un'applicazione industriale in linea. Altri tipi, come quelli a elemento cadente o a capillare, possono essere adatti per applicazioni specifiche, ma spesso presentano limitazioni nella misurazione di fluidi non newtoniani o sono sensibili alle fluttuazioni di temperatura e portata.
L'affidabilità di un sistema di controllo automatizzato è direttamente proporzionale all'affidabilità dei dati di input del sensore. Pertanto, la stabilità a lungo termine e i requisiti minimi di calibrazione del viscosimetro non sono solo caratteristiche di praticità; sono requisiti fondamentali per un sistema di controllo efficiente e a bassa manutenzione. Il costo di un sensore deve essere considerato non solo come la spesa iniziale, ma come il suo costo totale di proprietà (TCO), che include la manodopera e i tempi di fermo associati alla manutenzione e alla calibrazione. I dati provenienti da strumenti comeviscosimetri capillaridimostrano che, con una corretta manipolazione e pulizia, la loro calibrazione può rimanere stabile per un decennio o più, dimostrando che la stabilità a lungo termine è una caratteristica raggiungibile e critica della strumentazione di processo. Un sensore in grado di mantenere la sua calibrazione per periodi prolungati riduce significativamente i rischi del progetto di automazione, eliminando una delle principali fonti di potenziale variazione di processo e consentendo al sistema di funzionare in modo autonomo con un intervento umano minimo.
| Tecnologia | Principio di funzionamento | Idoneità per fluidi non newtoniani | Capacità di alta temperatura/pressione | Resistenza alla corrosione | Immunità alle vibrazioni | Manutenzione/Calibrazione |
| Vibrazionale/Risonante | Misura lo smorzamento del fluido su un elemento vibrante (forcella, risonatore). | Eccellente (lettura riproducibile ad alto taglio). | Elevata (fino a 300°C, 500 bar). | Eccellente (tutte le parti bagnate sono in acciaio inox 316L). | Eccellente (progettazione del risonatore bilanciato). | Basso (nessuna parte mobile, sporcamento minimo). |
| Rotazionale | Misura la coppia necessaria per ruotare un mandrino nel fluido. | Eccellente (fornisce una curva di flusso completa in un ambiente di laboratorio). | Da moderata ad alta (varia a seconda del modello). | Buono (richiede materiali specifici per il mandrino). | Scarso (molto sensibile alle vibrazioni esterne). | Elevato (pulizia frequente, parti mobili). |
| Pressione capillare/differenziale | Misura la caduta di pressione attraverso un tubo fisso a portata costante. | Limitato (produce una singola viscosità newtoniana media). | Da moderato ad alto (richiede stabilità della temperatura). | Buono (dipende dal materiale del capillare). | Moderato (dipendente dal flusso, richiede un flusso stabile). | Alto (richiede pulizia, soggetto a intasamento). |
| Elemento cadente | Misura il tempo impiegato da un elemento per attraversare il fluido. | Limitato (produce una singola viscosità newtoniana media). | Da moderato ad alto (dipende dai materiali). | Buono (dipende dal materiale dell'elemento). | Moderato (sensibile alle vibrazioni). | Moderato (parti mobili, richiede una nuova calibrazione). |
2.4 Posizionamento ottimale del sensore per dati accurati
Il posizionamento fisico del viscosimetro è fondamentale quanto la tecnologia stessa. Un posizionamento corretto garantisce che i dati raccolti siano rappresentativi dello stato del processo. Le migliori pratiche impongono di posizionare il sensore in un punto in cui il fluido sia omogeneo e in cui l'elemento sensibile sia sempre completamente immerso. È necessario evitare punti elevati nella tubazione in cui potrebbero accumularsi bolle d'aria, poiché l'aria intrappolata può compromettere le misurazioni, soprattutto perviscosimetri vibrazionaliAllo stesso modo, l'installazione in "zone di stagnazione" dove il fluido non è in movimento costante dovrebbe essere evitata per evitare la formazione di depositi di materiale sul sensore. Una buona strategia consiste nel posizionare il sensore in una sezione della tubazione dove il flusso è stabile e costante, come una colonna montante verticale o un'area con portata costante, per fornire dati più affidabili al sistema di controllo.
III.Integrazione PLC/DCS senza interruzioni tramite RS485
L'implementazione riuscita di unviscosimetro onlinesi basa sulla sua perfetta integrazione nell'infrastruttura di controllo dell'impianto esistente. La scelta del protocollo di comunicazione e del livello fisico è una decisione strategica che bilancia affidabilità, costi e compatibilità con i sistemi legacy.
3.1 Panoramica dell'architettura del sistema
L'architettura di controllo industriale standard per questa applicazione è una relazione master-slave. Il PLC o DCS centrale dell'impianto funge da "master", avviando la comunicazione con il viscosimetro, che funge da dispositivo "slave". Il dispositivo slave rimane "inattivo" finché non viene interrogato dal master, a quel punto risponde con i dati richiesti. Questo modello di comunicazione uno-a-molti previene le collisioni di dati e semplifica la gestione della rete.
3.2 L'interfaccia di comunicazione RS485
L'interfaccia di comunicazione RS485 è uno standard robusto e ampiamente adottato per l'automazione industriale, in particolare per le applicazioni che richiedono comunicazioni multipunto a lunga distanza.
Meriti tecnici:
Lunga distanza e multi-drop: RS485 supporta la trasmissione dati su distanze fino a 2000 metri, rendendolo ideale per grandi impianti industriali. Un singolo bus può collegare fino a 30 dispositivi, un numero che può essere esteso a 24 ore su 24, 7 giorni su 7 con l'utilizzo di ripetitori, riducendo significativamente i costi e la complessità dell'infrastruttura di cablaggio.
Immunità al rumore:Lo standard RS485 impiega un approccio di segnalazione differenziale bilanciato su un cavo a doppino intrecciato. Questa soluzione offre un'eccezionale immunità alle interferenze elettromagnetiche (EMI) e ad altri disturbi elettrici, un problema comune in un ambiente industriale con motori e azionamenti di grandi dimensioni.


3.3 Colmare il divario PLC/DCS
L'RS485 non è semplicemente una scelta tecnica; è una decisione aziendale strategica che riduce significativamente la barriera d'ingresso per l'automazione dei processi. La sua capacità di coprire lunghe distanze e di resistere ai disturbi lo rende ideale per gli ambienti industriali in cui questi fattori sono più importanti della semplice velocità di comunicazione.
IV. Derivazione teorica del controllo adattivo basato sul modello
Questa sezione fornisce le rigorose basi intellettuali per una strategia di controllo in grado di gestire le dinamiche complesse e non lineari dei fluidi cosmetici.
4.1 La necessità di un controllo avanzato
I tradizionali controllori Proporzionali-Integrali-Derivativi (PID) si basano su modelli lineari di processo e non sono in grado di gestire i comportamenti non lineari, dipendenti dal tempo e dalle proprietà variabili dei fluidi non newtoniani. Un controllore PID è reattivo: attende che si verifichi una deviazione dal setpoint prima di iniziare a intraprendere azioni correttive. Per un processo con dinamiche di risposta lunghe, come un grande serbatoio di miscelazione o un addensatore, ciò può portare a una lenta correzione degli errori, oscillazioni o superamento della viscosità target. Inoltre, disturbi esterni, come fluttuazioni di temperatura o variazioni nella composizione delle materie prime in ingresso, richiederebbero una continua ricalibrazione manuale del controllore PID, con conseguente instabilità e inefficienza del processo.
4.2 Modellazione reologica per il controllo
Il fondamento di una strategia di controllo efficace per i fluidi non newtoniani è un modello matematico accurato e predittivo del loro comportamento.
4.2.1 Modellazione costitutiva (Principi primi):
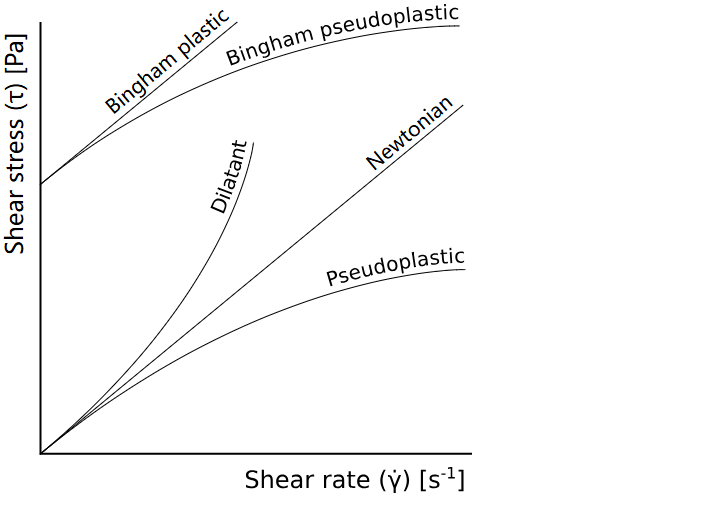
Il modello di Herschel-Bulkley è una potente equazione costitutiva utilizzata per descrivere il comportamento reologico dei fluidi che presentano sia stress di snervamento che caratteristiche di shear-thinning o shear-thickening. Il modello mette in relazione lo stress di taglio (τ) con la velocità di taglio (γ˙) utilizzando tre parametri chiave:
τ=τγ+K(γ˙)n
τγ (tensione di snervamento): la minima tensione di taglio che deve essere superata affinché il fluido inizi a scorrere.
K (indice di consistenza): parametro analogo alla viscosità, che rappresenta la resistenza del fluido al flusso.
n (indice di comportamento del flusso): parametro cruciale che definisce il comportamento del fluido: n<1 per assottigliamento per taglio (pseudoplastico), n>1 per ispessimento per taglio (dilatante) e n=1 per una plastica di Bingham.
Questo modello fornisce una struttura matematica che consente a un controllore di prevedere come cambierà la viscosità apparente di un fluido al variare delle velocità di taglio all'interno del processo, da una regione di miscelazione a basso taglio all'ambiente ad alto taglio di una pompa.
4.2.2 Modellazione basata sui dati:
Oltre ai modelli basati sui principi primi, è possibile utilizzare un approccio basato sui dati per costruire un modello di processo che apprenda dai dati in tempo reale forniti dal viscosimetro online. Questo è particolarmente utile per formulazioni complesse in cui è difficile derivare un modello basato sui principi primi preciso. Un modello basato sui dati può adattare e ottimizzare i parametri del sensore in tempo reale per tenere conto di fattori esterni come variazioni nella composizione dell'olio o fluttuazioni di temperatura. Questo approccio ha dimostrato di controllare con successo l'errore assoluto medio delle misurazioni della viscosità entro un intervallo ristretto, dimostrando prestazioni e affidabilità eccellenti.
4.3 Derivazione della legge di controllo adattivo
Il fulcro di un sistema di controllo adattivo basato su modelli è la sua capacità di apprendere e adattarsi continuamente alle mutevoli condizioni di processo. Il controllore non si basa su parametri fissi, ma aggiorna dinamicamente il suo modello interno del processo.
Principio fondamentale:Un controllore adattivo stima o aggiorna costantemente i parametri del suo modello interno in tempo reale sulla base dei dati dei sensori in ingresso. Ciò consente al controllore di "apprendere" e compensare le variazioni di processo causate da variazioni delle materie prime, usura delle apparecchiature o variazioni ambientali.
Formulazione della legge di controllo:
Stima dei parametri del modello: uno stimatore di parametri, spesso basato su un algoritmo ricorsivo dei minimi quadrati (RLS) con un fattore di oblio adattivo, utilizza i dati dei sensori in tempo reale (viscosità, temperatura, velocità di taglio) per regolare continuamente i parametri del modello, come i valori di K e n del modello di Herschel-Bulkley. Questa è la componente "adattiva".
Algoritmo di controllo predittivo:Il modello di processo aggiornato viene quindi utilizzato per prevedere il comportamento futuro del fluido. Un algoritmo di controllo predittivo del modello (MPC) è una strategia ideale per questa applicazione. L'MPC può gestire simultaneamente più variabili manipolate (ad esempio, la velocità di aggiunta dell'addensante e la velocità della pompa) per controllare più variabili di output (ad esempio, viscosità e temperatura). La natura predittiva dell'MPC gli consente di calcolare con precisione le regolazioni necessarie per mantenere il processo in linea, anche con lunghi ritardi, garantendo che il fluido rimanga sempre all'interno della sua "finestra" reologica ottimale.
Il passaggio dal semplice controllo a feedback al controllo adattivo basato su modello rappresenta un cambiamento fondamentale dalla gestione reattiva a quella proattiva dei processi. Un controllore PID tradizionale è intrinsecamente reattivo, in attesa che si verifichi un errore prima di intervenire. Per un processo con ritardi significativi, questa reazione è spesso troppo tardiva, causando sovraelongazioni e oscillazioni. Un controllore adattivo, apprendendo continuamente il modello di processo, può prevedere come una variazione a monte, come una variazione nella composizione di una materia prima, influenzerà la viscosità del prodotto finale prima che la deviazione diventi significativa. Ciò consente al sistema di apportare modifiche proattive e calcolate, garantendo che il prodotto rimanga conforme alle specifiche e riducendo al minimo sprechi e variabilità. Questo è il motore principale delle massicce riduzioni della variabilità dei lotti e degli sprechi di materiale documentate nelle implementazioni di successo.
V. Implementazione pratica, convalida e strategie operative
La fase finale di un progetto consiste nell'implementazione e nella gestione a lungo termine del sistema integrato. Ciò richiede una pianificazione meticolosa e il rispetto delle migliori pratiche operative.
5.1 Migliori pratiche di distribuzione
L'integrazione della viscosimetria online e del controllo adattivo è un compito complesso che dovrebbe essere affidato a integratori di sistemi esperti. Una progettazione front-end ben definita è fondamentale, poiché fino all'80% dei problemi di progetto può essere ricondotto a questa fase. In caso di retrofitting di sistemi di controllo legacy, un integratore qualificato può fornire le competenze necessarie per colmare le lacune di comunicazione e garantire una migrazione senza problemi. Inoltre, il corretto posizionamento del sensore è fondamentale. Il viscosimetro deve essere installato in un luogo privo di bolle d'aria, zone di ristagno e particelle di grandi dimensioni che potrebbero interferire con le misurazioni.
5.2 Validazione e riconciliazione dei dati
Affinché un sistema di controllo sia affidabile, i dati su cui si basa devono essere convalidati e verificati. I sensori industriali in ambienti difficili sono soggetti a rumore, deriva ed errori. Un circuito di controllo che si fida ciecamente dei dati grezzi dei sensori è fragile e soggetto a errori costosi.
Validazione dei dati:Questo processo prevede il trattamento dei dati grezzi dei sensori per garantire che i valori siano significativi e rientrino nell'intervallo previsto. Metodi semplici includono il filtraggio dei valori anomali e il calcolo della media di diverse misurazioni effettuate in un periodo di tempo definito per ridurre il rumore.
Rilevamento degli errori grossolani:I test statistici, come il test del chi quadrato, possono essere utilizzati per rilevare errori significativi o guasti dei sensori confrontando il valore della funzione obiettivo con un valore critico.
Riconciliazione dei dati:Si tratta di una tecnica più avanzata che utilizza dati di sensori ridondanti e modelli di processo (ad esempio, conservazione della massa) per produrre un unico set di dati statisticamente validato. Questo processo aumenta l'affidabilità del sistema e fornisce un livello di resilienza autocosciente ad anomalie e guasti minori dei sensori.
L'implementazione di un livello di convalida dei dati non è una funzionalità opzionale; è una componente intellettuale necessaria che rende l'intero sistema di controllo robusto e affidabile di fronte alle incongruenze del mondo reale. Questo livello trasforma il sistema da un semplice strumento di automazione in un'entità veramente intelligente e automonitorata, in grado di mantenere la qualità del prodotto senza la costante supervisione umana.
5.3 Manutenzione e sostenibilità a lungo termine
Il successo a lungo termine di un sistema di viscosimetria online dipende da una strategia di manutenzione ben definita.
Manutenzione del sensore: l'uso di viscosimetri robusti, privi di parti mobili e realizzati con materiali resistenti alla corrosione, come l'acciaio inossidabile 316L, può ridurre significativamente i problemi di incrostazione e semplificare le procedure di manutenzione.
Calibrazione e convalida del sistema:La calibrazione regolare è essenziale per garantire l'accuratezza a lungo termine del viscosimetro. Per applicazioni ad alta precisione, la calibrazione con standard di viscosità certificati dovrebbe essere eseguita a intervalli regolari, ma la frequenza può essere ridotta per applicazioni meno critiche. Come dimostrato da studi sulla stabilità a lungo termine, alcuni tipi di viscosimetri, come i viscosimetri a capillare in vetro o vibrazionali, possono mantenere la calibrazione per anni, riducendo significativamente la frequenza di costosi interventi di calibrazione.
AUna soluzione praticabile può offrire vantaggi tangibili: una significativa riduzione della variabilità tra lotti e degli sprechi di materiale, nonché un percorso verso una produzione completamente autonoma e intelligente.Start your optempoizationeby controtact Lonnmeter.
Data di pubblicazione: 09-09-2025







