

Dengan menggunakan sistem desulfurisasi gas buang (FGD) pembangkit listrik tenaga batubara sebagai contoh, analisis ini mengkaji masalah-masalah dalam sistem air limbah FGD tradisional, seperti desain yang buruk dan tingkat kegagalan peralatan yang tinggi. Melalui berbagai optimasi dan modifikasi teknis, kandungan padatan dalam air limbah dikurangi, memastikan pengoperasian sistem yang normal dan menurunkan biaya operasional dan pemeliharaan. Solusi dan rekomendasi praktis diajukan, memberikan landasan yang kuat untuk mencapai nol pembuangan air limbah di masa depan.

1. Gambaran Umum Sistem
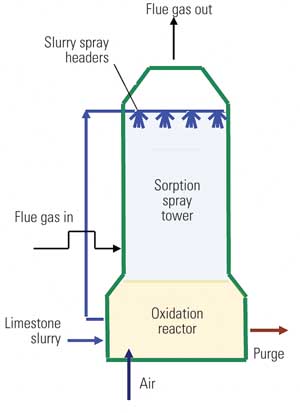
Pembangkit listrik tenaga batubara umumnya menggunakan proses FGD basah batu kapur-gypsum, yang menggunakan batu kapur (CaCO₃) sebagai penyerap. Proses ini pasti menghasilkan air limbah FGD. Dalam hal ini, dua sistem FGD basah berbagi satu unit pengolahan air limbah. Sumber air limbah adalah luapan siklon gypsum, yang diolah menggunakan metode tradisional (sistem tiga tangki) dengan kapasitas desain 22,8 t/jam. Air limbah yang telah diolah dipompa sejauh 6 km ke lokasi pembuangan untuk penanggulangan debu.
2. Isu-isu Utama dalam Sistem Asli
Diafragma pompa dosis sering bocor atau rusak, sehingga mencegah pemberian dosis bahan kimia secara terus menerus. Tingkat kegagalan yang tinggi pada filter press pelat dan rangka serta pompa lumpur meningkatkan kebutuhan tenaga kerja dan menghambat pembuangan lumpur, memperlambat sedimentasi di tangki pengendap.
Air limbah, yang berasal dari luapan siklon gipsum, memiliki kepadatan sekitar 1.040 kg/m³ dengan kandungan padatan 3,7%. Hal ini mengganggu kemampuan sistem untuk terus menerus membuang air olahan dan mengendalikan konsentrasi ion berbahaya di dalam penyerap.
3. Modifikasi Awal
Meningkatkan Dosis Bahan Kimia:
Tangki kimia tambahan dipasang di atas sistem tiga tangki untuk memastikan dosis yang konsisten melalui gravitasi, yang dikendalikan oleh sebuahpengukur konsentrasi online.
Hasil: Kualitas air membaik, meskipun sedimentasi masih diperlukan. Debit harian berkurang menjadi 200 m³, yang tidak cukup untuk pengoperasian stabil kedua sistem FGD. Biaya dosis tinggi, rata-rata 12 CNY/ton.
Pemanfaatan Kembali Air Limbah untuk Pengendalian Debu:
Pompa dipasang di bagian bawah tangki pengendap untuk mengarahkan sebagian air limbah ke silo abu di lokasi untuk pencampuran dan pelembapan.
Hasil: Tekanan pada lokasi pembuangan berkurang tetapi masih mengakibatkan kekeruhan tinggi dan ketidaksesuaian dengan standar pembuangan.
4. Langkah-langkah Optimalisasi Saat Ini
Dengan peraturan lingkungan yang lebih ketat, optimalisasi sistem lebih lanjut menjadi perlu.
4.1 Penyesuaian Kimia dan Operasi Berkelanjutan
pH dipertahankan antara 9–10 melalui peningkatan dosis bahan kimia:
Penggunaan sehari-hari: kapur (45 kg), koagulan (75 kg), dan flokulan.
Memastikan pelepasan air bersih sebesar 240 m³/hari setelah pengoperasian sistem yang terputus-putus.
4.2 Pemanfaatan Kembali Tangki Lumpur Darurat
Penggunaan ganda tangki darurat:
Selama waktu henti: Penyimpanan bubur kental.
Selama pengoperasian: Sedimentasi alami untuk pengambilan air jernih.
Optimasi:
Menambahkan katup dan pipa pada berbagai level tangki untuk memungkinkan pengoperasian yang fleksibel.
Gipsum yang mengendap dikembalikan ke sistem untuk dikeringkan atau digunakan kembali.
4.3 Modifikasi di Seluruh Sistem
Menurunkan konsentrasi padatan dalam air limbah yang masuk dengan mengalihkan filtrat dari sistem pengeringan sabuk vakum ke tangki penyangga air limbah.
Peningkatan efisiensi sedimentasi dengan memperpendek waktu pengendapan alami melalui pemberian dosis bahan kimia dalam tangki darurat.
5. Manfaat Optimasi
Peningkatan Kapasitas:
Pengoperasian berkelanjutan dengan pembuangan harian lebih dari 400 m³ air limbah yang sesuai standar.
Pengendalian konsentrasi ion yang efektif dalam penyerap.
Operasi yang Disederhanakan:
Menghilangkan kebutuhan akan mesin pengepres filter pelat dan rangka.
Pengurangan tenaga kerja untuk penanganan lumpur.
Peningkatan Keandalan Sistem:
Fleksibilitas yang lebih besar dalam jadwal pengolahan air limbah.
Keandalan peralatan yang lebih tinggi.
Penghematan Biaya:
Penggunaan bahan kimia dikurangi menjadi kapur (1,4 kg/t), koagulan (0,1 kg/t), dan flokulan (0,23 kg/t).
Biaya pengolahan diturunkan menjadi 5,4 CNY/ton.
Penghematan tahunan sekitar 948.000 CNY dalam biaya bahan kimia.
Kesimpulan
Optimalisasi sistem pengolahan air limbah FGD menghasilkan peningkatan efisiensi yang signifikan, pengurangan biaya, dan kepatuhan terhadap standar lingkungan yang lebih ketat. Langkah-langkah ini berfungsi sebagai referensi untuk sistem serupa yang berupaya mencapai nol pembuangan air limbah dan keberlanjutan jangka panjang.
Waktu posting: 21 Januari 2025



