

Az olaj- és gázipari vállalatok működési és pénzügyi teljesítménye elválaszthatatlanul összefügg a folyadékok tulajdonságainak pontos kezelésével, ahol a viszkozitás kritikus, mégis gyakran alulértékelt paraméter. A viszkozitás, a folyadék áramlással szembeni belső ellenállása, elsődleges eszközként működik a fúrási műveletek hatékonyságától a végtermékek minőségéig minden szabályozásában. Ez a jelentés egy központi tézist mutat be: a viszkozitás-monitorozás hagyományos megközelítése, amely a reaktív, offline laboratóriumi elemzésen alapul, alapvetően nem elegendő. Ehelyett a nagy pontosságú inline viszkozitásmérésre való befektetés egy stratégiai tőkekiadás, amely a működést a reaktív megközelítésről a proaktív és prediktív szabályozási modellre váltja.
1.1 A viszkozitás-érték összefüggés
A viszkozitásmérés pontosságának javítására vonatkozó üzleti indokok meggyőzőek és sokrétűek. A nagy pontosságú rendszerek nemcsak jobb adatokat szolgáltatnak, hanem jelentős működési hatékonyságnövekedést és jelentős pénzügyi megtérülést biztosítanak. Az elemzés szerint az ilyen rendszerek átlagosan gyorsan, körülbelül kilenc hónapig megtérülnek, amit több tényező kombinációja vezérel. A legfontosabb pénzügyi előnyök közé tartozik az üzemanyagköltségek dokumentált 1,5%-2,5%-os csökkenése, a jelentős anyagmegtakarítás, valamint a munkaerőigény jelentős csökkenése a feladatok automatizálásával és a manuális beavatkozás minimalizálásával.
1.2 Főbb megállapítások áttekintése
-
Pénzügyi hatás: A nagy pontosságú rendszerek gyors megtérüléssel igazolják befektetésüket, elsősorban az anyag-, energia- és munkaerőköltségek kézzelfogható megtakarításain keresztül.
-
Működési előnyök: A valós idejű, folyamatos monitorozás stabil és megbízható jellel lehetővé teszi az azonnali, automatizált folyamatbeállításokat, ezáltal javítja a minőségellenőrzést, minimalizálja a hulladékot és csökkenti a működési állásidőt.
-
Technológiai váltás: Az iparág túllép az egyszerű mérésen egy új paradigma felé halad, ahol a nagy pontosságú viszkozimétereket intelligens, többszenzoros rendszerekbe integrálják. Ezek a fejlett platformok kifinomult algoritmusokat és érzékelőfúziót használnak a prediktív elemzés és az autonóm vezérlés biztosítására, átalakítva a karbantartási és üzemeltetési stratégiát.
1.3 Ajánlások
Ezen lehetőségek kiaknázása érdekében ajánlott, hogy a vezetőség és a döntéshozók stratégiailag különítsenek el tőkét a következő generációs viszkoziméter-technológiára. Ezt nem egyszerű berendezéscserének, hanem a folyamatirányító rendszerek alapvető korszerűsítésének kell tekinteni. Ezzel egyidejűleg a kutatás-fejlesztési mérnököknek ki kell dolgozniuk egy technológiai integrációs ütemtervet, amely prioritást élvez a benne rejlő robusztussággal és adatfúziós képességgel rendelkező rendszerek számára, miközben szabványosított mérési protokollokat hoznak létre az új infrastruktúra értékének maximalizálása érdekében.
2.0 Bevezetés: A viszkozitás kritikus szerepe az olaj- és gázipari műveletekben
2.1 A viszkozitás mindenütt jelenléte
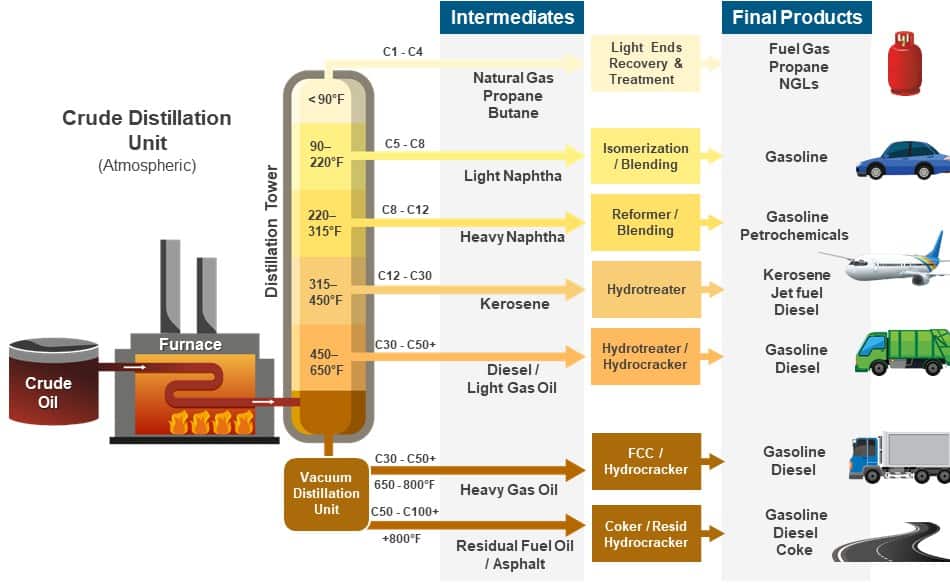
A viszkozitás egy alapvető fizikai tulajdonság, amelyet a folyadék belső ellenállásaként definiálnak az áramlással vagy az alkalmazott erő hatására bekövetkező deformációval szemben. Ez a tulajdonság kiemelkedő fontosságú az egész olaj- és gázértékláncban, a kitermelés kezdeti szakaszától a végső finomításig és a végtermékek szállításáig. A fúrási műveletek során például a fúrófolyadékok (vagy iszapok) viszkozitását aprólékosan ellenőrizni kell annak biztosítása érdekében, hogy azok kőzetforgácsot tudjanak a felszínre vinni, hűtsék és kenjék a fúrófejet, valamint fenntartsák a kút stabilitását. A csővezetékes szállítás során a nehéz nyersolaj magas viszkozitása komoly kihívást jelent, amely valós idejű beállítást tesz szükségessé a fűtés vagy a hígítófolyadék befecskendezése terén a hatékony áramlás biztosítása és az elzáródások megelőzése érdekében. A finomító és a végtermék-szektor a viszkozitásmérésekre támaszkodik a kenőanyagok, üzemanyagok és más finomított frakciók minőségellenőrzéséhez, mivel az eltérések jelentős teljesítmény- és minőségi problémákhoz vezethetnek. A viszkozitást jellemzően dinamikus viszkozitásként számszerűsítik, amely a belső ellenállás közvetlen mértéke, vagy kinematikai viszkozitásként, amely a dinamikus viszkozitás és a folyadék sűrűségének aránya.
2.2 A problémameghatározás
A viszkozitás mérését történelmileg offline, laboratóriumi módszerekkel, például kapilláris viszkoziméterekkel vagy asztali rotációs viszkoziméterekkel végezték. Bár ezeket a laboratóriumi módszereket a tudományos pontosság és a kontrollált körülmények közötti mérések szem előtt tartására tervezték, természetüknél fogva lassúak és munkaigényesek.
A mintavétel és az eredményelemzés közötti késedelem alapvető korlátot teremt: a folyamatmódosításokat reaktívan, csak azután hajtják végre, hogy az eltérés már bekövetkezett. Ez a specifikációtól eltérő termelési időszakokhoz, túlfeldolgozáshoz és megnövekedett állásidőhöz vezet az eredmények várakozása alatt. Továbbá a folyamatáram zord, valós körülményei – beleértve a magas hőmérsékletet, nyomást és áramlási sebességet – pontatlanná tehetik a laboratóriumi méréseket, mivel a folyadék reológiai tulajdonságai szorosan összefüggenek az áramlási viszonyokkal. A kihívás ezért abban rejlik, hogy folyamatos, megbízható és valós idejű viszkozitási adatokat szerezzünk közvetlenül a folyamatáramból, amire az inline viszkozitásmérők egyedülállóan alkalmasak.
2.3 A jelentés hatóköre és célkitűzései
Ez a jelentés alkalmazott tanulmányként szolgál annak vizsgálatára, hogy a gyártósorba épített viszkozitásmérők pontossága hogyan befolyásolja közvetlenül az olajáramlás-monitorozás eredményeit. Célja, hogy átfogó elemzést nyújtson mind a vezetőség, mind a műszaki közönség számára, a költségcsökkentésre és a hatékonyságnövelésre összpontosítva. A jelentés felépítése a következő:
-
Szisztematikusan tekintse át a kortárs inline viszkozitásmérők technológiáját és működési elveit.
-
Végezzen mélyreható elemzést a mérési hibák különböző forrásairól és a pontatlanság kaszkádhatásairól.
-
Hasonlítsa össze a pontossági követelményeket a különböző ipari forgatókönyvek között, és értékelje az ebből eredő termelési előnyöket.
-
Fedezze fel az adatintegráció és az intelligens algoritmusok transzformatív potenciálját a monitorozás pontosságának javítása érdekében.
-
Részletes költség-haszon elemzés segítségével értékelje a nagy pontosságú berendezésekbe való befektetés technológiai-gazdasági indokoltságát.
3.0 Alapelvek: Az inline viszkozitásmérő technológia szisztematikus áttekintése
3.1 Az inline viszkozitásmérők osztályozása
Az inline viszkozitásmérők folyamatos, valós idejű méréseket biztosítanak egy folyamatáramon belül, ami jelentős előnyt jelent a lassú, szakaszos laboratóriumi teszteléssel szemben. Ezek a műszerek különböző fizikai elveken működnek, amelyek mindegyikének megvannak a maga előnyei és korlátai.
-
Rezgési viszkozitásmérők: Ezek az eszközök úgy működnek, hogy mérik a folyadék csillapító hatását egy rezgő elemre, például egy pengére vagy hangvillára. A folyadék viszkózus ellenállása korlátozza a rezgést, és ez az amplitúdóváltozás viszkozitásjellé alakul. Ennek a technológiának az egyik fő előnye a mozgó alkatrészek hiánya, ami egy rendkívül tartós, alacsony karbantartást igénylő kialakítást eredményez, amelyet nagyrészt nem befolyásolnak a külső tényezők, mint például az áramlási sebesség, a rezgések vagy a szennyeződésrészecskék.
-
Rotációs viszkozitásmérők: Ez egy széles körben elterjedt technológia, ahol egy orsót folyadékba merítenek, és állandó sebességgel forgatnak. A műszer méri a sebesség fenntartásához szükséges nyomatékot (forgatóerőt); ez a nyomaték egyenesen arányos a folyadék viszkozitásával. A rotációs viszkozitásmérők különböző nyomatékmérő rendszereket használhatnak. A forgócsapon és rugószerelvényen alapuló rugós rendszer nagy mérési pontosságot kínál, különösen alacsony viszkozitási tartományokban, de finomabb és korlátozott mérési tartománnyal rendelkezik. Ezzel szemben a szervorendszer precíziós szervomotort használ, és egyetlen műszerben a viszkozitások széles skáláját képes lefedni, nagyobb robusztusságot kínálva az alacsony viszkozitású folyadékok és a lassú sebességek esetében valamivel alacsonyabb pontosság rovására.
-
Hidrodinamikai viszkozitásmérők: Ez az elv a forgó rotor és egy statikus külső felület által alkotott ék alakú résen keresztül áramló folyadék által kiváltott nyomásváltozáson alapul. A rugóként működő külső felület elmozdulását egy induktív érzékelő méri, és ez arányos a folyadék viszkozitásával. Ez a kialakítás különösen robusztus zord körülmények között is, mivel mérési elve független a potenciális csapágysúrlódástól, és a folyamatfolyadék tulajdonságai nem befolyásolják könnyen.
3.2 Főbb teljesítménymutatók
Bármely inline viszkozitásmérő esetében a legfontosabb mutatók a pontosság és az ismételhetőség. A pontosság azt jelenti, hogy egy mérés mennyire közel áll a folyadék valódi viszkozitási értékéhez, míg az ismételhetőség az a képesség, hogy ugyanazon minta több, egymást követő vizsgálata során azonos körülmények között konzisztens eredményeket lehessen előállítani. Ez a két mutató elengedhetetlen a megbízható folyamatszabályozáshoz. Stabil és megismételhető jel nélkül a vezérlőrendszer nem tud magabiztos beállításokat végezni, pontosság nélkül pedig minden beállítás a folyadék valódi állapotának téves megértésén alapul.
3.3 1. táblázat: Viszkoziméteres technológia összehasonlító mátrix
Ez a táblázat tömör áttekintést nyújt a főbb inline viszkoziméter típusok közötti műszaki és működési kompromisszumokról, gyors döntéshozatali eszközként szolgálva a technológia kiválasztásához.
| Metrika | Rezgéses | Forgó | Hidrodinamikai |
| Működési elv | Rezgő elem csillapítását méri. | A nyomatékot méri az állandó forgási sebesség fenntartásához. | Egy forgó henger által létrehozott ék alakú résben méri a nyomásváltozást. |
| Főbb előnyök | Nincsenek mozgó alkatrészek, rendkívül tartós, kevés karbantartást igényel, érzéketlen az áramlásra és a részecskékre. | Sokoldalú, széles mérési tartománnyal; híg és sűrű folyadékok kezelésére is alkalmas. | A zord körülmények között is ellenálló, a mérés független a csapágy súrlódásától. |
| Fő hátrány(ok) | Nincs kifejezetten megadva, de bizonyos nagy viszkozitású alkalmazásokban korlátozások lehetnek. | A szervorendszerek pontossága alacsonyabb lehet alacsony viszkozitások és sebességek esetén. | Forgóelemet és precíz résgeometriát igényel, potenciálisan kopásra érzékeny. |
| Karbantartás | Általában karbantartásmentes, hosszú élettartammal.21 | Időszakos kalibrációs ellenőrzést igényel, különösen rugós rendszerek esetén; mechanikai kopásnak van kitéve. | Robusztus mechanikai alkatrészeket igényel; a hosszú távú kopás befolyásolhatja a pontosságot. |
| Nem newtoni folyadékokhoz való alkalmasság | A csillapító hatás összetett lehet; speciális modellekre van szükség. | Nem newtoni folyadékokat képes kezelni a nyírási sebesség változtatásával. | Úgy tervezhető, hogy különböző sebességeken mérjen a folyadék viselkedésének jellemzésére. |
| Érzékenység a környezeti tényezőkre | Érzéketlen a rezgésekre, az áramlási sebességre és a szennyeződésrészecskékre. | Érzékeny a turbulenciára és a nem megfelelő orsóválasztásra. | Nagy sebességek befolyásolhatják, ami turbulens áramlást és centrifugális erőket okozhat. |
| Példaalkalmazás | Hajókon a fűtőolaj égésének szabályozása. | Festékek, bevonatok és ragasztók gyártása. | Monitoring zord ipari folyamatokban abrazív folyadékokkal. |
4.0 Az ipari viszkozitásmérés hibáinak és pontosságának szisztematikus elemzése
Még a legfejlettebb inline viszkozitásmérők is hibás értékeket adhatnak, ha a különféle hibaforrásokat nem értik meg teljesen és nem mérséklik. Ezek a források nagyjából folyadékspecifikus problémákra, valamint műszeres vagy eljárási tényezőkre oszthatók. Ezeknek a problémáknak a kezelésének elmulasztása negatív üzleti következmények sorozatához vezethet.
4.1 A mérési pontatlanság és megismételhetetlenség forrásai
-
Folyadékspecifikus hibák: A folyadék inherens tulajdonságai és állapota jelentik a hiba elsődleges forrását. A viszkozitás rendkívül érzékeny a hőmérsékletre; már egy-két fokos eltolódás is jelentős változást okozhat a leolvasott értékben. A megfelelő hőmérséklet-kompenzáció hiánya egy teljes mérési adathalmazt használhatatlanná tehet. Számos ipari folyadék, például a fúróiszapok vagy a polimer oldatok, nem newtoniak, ami azt jelenti, hogy viszkozitásuk a nyírási sebességgel változik. Az egyetlen, meghatározatlan nyírási sebességgel működő viszkozitásmérő használata rendkívül félrevezető eredményekhez vezethet ezeknél a folyadékoknál. Továbbá a légbuborékok, részecskék vagy más technológiai folyadékok szennyeződése hibás és instabil leolvasásokat okozhat, ami különösen aggasztó a nem könnyen előkezelhető inline rendszerek esetében.
-
Műszeres és eljárási hibák: Maga a műszer és a használatát szabályozó protokollok egy másik kulcsfontosságú tényező. Minden viszkoziméter hajlamos az idő múlásával „eltolódásra” a mechanikai kopás és a környezeti hatások miatt, ami rendszeres, nyomon követhető kalibrálást tesz szükségessé standard folyadékokkal a pontosság biztosítása érdekében. Az érzékelő megválasztása és beállítása is kritikus fontosságú. Forgórendszerek esetén a rossz orsó vagy sebesség használata turbulens áramláshoz vezethet, ami torzítja a leolvasott értékeket, különösen alacsony viszkozitású folyadékok esetén. Hasonlóképpen, az érzékelő helytelen elhelyezése vagy bemerítése lerakódásokat okozhat, és pontatlan adatokhoz vezethet. Végül maga a zord üzemi környezet – beleértve a szivattyúk és nehézberendezések rezgéseit, valamint a szélsőséges nyomásokat és áramlási sebességeket – veszélyeztetheti bizonyos viszkoziméter-technológiák pontosságát és ismételhetőségét.
4.2 A pontatlanság valódi ára
A pontatlan viszkoziméter-leolvasás közvetlen és következményes negatív események láncolatát indítja el. Először is, a vezérlőrendszer hamis jelet kap, ami egy folyamatparaméter helytelen beállításához vezet, például túl sok hígítószer hozzáadásához a folyadékhoz vagy a szivattyúnyomás nem megfelelő beállításához. Ez a helytelen beavatkozás azonnali működési hibát eredményez, például nem specifikációnak megfelelő terméktételt, nem hatékony energiafogyasztást vagy túlzott berendezéskopást. Ez a működési hiba ezután végiggyűrűzik az egész vállalkozáson, szélesebb körű következményekkel járva, amelyek magukban foglalják az anyagpazarlásból eredő megnövekedett költségeket, a csökkent hozamot, a potenciális termékvisszahívásokat és akár a szabályozási meg nem felelésből adódó költségeket. A pontatlanság rejtett költségei jelentős üzleti kockázatot jelentenek, amely messze meghaladja egy pontosabb műszerbe való befektetés költségeit.
4.3 2. táblázat: Gyakori viszkoziméterhibák és azok enyhítésére szolgáló stratégiák
Ez a táblázat gyakorlati diagnosztikai és proaktív tervezési eszközként szolgál, amely a konkrét hibaforrásokat feltérképezi azok megfigyelhető hatásaival és az ajánlott enyhítési stratégiákkal.
| Hibaforrás kategória | Konkrét hiba | Megfigyelhető hatás | Ajánlott mérséklés |
| Folyadék | Hőmérsékleti instabilitás | Változó vagy ingadozó értékek. | Használjon integrált hőmérséklet-érzékelőket és kompenzációs algoritmusokat. |
| Folyadék | Nem newtoni viselkedés | Inkonzisztens leolvasások különböző nyírási sebességeknél. | Olyan viszkozitásmérőt válasszon, amely változó nyírási sebességgel működik. |
| Folyadék | Szennyeződés (légbuborékok, részecskék) | Instabil vagy megismételhetetlen eredmények. | Megfelelő mintakezelést kell alkalmazni, vagy olyan viszkozitásmérőt kell választani, amely érzéketlen a részecskékre. |
| Környezeti | Rezgés és növényzaj | Instabil vagy nem megismételhető értékek. | Válasszon egy robusztus technológiát, például egy vibrációs viszkozitásmérőt, amely érzéketlen ezekre a tényezőkre. |
| Környezeti | Áramlási sebesség és nyomás | Instabil mérési eredmények, turbulencia vagy hibás adatok. | Szereljen fel érzékelőket egy bypass vezetékbe, vagy válasszon olyan viszkozitásmérőt, amelyre nincs hatással az áramlási sebesség. |
| Instrumentális/Procedurális | Érzékelő eltolódása | Az értékek fokozatos változása az idő múlásával. | Vezessen be rutinszerű, nyomon követhető kalibrálási ütemtervet tanúsított referenciastandardok használatával. |
| Instrumentális/Procedurális | Nem megfelelő orsó-/sebességválasztás | Megbízhatatlan értékek (pl. 10% alatti nyomaték). | Válassza ki a megfelelő orsót és sebességet a stabil, turbulenciamentes leolvasás biztosítása érdekében. |
5.0 A pontosság átültetése termelési eredményekké: Esettanulmányok és ipari előnyök
A nagy pontosságú viszkozitásmérés előnyei nem elméletiek; közvetlenül kézzelfogható javulást eredményeznek az olaj- és gázértékláncban.
5.1 Alkalmazások az olaj- és gázipari értékláncban
-
Fúrófolyadékok: A fúróiszap viszkozitása kritikus fontosságú a hatékony és biztonságos fúrási műveletekhez. Ahogy azt egy Marcellus-pala projekt is bizonyította, a valós idejű viszkozitásmérő adatok azonnali módosításokat tudnak végezni a fúróiszap viszkozitásának tekintetében, biztosítva az optimális teljesítményt és a kútfurat stabilitását a változó kőzetformációkban. Ez a proaktív megközelítés megakadályozza a fúrási komplikációkat és növeli az általános hatékonyságot.
-
Csővezetékes szállítás: A nehéz nyersolaj kivételesen magas viszkozitása jelentős akadályt jelent a szállításban, ami melegítéssel vagy hígítással történő viszkozitáscsökkentést igényel. A folyamatos, pontos mérések biztosításával a beépített viszkozitásmérők valós idejű szabályozást tesznek lehetővé ezen folyamatok felett. Ez biztosítja, hogy a folyadék a csővezetékes szállításra vonatkozó szabályozási viszkozitási szabványokon belül maradjon, miközben minimalizálja a szivattyúzáshoz szükséges energiát és csökkenti a túlzott hígítóanyag-felhasználással járó költségeket.
-
Finomítás és végtermék-ellenőrzés: A viszkozitás kulcsfontosságú minőségi mérőszám a finomított termékek, például kenőanyagok és üzemanyagok esetében. Egy nagy európai olajfinomító például ezt használja.beépített viszkozitásmérőka maradék olaj viszkozitásának folyamatos figyelésére, adatokat szolgáltatva egy automatizált vezérlőkörnek, amely optimalizálja a porlasztást az égés előtt. Ez a folyamat biztosítja a teljes égést és csökkenti a káros lerakódásokat, meghosszabbítva a motor élettartamát és javítva az általános teljesítményt.
5.2 A precízió proaktív előnye
A hagyományos és a fejlett viszkozitásmérés közötti egyik fő különbség a reaktív szabályozásról a proaktív szabályozásra való áttérésben rejlik. Az alacsony pontosságú viszkozitásmérőkkel rendelkező vagy a késleltetett laboratóriumi eredményekre támaszkodó rendszerek reaktívan működnek; az alapértéktől való eltérést csak azután észlelik, hogy az már bekövetkezett. A kezelőnek vagy egy automatizált rendszernek ezután korrekciós intézkedést kell kezdeményeznie, ami a specifikációtól eltérő termelési időszakokat, anyagpazarlást és állásidőt eredményez. Ezzel szemben egy nagy pontosságú inline rendszer stabil, megbízható jelet ad valós időben. Ez lehetővé teszi az azonnali, pontos és automatizált beállításokat az alapértékek fenntartása érdekében, mielőtt jelentős eltérés történne. Ez a proaktív képesség minimalizálja a termék változékonyságát, csökkenti a hibákat, és maximalizálja az áteresztőképességet és a hozamot, amelyek mindegyike közvetlenül és pozitívan befolyásolja a végeredményt.
6.0 A következő határterület: Intelligens rendszerek és szenzorfúzió integrálása
A nagy pontosságú viszkozitásmérés valódi potenciálja akkor aknázható ki teljes mértékben, amikor az adatokat már nem elszigetelten kezelik, hanem egy nagyobb, intelligens folyamatfelügyeleti ökoszisztémába integrálják.
6.1 Az adatintegráció ereje
A nagy pontosságú viszkoziméterek stratégiai eszközökké válnak, amikor adataikat más kritikus folyamatváltozókkal, például hőmérséklettel, nyomással és áramlási sebességgel kombinálják. Ez az adatintegráció átfogóbb és pontosabb képet ad a rendszer teljes állapotáról. Például teljes tömegáram-mérés érhető el egy nagy pontosságú viszkoziméter és egy pozitív kiszorításos áramlásmérő kombinálásával, ami megbízhatóbb mérést biztosít az üzemanyag-fogyasztásról kilogrammban, nem pedig csak literben. Ez az integrált adat árnyaltabb és pontosabb paraméterbeállításokat tesz lehetővé.
6.2 Az intelligens algoritmusok felemelkedése
A fejlett analitika és a gépi tanulás (ML) átalakítja a viszkozitási adatok értelmezésének és felhasználásának módját. Az olyan ML-algoritmusok, mint a k-NN (k-legközelebbi szomszéd) és az SVM (támasztóvektor-gép), viszkozitásmérő adatokon taníthatók a viszkozitás figyelemre méltó pontosságú kiszámítására, egyetlen tanulmányban akár 98,9%-os pontosságot is elérve ismeretlen folyadékok esetén.
Az egyszerű számításokon túl a legjelentősebb előrelépés a prediktív karbantartásban és az anomáliadetektálásában rejlik érzékelőfúzió révén. Ez a megközelítés több forrásból – beleértve a viszkozitásmérőket, hőmérséklet-érzékelőket és rezgésmonitorokat – származó adatok kombinálását és mélytanulási modellekkel, például az SFTI-LVAE keretrendszerrel történő elemzését foglalja magában. Ez a modell egy folyamatos „egészségindexet” hoz létre egy rendszerhez, amely az adatok finom, többváltozós változásait a romlás korai jeleivel korrelálja. Egy kenőolajokkal kapcsolatos tanulmány kimutatta, hogy ez a módszer akár 6,47 órával korábban is képes figyelmeztetni a kenési hibákra, 96,67%-os észlelési pontossággal és nulla téves riasztással.
6.3 Az irányítástól az előrejelzésig
Az intelligens algoritmusok integrációja alapvető változást jelent a működési filozófiában. Egy hagyományos rendszer egy egyszerű vezérlőhurok, amely reagál a viszkozitásváltozásra. Egy mesterséges intelligencia által vezérelt rendszer azonban tágabb kontextusban elemzi a viszkozitásmérő adatait más érzékelő bemenetekkel együtt, azonosítva azokat a finom trendeket, amelyeket egy emberi kezelő vagy egy egyszerű algoritmus nem venne észre. Ez az átmenet egy automatizált, reaktív rendszerről egy prediktív, intelligens rendszerre lehetővé teszi az „autonóm karbantartást”. A kezelő szerepét a reaktív hibaelhárításról a stratégiai felügyeletre emeli, ami a rendszer állásidejének drámai csökkenéséhez, a karbantartási költségek csökkenéséhez és a drága berendezések hatékonyabb élettartamához vezet.
7.0 Technoökonómiai elemzés: Befektetés igazolása és megtérülési keretrendszer
7.1 Teljes tulajdonlási költség (TCO) elemzése
Egy nagy pontosságú inline viszkozitásmérő kezdeti befektetése körülbelül 1295 dollártól egy alapvető laboratóriumi egységért egészen a több mint 17 500 dollárig terjedhet egy professzionális minőségű inline rendszerért. Az alacsony belépési ár azonban nem feltétlenül jelent alacsony teljes birtoklási költséget (TCO). Egy átfogó TCO-elemzésnek figyelembe kell vennie a berendezés teljes életciklusát, beleértve a kezdeti beszerzési és telepítési költségeket, a folyamatos karbantartási követelményeket, a kalibrálási gyakoriságot és a folyamatleállás lehetséges költségeit. Az alacsony karbantartási igényű és hosszú távú stabilitásra tervezett rendszerek, például a mozgó alkatrészek nélküliek, alacsonyabb teljes birtoklási költséget (TCO) kínálhatnak üzemi élettartamuk alatt a magasabb kezdeti költségek ellenére.
7.2 A befektetés megtérülésének (ROI) számszerűsítése
A nagy pontosságú viszkozitásszabályozásba történő befektetés megtérülése kézzelfogható, számszerűsíthető megtakarítások kombinációján keresztül valósul meg.
-
Üzemanyag- és energiamegtakarítás: A flottaüzemeltetők valós esettanulmányai azt mutatják, hogy a motorolaj viszkozitásának optimalizálása az üzemanyagköltségek 1,5–2,5%-os csökkenéséhez vezethet. Ez a motoron belüli belső súrlódás csökkenésének köszönhető, ami kevesebb energiát igényel az olaj szivattyúzásához, és javítja az általános üzemanyag-fogyasztást. Ezek az elvek közvetlenül alkalmazhatók az ipari alkalmazásokban, például a csővezetékekben és a finomításban, ahol a nyersolaj viszkozitásának optimalizálása jelentősen csökkentheti a szivattyúzás energiafogyasztását.
-
Anyagmegtakarítás: A precíziós viszkozitásmérés minimalizálja a drága anyagok pazarlását. Például bevonatolási alkalmazásoknál a bevonóanyag akár 2%-os megtakarítása is rövid megtérülési időt eredményezhet a berendezés számára.
-
Munka- és karbantartási megtakarítás: Az automatizált viszkozitásszabályozó rendszerek jelentősen csökkenthetik a manuális tesztelés és a munkaigényes beállítások szükségességét. Az egyik esettanulmány egy olyan vállalatot vizsgált, amely egy hatfős javítócsapatot egyetlen személyre csökkentett azáltal, hogy automatizált rendszerrel stabilizálta a folyamatát. Ez felszabadítja a személyzetet más, nagyobb értékű feladatokra.
-
Hibacsökkentés és hozamnövelés: A viszkozitás szigorú szabályozása csökkenti a hibák és a specifikációtól eltérő termékek előfordulását, ami magasabb hozamot és az átdolgozásból vagy termékvisszahívásból eredő költségek csökkenését eredményezi.
7.3 3. táblázat: Költség-haszon elemzés: ROI modellezés
Ez a keretrendszer számszerűsíti a nagy pontosságú viszkozitás-monitorozásba való befektetés pénzügyi indokoltságát, egyértelmű modellt biztosítva a tőkeberuházási döntésekhez.
| Befektetési költségek (kezdeti és folyamatos) | Évesített működési megtakarítások | Pénzügyi mutatók |
| Berendezések költségei: 1295–17 500 dollár+ egységenként | Üzemanyag-/energiamegtakarítás: 1,5-2,5%-os csökkenés az optimalizált áramláshoz képest | Átlagos megtérülési idő: ~9 hónap |
| Telepítés: A helyszíni átalakítások költségesek lehetnek | Anyagmegtakarítás: 2%-os csökkenés a drága anyagok felhasználásában | Befektetési megtérülés (ROI): Magas, több megtakarítási forrásnak köszönhetően |
| Karbantartás/Kalibrálás: A gyakoriság a viszkoziméter típusától és használatától függ. | Munkamegtakarítás: Kevesebb manuális tesztelés és utómunkálatokra van szükség | Kockázatcsökkentés: A termékvisszahívások és a meg nem felelés kockázatának minimalizálása 26 |
| Állásidő költségei: Csökkennek a valós idejű vezérlésnek köszönhetően | Hozamnövelés: Csökkentett hibák és nem szabványos termékek |
Az inline viszkoziméterek pontossága nem jelentéktelen műszaki előírás, hanem az olaj- és gázipar működési és pénzügyi teljesítményének alapvető meghatározója. Az elemzés következetesen azt mutatja, hogy a nagy pontosságú rendszerek elengedhetetlenek a reaktív, korrekciós működési modellről a proaktív, valós idejű és végső soron prediktív modellre való áttéréshez. Ez az elmozdulás kézzelfogható, számszerűsíthető előnyökkel jár, beleértve a jelentős költségcsökkentést, a jobb termékminőséget és a fokozott folyamathatékonyságot. A viszkozitásmérés jövője a nagy pontosságú hardver és az intelligens szoftver konvergenciájában rejlik, lehetővé téve az adatvezérelt, autonóm folyamatszabályozás új korszakát.
Közzététel ideje: 2025. augusztus 28.







