

A industria moderna de fabricación de cosméticos caracterízase por formulacións complexas, que a miúdo conteñen fluídos non newtonianos. Os comportamentos reolóxicos inherentes destes materiais, como a dilución por cizallamento e a tixotropía, presentan desafíos significativos para as metodoloxías de produción tradicionais, o que leva a inconsistencias entre lotes, un elevado desperdicio de materias primas e ineficiencias operativas en procesos críticos como o bombeo e a mestura. Os métodos convencionais de control de calidade, que se basean en medicións de viscosidade reactivas fóra de liña, son fundamentalmente inadecuados para capturar o comportamento dinámico destes fluídos en condicións de produción.

I. Reoloxía e dinámica de fluídos na produción cosmética
A produción de cosméticos é un proceso complexo no que as propiedades físicas do fluído son primordiais. Unha comprensión profunda destas propiedades é un requisito previo para calquera debate significativo sobre a optimización de procesos. A dinámica de fluídos dos produtos cosméticos non se rexe por relacións simples, o que os fai fundamentalmente diferentes dos fluídos newtonianos como a auga.
1.1Viscosidade e reoloxía
A viscosidade é unha medida da resistencia dun fluído a unha tensión aplicada. Para os fluídos newtonianos simples, esta propiedade é constante e pódese caracterizar por un único valor. Non obstante, as formulacións cosméticas raramente son tan sinxelas. A maioría das locións, cremas e champús clasifícanse como fluídos non newtonianos, cuxa resistencia ao fluxo cambia coa cantidade de forza (cizallamento) aplicada.
A reoloxía é a disciplina máis completa e esencial para esta industria. É o estudo do fluxo e a deformación de líquidos, xeles e semisólidos. Un só dato é insuficiente para predicir o comportamento dun produto mentres se bombea, mestura e enche. As características reolóxicas dun produto inflúen directamente nos seus atributos sensoriais, na estabilidade a longo prazo no envase e no rendemento funcional. Por exemplo, a viscosidade dunha crema determina a súa estendibilidade sobre a pel e a consistencia dun champú afecta á cantidade que un consumidor dispensa da botella.
1.2Fluídos non newtonianos e os seus desafíos de fabricación
A complexidade da fabricación de cosméticos deriva dos diversos comportamentos reolóxicos dos fluídos implicados. Comprender estes comportamentos é fundamental para abordar os desafíos de produción subxacentes.
Pseudoplasticidade (adelgazamento por cizalladura):Esta é unha propiedade independente do tempo na que a viscosidade aparente dun fluído diminúe a medida que aumenta a velocidade de cizallamento. Moitas emulsións e locións cosméticas presentan este comportamento, que é desexable para produtos que deben ser espesos en repouso pero que se volven espallables ou fluidos ao aplicalos.
Tixotropía:Esta é unha propiedade de dilución por cizallamento dependente do tempo. Os fluídos tixotrópicos, como certos xeles e suspensións coloidais, vólvense menos viscosos cando se axitan ou se cizan co paso do tempo e tardan unha cantidade fixa de tempo en volver ao seu estado orixinal, máis viscoso, cando se elimina a tensión. Un exemplo clásico é a pintura antigoteo, que se diluye baixo o cizallamento dun pincel pero se espesa rapidamente nunha superficie vertical para evitar que se afunda. O iogur e algúns champús tamén demostran esta propiedade.
Fluídos de tensión de rendemento:Estes materiais compórtanse como un sólido en repouso e só comezan a fluír despois de que unha tensión de cizallamento aplicada supere un valor crítico, coñecido como punto de cedencia ou tensión de cedencia. O ketchup é un exemplo común. Nos cosméticos, os consumidores perciben os produtos cun punto de cedencia alto como produtos con "máis volume" e unha sensación de maior calidade.
1.3 O impacto directo na eficiencia dos procesos
O comportamento non lineal destes fluídos ten un efecto profundo e a miúdo prexudicial nas operacións de fabricación estándar.
1.3.1 Operacións de bombeo:
O rendemento das bombas centrífugas, que son omnipresentes na fabricación, vese afectado significativamente pola viscosidade do fluído. A altura e a saída volumétrica dunha bomba poden verse substancialmente "reducidas" ao bombear fluídos de alta viscosidade e non newtonianos. Os estudos mostran que un aumento no contido de sólidos nunha mestura pode levar a reducións da altura e da eficiencia de ata o 60 % e o 25 %, respectivamente, para mesturas concentradas. Esta redución non é estática; a alta taxa de cizallamento dentro da bomba pode alterar a viscosidade aparente do fluído, o que leva a un rendemento imprevisible da bomba e á falta dun fluxo constante. A alta resistencia dos líquidos viscosos tamén impón unha maior carga radial nos rolamentos e causa problemas cos selos mecánicos, o que aumenta o risco de fallo e mantemento dos equipos.
1.3.2 Mestura e axitación:
Nun tanque de mestura, a alta viscosidade dos fluídos cosméticos pode amortecer gravemente o fluxo procedente do impulsor de mestura, concentrando a acción de cizallamento e mestura nunha pequena rexión que rodea inmediatamente a á do impulsor. Isto leva a un desperdicio de enerxía substancial e impide que todo o lote alcance a homoxeneidade. Para os fluídos que diluyen o cizallamento, este efecto agravase, xa que o fluído lonxe do impulsor experimenta baixas taxas de cizallamento e permanece a unha alta viscosidade, creando "illas de mestura lenta" ou "pseudocavernas" que non se homoxenean correctamente. O resultado é unha distribución desigual dos compoñentes e un produto final inconsistente.
A abordaxe tradicional da medición manual e fóra de liña da viscosidade é fundamentalmente inadecuada para xestionar estas complexidades. A viscosidade dun fluído non newtoniano non é un único valor, senón que é función da velocidade de cizamento e, nalgúns casos, da duración do cizamento. As condicións nas que se mide unha mostra de laboratorio (por exemplo, nun vaso de precipitados a unha velocidade e temperatura do fuso específicas) non reflicten as condicións dinámicas de cizamento dentro dunha tubaxe ou dun tanque de mestura. En consecuencia, unha medición tomada a unha velocidade e temperatura de cizamento fixas probablemente sexa irrelevante para o comportamento do fluído durante un proceso dinámico. Cando un equipo de fabricación depende de comprobacións manuais a intervalos de dúas horas, non só son demasiado lentos para reaccionar ás flutuacións do proceso en tempo real, senón que tamén basean as súas decisións nun valor que pode non representar con precisión o estado do fluído en proceso. Esta dependencia de datos reactivos defectuosos crea un bucle causal de control deficiente e alta variabilidade operativa, que é imposible de romper sen unha nova abordaxe proactiva.

Mestura e mestura de cosméticos
II. Selección de sensores e implementación de hardware en entornos difíciles
Ir máis alá dos métodos manuais require a selección de viscosímetros en liña robustos e fiables capaces de proporcionar datos continuos e en tempo real desde o interior do proceso.
2.1Viscometría en liña
Viscosímetros en liña, xa sexan instalados directamente na liña de proceso (en liña) ou nun bucle de derivación, proporcionan medicións de viscosidade en tempo real as 24 horas do día, os 7 días da semana, o que permite unha monitorización e un control constantes do proceso. Isto contrasta fortemente cos métodos de laboratorio fóra de liña, que son inherentemente reactivos e só poden proporcionar unha instantánea do estado do proceso a intervalos discretos. A capacidade de obter datos fiables e continuos da liña de produción é un requisito previo para implementar un sistema de control automatizado de bucle pechado.
2.2 Requisitos esenciais do viscosímetro
A escolla do viscosímetro para a fabricación de cosméticos debe guiarse polas restricións ambientais e operativas únicas da industria.
Restricións ambientais e de durabilidade:
Alta temperatura e presión:As formulacións cosméticas adoitan requirir quecemento a unha temperatura específica para garantir unha mestura e emulsificación axeitadas. O sensor seleccionado debe ser capaz de funcionar de forma fiable a temperaturas de ata 300 °C e presións de ata 500 bar.
Resistencia á corrosión:Moitos ingredientes cosméticos, incluídos os surfactantes e varios aditivos, poden ser corrosivos co paso do tempo. As partes humedecidas do sensor deben estar construídas con materiais moi duradeiros e resistentes á corrosión. O aceiro inoxidable 316L é unha opción estándar pola súa resistencia nestes ambientes.
Inmunidade á vibración:Os entornos de fabricación son mecanicamente ruidosos, con bombas, axitadores e outras máquinas que producen vibracións ambientais significativas. O principio de medición dun sensor debe ser inherentemente inmune a estas vibracións para garantir a integridade dos datos.
2.3 Análise das tecnoloxías de viscosímetros para a integración de procesos
Para unha integración en liña robusta, certas tecnoloxías son máis axeitadas que outras.
Viscosímetros vibratorios/resonantesEsta tecnoloxía funciona medindo o efecto de amortiguación do fluído sobre un elemento vibrante, como unha forquita ou un resonador, para determinar a viscosidade. Este principio ofrece varias vantaxes clave para aplicacións cosméticas. Estes sensores non teñen pezas móbiles, o que minimiza a necesidade de mantemento e reduce os custos operativos globais. Un deseño ben deseñado, como un resonador coaxial equilibrado, cancela activamente os pares de reacción e, polo tanto, é completamente insensible ás condicións de montaxe e ás vibracións externas. Esta inmunidade ao ruído ambiental garante unha medición estable, repetible e reproducible, mesmo en fluxo turbulento ou en condicións de alto cizallamento. Estes sensores tamén poden medir a viscosidade nun rango extremadamente amplo, desde fluídos de viscosidade moi baixa ata moi alta, o que os fai moi versátiles para unha carteira de produtos diversa.
Tecnoloxías rotacionais e outras:Aínda que os viscosímetros rotacionais son moi eficaces nun entorno de laboratorio para xerar curvas de fluxo completo, a súa complexidade e a presenza de pezas móbiles poden dificultar o seu mantemento nunha aplicación industrial en liña. Outros tipos, como os de elemento descendente ou os capilares, poden ser axeitados para aplicacións específicas, pero a miúdo teñen limitacións á hora de medir fluídos non newtonianos ou son susceptibles ás flutuacións de temperatura e fluxo.
A fiabilidade dun sistema de control automatizado é directamente proporcional á fiabilidade da entrada do seu sensor. Polo tanto, a estabilidade a longo prazo e os requisitos mínimos de calibración do viscosímetro non son só características de comodidade; son requisitos fundamentais para un sistema de control viable e de baixo mantemento. O custo dun sensor debe considerarse non só como o gasto de capital inicial, senón como o seu custo total de propiedade (TCO), que inclúe a man de obra e o tempo de inactividade asociados ao mantemento e á calibración. Datos de instrumentos comoviscosímetros capilaresdemostran que, cunha manipulación e limpeza axeitadas, a súa calibración pode permanecer estable durante unha década ou máis, o que demostra que a estabilidade a longo prazo é un atributo alcanzable e fundamental da instrumentación de procesos. Un sensor que poida manter a súa calibración durante períodos prolongados reduce significativamente o risco do proxecto de automatización ao eliminar unha fonte importante de posible variación do proceso e permitir que o sistema funcione de forma autónoma cunha mínima intervención humana.
| Tecnoloxía | Principio de funcionamento | Idoneidade para fluídos non newtonianos | Capacidade de alta temperatura/presión | Resistencia á corrosión | Inmunidade ás vibracións | Mantemento/Calibración |
| Vibracional/ Resonante | Mide a amortiguación de fluídos nun elemento vibrante (forquita, resonador). | Excelente (alto cizallamento, lectura reproducible). | Alta (ata 300 °C, 500 bar). | Excelente (todas as pezas húmidas de aceiro inoxidable 316L). | Excelente (deseño de resonador equilibrado). | Baixo (sen pezas móbiles, mínima ensuciamento). |
| Rotacional | Mide o torque necesario para xirar un eixo no fluído. | Excelente (proporciona unha curva de fluxo completa nun ambiente de laboratorio). | Moderado a alto (varía segundo o modelo). | Bo (require materiais específicos para o eixo). | Mala (moi sensible ás vibracións externas). | Alto (limpeza frecuente, pezas móbiles). |
| Presión capilar/diferencial | Mide a caída de presión a través dun tubo fixo a un caudal constante. | Limitada (produce unha única viscosidade newtoniana media). | Moderada a alta (require estabilidade de temperatura). | Bo (depende do material do capilar). | Moderado (dependente do fluxo, require un fluxo estable). | Alto (require limpeza, susceptible a obstrucións). |
| Elemento en caída | Mide o tempo que tarda un elemento en caer a través do fluído. | Limitada (produce unha única viscosidade newtoniana media). | Moderado a alto (dependendo dos materiais). | Bo (depende do material do elemento). | Moderado (susceptible ás vibracións). | Moderado (pezas móbiles, require recalibración). |
2.4 Colocación óptima do sensor para obter datos precisos
A colocación física do viscosímetro é tan fundamental como a propia tecnoloxía. Unha colocación axeitada garante que os datos recollidos sexan representativos do estado do proceso. As mellores prácticas esixen que o sensor se coloque nun lugar onde o fluído sexa homoxéneo e onde o elemento sensor estea completamente mergullado en todo momento. Débense evitar os puntos altos da tubaxe onde se poden acumular burbullas de aire, xa que o aire arrastrado pode interromper as medicións, especialmente paraviscosímetros vibratoriosDo mesmo xeito, débese evitar a instalación en "zonas de estancamento" onde o fluído non está en movemento constante para evitar que se formen depósitos de material no sensor. Unha boa estratexia é colocar o sensor nunha sección da tubaxe onde o fluxo sexa estable e consistente, como unha tubaxe vertical ou unha zona cun caudal consistente, para proporcionar os datos máis fiables para o sistema de control.
III.Integración sen fisuras de PLC/DCS a través de RS485
O despregamento exitoso dunviscosímetro en liñabaséase na súa integración sen fisuras na infraestrutura de control da planta existente. A escolla do protocolo de comunicación e da capa física é unha decisión estratéxica que equilibra a fiabilidade, o custo e a compatibilidade cos sistemas herdados.
3.1 Visión xeral da arquitectura do sistema
A arquitectura de control industrial estándar para esta aplicación é unha relación mestre-escravo. O PLC ou DCS central da planta actúa como "mestre", iniciando a comunicación co viscosímetro, que funciona como dispositivo "escravo". O dispositivo escravo permanece "silencioso" ata que o mestre o consulta, momento no que responde cos datos solicitados. Este modelo de comunicación un a moitos evita as colisións de datos e simplifica a xestión da rede.
3.2 A interface de comunicación RS485
A interface de comunicación RS485 é un estándar robusto e amplamente adoptado para a automatización industrial, especialmente para aplicacións que requiren comunicación multipunto a longa distancia.
Méritos técnicos:
Longa distancia e multicaídaO RS485 admite a transmisión de datos a distancias de ata 2000 metros, o que o fai ideal para instalacións industriais extensas. Un só bus pode conectar ata 30 dispositivos, un número que se pode ampliar ata as 24 horas do día, os 7 días da semana, co uso de repetidores, o que reduce significativamente o custo e a complexidade da infraestrutura de cableado.
Inmunidade ao ruído:O RS485 emprega unha sinalización diferencial equilibrada sobre un cable de par trenzado. Este deseño proporciona unha inmunidade excepcional ás interferencias electromagnéticas (EMI) e a outros ruídos eléctricos, que son un problema común nun ambiente de planta con motores e accionamentos grandes.


3.3 Reducindo a brecha entre PLC e DCS
O RS485 non é simplemente unha preferencia técnica; é unha decisión empresarial estratéxica que reduce significativamente a barreira de entrada para a automatización de procesos. A súa capacidade para percorrer longas distancias e resistir o ruído convérteo nunha opción ideal para entornos industriais onde estes factores son máis importantes que a velocidade de comunicación bruta.
IV. Derivación teórica do control adaptativo baseado en modelos
Esta sección proporciona a base intelectual rigorosa para unha estratexia de control capaz de manexar a dinámica complexa e non lineal dos fluídos cosméticos.
4.1 A necesidade dun control avanzado
Os controladores tradicionais de proporcional-integral-derivativo (PID) baséanse en modelos lineais dun proceso e non están ben equipados para manexar os comportamentos non lineais, dependentes do tempo e de propiedades variables dos fluídos non newtonianos. Un controlador PID é reactivo; agarda a que se produza unha desviación do punto de consigna antes de comezar a tomar medidas correctivas. Para un proceso con dinámicas de resposta longas, como un tanque de mestura grande ou un espesador, isto pode levar a unha corrección de erros lenta, oscilacións ou superación da viscosidade obxectivo. Ademais, as perturbacións externas, como as flutuacións de temperatura ou as variacións na composición da materia prima entrante, farían necesario un reajuste manual constante do controlador PID, o que levaría á inestabilidade e á ineficiencia do proceso.
4.2 Modelización reolóxica para o control
A base dunha estratexia de control exitosa para fluídos non newtonianos é un modelo matemático preciso e preditivo do seu comportamento.
4.2.1 Modelado constitutivo (principios básicos):
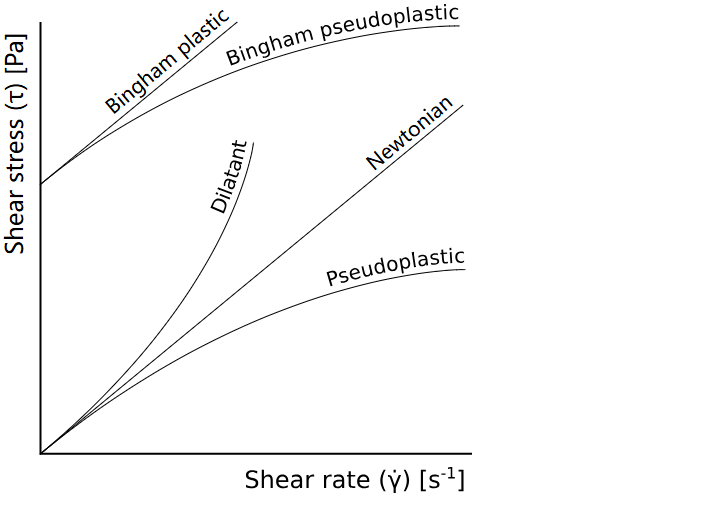
O modelo de Herschel-Bulkley é unha potente ecuación constitutiva que se emprega para describir o comportamento reolóxico dos fluídos que presentan tanto tensión de cedencia como características de adelgazamento ou espesamento por cizallamento. O modelo relaciona a tensión de cizallamento (τ) coa taxa de cizallamento (γ˙) empregando tres parámetros clave:
τ=τγ+K(γ˙)n
τγ (tensión elástica): a tensión de corte mínima que debe superarse para que o fluído comece a fluír.
K (Índice de consistencia): Un parámetro análogo á viscosidade, que representa a resistencia do fluído ao fluxo.
n (Índice de comportamento de fluxo): un parámetro crucial que define o comportamento do fluído: n<1 para a dilución por cizallamento (pseudoplásico), n>1 para o espesamento por cizallamento (dilatador) e n=1 para un plástico de Bingham.
Este modelo proporciona un marco matemático para que un controlador poida predicir como cambiará a viscosidade aparente dun fluído baixo diferentes taxas de cizallamento dentro do proceso, desde unha rexión de mestura de baixo cizallamento ata o ambiente de alto cizallamento dunha bomba.
4.2.2 Modelado baseado en datos:
Ademais dos modelos de primeiros principios, pódese empregar unha abordaxe baseada en datos para construír un modelo de proceso que aprenda dos datos en tempo real proporcionados polo viscosímetro en liña. Isto é especialmente útil para formulacións complexas onde é difícil derivar un modelo preciso de primeiros principios. Un modelo baseado en datos pode axustar e optimizar de forma adaptativa os parámetros do sensor en tempo real para ter en conta factores externos como cambios na composición do aceite ou flutuacións de temperatura. Demostrouse que esta abordaxe controla con éxito o erro absoluto medio das medicións de viscosidade dentro dun rango estreito, o que demostra un excelente rendemento e fiabilidade.
4.3 Derivación da lei de control adaptativo
O núcleo dun sistema de control adaptativo baseado en modelos é a súa capacidade de aprender e adaptarse continuamente ás condicións cambiantes do proceso. O controlador non depende de parámetros fixos, senón que actualiza dinamicamente o seu modelo interno do proceso.
Principio fundamental:Un controlador adaptativo estima ou actualiza continuamente os parámetros do seu modelo interno en tempo real en función dos datos dos sensores entrantes. Isto permite que o controlador "aprenda" e compense as variacións do proceso causadas por cambios nas materias primas, desgaste dos equipos ou cambios ambientais.
Formulación da lei de control:
Estimación dos parámetros do modelo: Un estimador de parámetros, a miúdo baseado nun algoritmo recursivo de mínimos cadrados (RLS) cun factor de esquecemento adaptativo, usa os datos do sensor en tempo real (viscosidade, temperatura, taxa de cizallamento) para axustar continuamente os parámetros do modelo, como os valores K e n do modelo Herschel-Bulkley. Este é o compoñente "adaptativo".
Algoritmo de control preditivo:O modelo de proceso actualizado úsase entón para predicir o comportamento futuro do fluído. Un algoritmo de control preditivo de modelo (MPC) é unha estratexia ideal para esta aplicación. O MPC pode xestionar múltiples variables manipuladas (por exemplo, a taxa de adición de espesante e a velocidade da bomba) simultaneamente para controlar múltiples variables de saída (por exemplo, a viscosidade e a temperatura). A natureza preditiva do MPC permítelle calcular os axustes precisos necesarios para manter o proceso no camiño correcto, mesmo con longos atrasos de tempo, garantindo que o fluído permaneza dentro da súa "xanela" reolóxica óptima en todo momento.
A transición dun control de retroalimentación simple a un control adaptativo baseado en modelos representa un cambio fundamental dunha xestión de procesos reactiva a unha proactiva. Un controlador PID tradicional é inherentemente reactivo, agardando a que se produza un erro antes de actuar. Para un proceso con atrasos significativos, esta reacción adoita ser demasiado tardía, o que leva a sobreoscilacións e oscilacións. Un controlador adaptativo, ao aprender continuamente o modelo do proceso, pode predicir como un cambio augas arriba, como unha variación na composición dunha materia prima, afectará á viscosidade do produto final antes de que a desviación sexa significativa. Isto permite que o sistema realice axustes proactivos e calculados, garantindo que o produto se manteña segundo as especificacións e minimizando o desperdicio e a variabilidade. Este é o principal impulsor das reducións masivas na variabilidade dos lotes e no desperdicio de materiais documentadas en implementacións exitosas.
V. Implementación práctica, validación e estratexias operativas
A fase final dun proxecto é o despregamento exitoso e a xestión a longo prazo do sistema integrado. Isto require unha planificación meticulosa e o cumprimento das mellores prácticas operativas.
5.1 Boas prácticas de implementación
A integración da viscometría en liña e o control adaptativo é unha tarefa complexa que se lle debe confiar a integradores de sistemas experimentados. Un deseño front-end ben definido é fundamental, xa que ata o 80 % dos problemas do proxecto remóntanse a esta fase. Ao modernizar sistemas de control herdados, un integrador cualificado pode proporcionar a experiencia necesaria para pechar as lagoas de comunicación e garantir unha migración sen problemas. Ademais, a colocación axeitada do sensor é primordial. O viscosímetro debe instalarse nun lugar libre de burbullas de aire, zonas de estancamento e partículas grandes que poidan interferir coas medicións.
5.2 Validación e conciliación de datos
Para que un sistema de control sexa fiable, os datos nos que se basea deben ser validados e reconciliados. Os sensores industriais en contornas hostiles son susceptibles ao ruído, á deriva e aos erros. Un bucle de control que confía cegamente nos datos brutos dos sensores é fráxil e propenso a cometer erros custosos.
Validación de datos:Este proceso implica o tratamento dos datos brutos dos sensores para garantir que os valores sexan significativos e estean dentro do rango esperado. Algúns métodos sinxelos inclúen filtrar os valores atípicos e facer a media de varias medicións durante un período de tempo definido para reducir o ruído.
Detección de erros graves:As probas estatísticas, como a proba de chi ao cadrado, pódense empregar para detectar erros significativos ou fallos de sensores comparando o valor da función obxectivo cun valor crítico.
Conciliación de datos:Trátase dunha técnica máis avanzada que emprega datos de sensores e modelos de procesos redundantes (por exemplo, conservación de masa) para producir un único conxunto de datos validado estatisticamente. Este proceso aumenta a confianza no sistema e proporciona unha capa de resiliencia autoconsciente ante anomalías e fallos menores dos sensores.
A implementación dunha capa de validación de datos non é unha característica opcional; é un compoñente intelectual necesario que fai que todo o sistema de control sexa robusto e fiable ante as inconsistencias do mundo real. Esta capa transforma o sistema dunha simple ferramenta de automatización nunha entidade verdadeiramente intelixente e automonitorizada que pode manter a calidade do produto sen supervisión humana constante.
5.3 Mantemento e sustentabilidade a longo prazo
O éxito a longo prazo dun sistema de viscometría en liña depende dunha estratexia de mantemento ben definida.
Mantemento do sensor: o uso de deseños de viscosímetros robustos sen pezas móbiles e con materiais resistentes á corrosión, como o aceiro inoxidable 316L, pode mitigar significativamente os desafíos da ensuciación e simplificar as rutinas de mantemento.
Calibración e validación do sistema:A calibración regular é esencial para garantir a precisión a longo prazo do viscosímetro. Para aplicacións de alta precisión, a calibración con estándares de viscosidade certificados debe realizarse de forma programada, pero a frecuencia pódese reducir para aplicacións menos críticas. Como demostran os estudos de estabilidade a longo prazo, algúns tipos de viscosímetros, como os viscosímetros capilares de vidro ou vibratorios, poden manter a súa calibración durante anos, o que reduce significativamente a frecuencia de eventos de calibración custosos.
AUnha solución viable pode ofrecer beneficios tanxibles: unha redución significativa da variabilidade entre lotes e do desperdicio de materiais, e un camiño cara a unha fabricación totalmente autónoma e intelixente.Start your optempoizatiónby estafatácticat Lonnmeter.
Data de publicación: 09-09-2025







