

I. Introduction à l'absorbeur de désulfuration
La fonction principale de l'absorbeur de désulfuration est de faire circuler et de pulvériser la suspension composée de calcaire et de gypse via la pompe de circulation et les canalisations de pulvérisation afin d'absorber le dioxyde de soufre contenu dans les gaz de combustion entrant dans l'absorbeur. Le dioxyde de soufre absorbé par la suspension réagit avec le calcaire et l'oxygène insufflé dans l'absorbeur pour produire du sulfate de calcium dihydraté (gypse). Le gypse ainsi formé est ensuite évacué vers le système de déshydratation par la pompe de refoulement du gypse.
II. Trois zones fonctionnelles de l'absorbeur de désulfuration
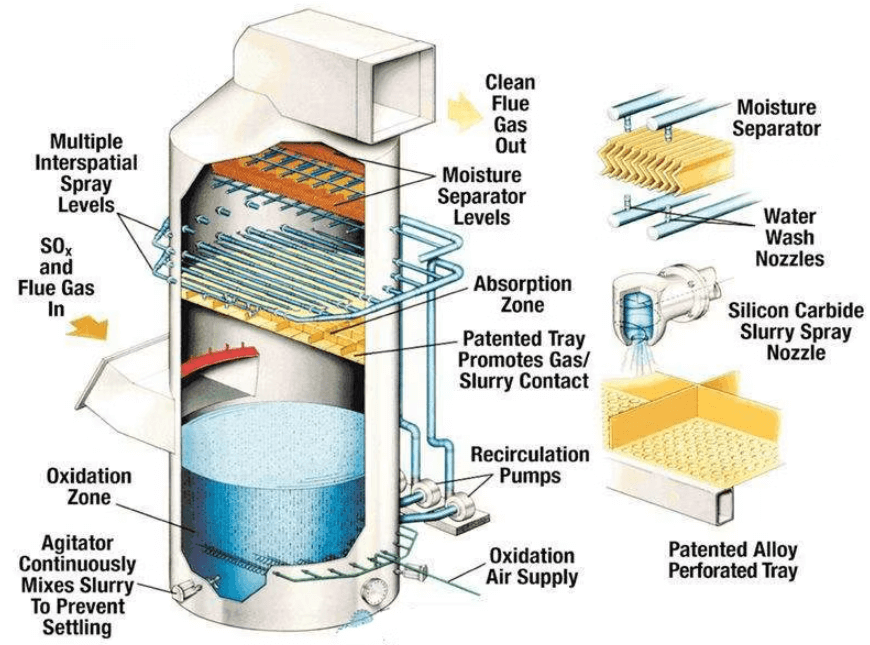
L'absorbeur peut être divisé en trois zones fonctionnelles de haut en bas : cristallisation par oxydation, absorption et zone de désembuage.
(1) La zone de cristallisation par oxydation fait référence au bassin de boue de l'absorbeur, et sa fonction principale est de dissoudre le calcaire et d'oxyder le sulfite de calcium.
(2) La zone d'absorption comprend l'entrée de l'absorbeur, le bac et plusieurs couches de pulvérisation. Chaque couche de pulvérisation est équipée de nombreuses buses à cône creux ; la fonction principale de l'absorbeur est l'absorption des polluants acides et des cendres volantes présents dans les gaz de combustion.
(3) La zone de désembuage comporte des désembueurs à deux étages situés au-dessus de la couche de pulvérisation. Sa fonction principale est de séparer les gouttelettes présentes dans les gaz de combustion, réduisant ainsi l'impact sur les équipements en aval et la dose d'absorbant.
La zone d'absorption de l'absorbeur correspond à l'espace situé entre l'axe de son entrée et le niveau le plus élevé de la couche de pulvérisation. La suspension pulvérisée entraîne les gaz de combustion soufrés dans cette zone. Une hauteur suffisante de la zone d'absorption garantit un taux de désulfuration plus élevé. Plus la hauteur est importante, plus le débit requis de la pompe de circulation est faible, pour un même taux de désulfuration.
La zone de pulvérisation de l'absorbeur est définie comme suit :
(1) Tour de pulvérisation : 1,5 m sous la buse la plus basse jusqu'à la zone de sortie de la buse la plus haute.
(2) Tour à colonne de liquide : de la sortie de la buse la plus basse à 0,5 m au-dessus de la colonne de liquide la plus haute lorsque toutes les pompes de circulation de boue sont en marche.
L'absorbeur est l'élément central du système de désulfuration des gaz de combustion. Il nécessite une grande surface de contact gaz-liquide, une bonne absorption des gaz et une faible perte de charge. Il convient au traitement de gaz de combustion de grande capacité. Les principales étapes du procédé suivantes sont réalisées dans cet appareil :
① Absorption des gaz nocifs dans la boue de lavage ;
② Séparation des gaz de combustion et des boues de lavage ;
③ Neutralisation de la boue ;
④ Oxydation des produits de neutralisation intermédiaires en gypse ;
⑤ Cristallisation du gypse.
III. Composition de l'absorbeur
L'absorbeur se compose généralement d'un cylindre, d'une entrée et d'une sortie de gaz de combustion. L'entrée et la sortie des gaz de combustion sont généralement situées au centre et en haut de l'absorbeur. Le cylindre de l'absorbeur comprend trois zones fonctionnelles : un bassin de décantation, une zone de pulvérisation et une zone de désembuage. Le bassin de décantation se trouve généralement en bas de l'entrée de l'absorbeur, tandis que la zone de pulvérisation et le désembueur sont situés entre l'entrée et la sortie des gaz de combustion. La sortie des gaz de combustion peut être une sortie directe par le haut ou une sortie latérale horizontale.
La zone de pulvérisation classique comprend des couches de pulvérisation, des buses et d'autres dispositifs. Selon le procédé de désulfuration, la zone de pulvérisation de certains absorbeurs est également équipée de plateaux, de tubes Venturi et d'autres dispositifs.
IV. Exigences de conception pour l'absorbeur
(1) Le rapport calcium-soufre ne doit pas être supérieur à 1,05.
(2) Lors de l'utilisation d'un désembueur intégré à la tour, la vitesse des gaz de combustion de l'absorbeur dans les conditions nominales ne doit pas dépasser 3,8 m/s, ce qui peut être contrôlé par un Corihuilesffaiblerencontréer.
(3) Une structure intégrée du bassin de boue et du corps de la tour est préférée.
(4) Le temps de séjour de la circulation de la suspension ne doit pas être inférieur à 4 min et celui de la colonne de liquide ne doit pas être inférieur à 2,5 min.
(5) Un anneau de retenue d'eau et un couvercle anti-pluie doivent être installés à l'intersection du conduit d'entrée de l'absorbeur et de la paroi verticale de l'absorbeur.
(6) La cheminée d'entrée de la tour de pulvérisation vide doit être disposée en angle descendant. En cas de disposition horizontale, il convient de s'assurer que le point le plus bas de la cheminée, au niveau du premier coude adjacent à l'entrée de l'absorbeur, se situe entre 1,5 et 2 m au-dessus du niveau normal de liquide du bassin de suspension de l'absorbeur. La cheminée d'entrée de la tour à colonne de liquide peut être disposée horizontalement ou verticalement.
(7) La distance entre les couches de pulvérisation adjacentes de la tour de pulvérisation vide ne doit pas être inférieure à 1,8 m.
(8) La couche de pulvérisation supérieure de la tour de pulvérisation vide ne doit pulvériser que vers le bas, et la distance nette de la couche inférieure du dévésiculeur ne doit pas être inférieure à 2 m.
(9) Pour les tours de pulvérisation équipées de plateaux poreux et de tabulateurs, les plateaux poreux et les lames des tabulateurs doivent être fabriqués en matériaux d'alliage anticorrosion.
(10) Lorsque le dispositif de chauffage et d'échange de chaleur des gaz d'échappement n'est pas installé, le choix des paramètres de conception tels que le débit de la tour vide, le rapport liquide-gaz et la teneur en solides de la suspension de l'absorbeur doit tenir compte des exigences d'efficacité de désulfuration et de l'influence de facteurs tels que la réduction de la quantité de gouttelettes de gaz de combustion nettes transportées.
(11) La conception de l'absorbeur doit être adaptée à la plage de charge nominale de la chaudière et à la teneur en soufre du charbon. Un absorbeur intelligentnon nucléairemesure de densité de la bouerdepuisLonnmètreIl est recommandé de surveiller la densité du calcaire et du gypse à la sortie afin de garantir un taux de désulfuration suffisant.
Date de publication : 5 février 2025



