

Nykyaikaiselle kosmetiikkateollisuudelle on ominaista monimutkaiset koostumukset, jotka usein sisältävät ei-newtonilaisia nesteitä. Näiden materiaalien luontaiset reologiset ominaisuudet, kuten leikkausoheneminen ja tiksotropia, asettavat merkittäviä haasteita perinteisille tuotantomenetelmille, mikä johtaa erien väliseen epäjohdonmukaisuuteen, suureen raaka-ainehävikkiin ja toiminnan tehottomuuteen kriittisissä prosesseissa, kuten pumppauksessa ja sekoittamisessa. Perinteiset laadunvalvontamenetelmät, jotka perustuvat reaktiivisiin, offline-viskositeettimittauksiin, ovat pohjimmiltaan riittämättömiä näiden nesteiden dynaamisen käyttäytymisen kuvaamiseen tuotanto-olosuhteissa.

I. Reologia ja nestedynamiikka kosmetiikkatuotannossa
Kosmetiikan tuotanto on vivahteikas prosessi, jossa nesteen fysikaaliset ominaisuudet ovat ensiarvoisen tärkeitä. Näiden ominaisuuksien syvällinen ymmärtäminen on edellytys kaikelle mielekkäälle keskustelulle prosessien optimoinnista. Kosmeettisten tuotteiden nestedynamiikkaa eivät hallitse yksinkertaiset suhteet, minkä vuoksi ne eroavat perustavanlaatuisesti Newtonin nesteistä, kuten vedestä.
1.1Viskositeetti ja reologia
Viskositeetti on mitta nesteen vastustuskyvystä kohdistettua rasitusta vastaan. Yksinkertaisilla newtonilaisilla nesteillä tämä ominaisuus on vakio ja sille voidaan antaa yksi arvo. Kosmeettisten valmisteiden koostumukset ovat kuitenkin harvoin näin yksinkertaisia. Useimmat voiteet, kermat ja shampoot luokitellaan ei-newtonilaisiksi nesteiksi, joiden virtausvastus muuttuu kohdistetun voiman (leikkausvoiman) määrän mukaan.
Reologia on tämän teollisuudenalan kattavampi ja olennaisempi tieteenala. Se tutkii nesteiden, geelien ja puolikiinteiden aineiden virtausta ja muodonmuutosta. Yksi datapiste ei riitä ennustamaan tuotteen käyttäytymistä pumpattaessa, sekoitettaessa ja täytettäessä. Tuotteen reologiset ominaisuudet vaikuttavat suoraan sen aistinvaraisiin ominaisuuksiin, pitkäaikaiseen säilyvyyteen pakkauksessa ja toiminnalliseen suorituskykyyn. Esimerkiksi voiteen viskositeetti sanelee sen levittyvyyden iholle, ja shampoon koostumus vaikuttaa kuluttajan pullosta annosteleman aineen määrään.
1.2Ei-newtonilaiset nesteet ja niiden valmistuksen haasteet
Kosmetiikkavalmistuksen monimutkaisuus johtuu käytettyjen nesteiden vaihtelevista reologisista käyttäytymismalleista. Näiden käyttäytymismallien ymmärtäminen on avainasemassa taustalla olevien tuotantohaasteiden ratkaisemisessa.
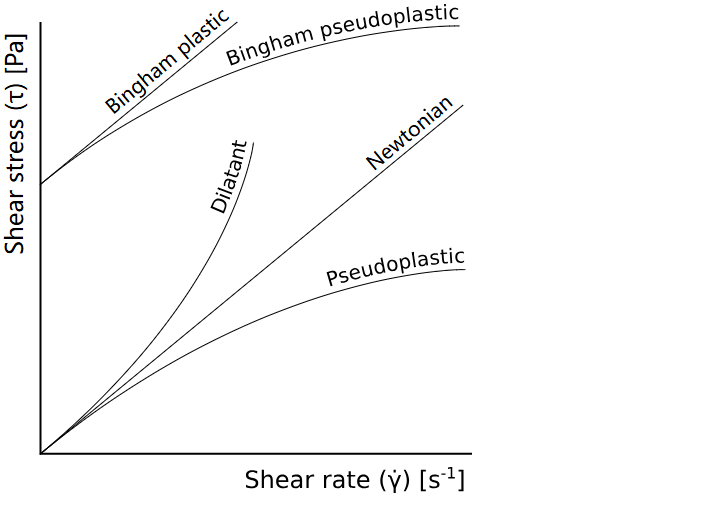
Pseudoplastisuus (leikkausohennus):Tämä on ajasta riippumaton ominaisuus, jossa nesteen näennäinen viskositeetti pienenee leikkausnopeuden kasvaessa. Monet kosmeettiset emulsiot ja voiteet osoittavat tätä käyttäytymistä, mikä on toivottavaa tuotteille, joiden on oltava paksuja lepotilassa, mutta levitettävä tai juoksevia levitettäessä.
Tiksotropia:Tämä on ajasta riippuva leikkausjännitysten aiheuttama ohenemisominaisuus. Tiksotrooppiset nesteet, kuten tietyt geelit ja kolloidiset suspensiot, muuttuvat vähemmän viskooseiksi, kun niitä ravistellaan tai leikataan ajan myötä, ja niiden palautuminen alkuperäiseen, viskoosimpaan tilaansa kestää tietyn ajan, kun jännitys poistetaan. Klassinen esimerkki on valumaton maali, joka ohenee siveltimen leikkausjännityksen vaikutuksesta, mutta paksuuntuu nopeasti pystysuoralla pinnalla estäen valumisen. Myös jogurtti ja jotkut shampoot osoittavat tätä ominaisuutta.
Myötöjännitysnesteet:Nämä materiaalit käyttäytyvät levossa kiinteän aineen tavoin ja alkavat virrata vasta, kun leikkausjännitys ylittää kriittisen arvon, joka tunnetaan myötörajana tai myötörajana. Ketsuppi on yleinen esimerkki. Kosmetiikkatuotteissa kuluttajat kokevat korkean myötörajan omaavat tuotteet "tilavammiksi" ja laadukkaammiksi.
1.3 Suora vaikutus prosessien tehokkuuteen
Näiden nesteiden epälineaarinen käyttäytyminen vaikuttaa syvällisesti ja usein haitallisesti tavanomaisiin valmistustoimintoihin.
1.3.1 Pumppaustoiminnot:
Keskipakopumppujen, joita käytetään kaikkialla teollisuudessa, suorituskykyyn vaikuttaa merkittävästi nesteen viskositeetti. Pumpun nostokorkeus ja tilavuusvirta voivat laskea huomattavasti pumpattaessa korkean viskositeetin omaavia, ei-newtonilaisia nesteitä. Tutkimukset osoittavat, että seoksen kiinteän aineen pitoisuuden kasvu voi johtaa jopa 60 %:n ja 25 %:n nostokorkeuden laskuun väkevillä seoksilla. Tämä aleneminen ei ole staattista; pumpun sisällä oleva suuri leikkausnopeus voi muuttaa nesteen näennäistä viskositeettia, mikä johtaa arvaamattomaan pumpun suorituskykyyn ja epätasaiseen virtaukseen. Viskoosien nesteiden suuri vastus aiheuttaa myös suuremman säteittäisen kuormituksen laakereille ja ongelmia mekaanisten tiivisteiden kanssa, mikä lisää laitteiden vikaantumis- ja huoltoriskiä.
1.3.2 Sekoittaminen ja ravistelu:
Sekoitussäiliössä kosmeettisten nesteiden korkea viskositeetti voi vaimentaa merkittävästi virtausta sekoitusjuoksupyörästä, keskittäen leikkaus- ja sekoitusvaikutuksen pienelle alueelle välittömästi juoksupyörän lavan ympärillä. Tämä johtaa huomattavaan energianhukkaan ja estää koko erän homogeenisuuden saavuttamisen. Leikkausohenevien nesteiden kohdalla tämä vaikutus pahenee, koska juoksupyörästä kaukana oleva neste kokee alhaiset leikkausnopeudet ja pysyy korkeassa viskositeetissa, mikä luo "hitaasti sekoittuvia saarekkeita" tai "näennäisluolia", jotka eivät ole kunnolla homogenisoituneet. Tuloksena on komponenttien epätasainen jakautuminen ja epäjohdonmukainen lopputuote.
Perinteinen manuaalinen, offline-tilassa tapahtuva viskositeetin mittausmenetelmä on pohjimmiltaan riittämätön näiden monimutkaisuuksien hallintaan. Epänewtonilaisen nesteen viskositeetti ei ole yksittäinen arvo, vaan se on leikkausnopeuden ja joissakin tapauksissa leikkauksen keston funktio. Olosuhteet, joissa laboratorionäytettä mitataan (esim. dekantterilasissa tietyllä karan nopeudella ja lämpötilassa), eivät heijasta dynaamisia leikkausolosuhteita putkessa tai sekoitussäiliössä. Näin ollen kiinteällä leikkausnopeudella ja lämpötilalla tehty mittaus on todennäköisesti merkityksetön nesteen käyttäytymisen kannalta dynaamisen prosessin aikana. Kun valmistustiimi luottaa kahden tunnin välein tehtäviin manuaalisiin tarkastuksiin, he eivät ole ainoastaan liian hitaita reagoimaan reaaliaikaisiin prosessivaihteluihin, vaan he myös perustavat päätöksensä arvoon, joka ei välttämättä vastaa tarkasti nesteen prosessinaikaista tilaa. Tämä riippuvuus virheellisestä, reaktiivisesta datasta luo huonon hallinnan ja suuren operatiivisen vaihtelun kausaalisen silmukan, jota on mahdotonta murtaa ilman uutta, ennakoivaa lähestymistapaa.

Kosmeettisten tuotteiden sekoittaminen ja häivyttäminen
II. Anturin valinta ja laitteiston toteutus vaativissa ympäristöissä
Manuaalisista menetelmistä siirtyminen edellyttää kestävien ja luotettavien online-viskosimetrejen valintaa, jotka pystyvät tuottamaan jatkuvaa, reaaliaikaista tietoa prosessin sisältä.
2.1Viskosimetria verkossa
Online-viskosimetrit, olipa ne asennettu suoraan prosessilinjaan (inline) tai ohitussilmukkaan, tarjoavat reaaliaikaisia viskositeettimittauksia 24/7, mikä mahdollistaa jatkuvan prosessin seurannan ja ohjauksen. Tämä on jyrkässä ristiriidassa offline-laboratoriomenetelmien kanssa, jotka ovat luonnostaan reaktiivisia ja pystyvät tarjoamaan vain tilannekuvan prosessin tilasta diskreetein väliajoin. Mahdollisuus saada luotettavaa ja jatkuvaa dataa tuotantolinjalta on edellytys automatisoidun, suljetun kierron ohjausjärjestelmän toteuttamiselle.
2.2 Viskosimetrin olennaiset vaatimukset
Kosmetiikkavalmistuksen viskosimetrin valinnassa on otettava huomioon alan ainutlaatuiset ympäristölliset ja toiminnalliset rajoitukset.
Ympäristö- ja kestävyysrajoitukset:
Korkea lämpötila ja paine:Kosmeettiset valmisteet vaativat usein lämmittämistä tiettyyn lämpötilaan, jotta ne sekoittuvat ja emulgoituvat oikein. Valitun anturin on kyettävä toimimaan luotettavasti jopa 300 °C:n lämpötiloissa ja jopa 500 baarin paineissa.
Korroosionkestävyys:Monet kosmeettiset ainesosat, mukaan lukien pinta-aktiiviset aineet ja erilaiset lisäaineet, voivat olla syövyttäviä ajan myötä. Anturin kastuvat osat on valmistettava erittäin kestävistä, korroosionkestävistä materiaaleista. 316L ruostumaton teräs on vakiovalinta kestävyytensä vuoksi tällaisissa ympäristöissä.
Tärinänsieto:Tuotantoympäristöt ovat mekaanisesti meluisia, ja pumput, sekoittimet ja muut koneet tuottavat merkittäviä ympäristön tärinöitä. Anturin mittausperiaatteen on oltava luonnostaan immuuni näille tärinöille tiedon eheyden varmistamiseksi.
2.3 Viskosimetriteknologioiden analyysi prosessien integrointia varten
Vankan verkkointegraation kannalta tietyt teknologiat sopivat paremmin kuin toiset.
Värähtely-/resonanssiviskosimetritTämä tekniikka toimii mittaamalla nesteen vaimennusvaikutusta värähtelevään elementtiin, kuten haarukkaan tai resonaattoriin, viskositeetin määrittämiseksi. Tällä periaatteella on useita keskeisiä etuja kosmeettisissa sovelluksissa. Näissä antureissa ei ole liikkuvia osia, mikä minimoi huoltotarpeen ja alentaa kokonaiskäyttökustannuksia. Hyvin suunniteltu rakenne, kuten tasapainotettu koaksiaaliresonaattori, kumoaa aktiivisesti reaktiomomentit ja on siksi täysin ikään kuin epäherkkä asennusolosuhteille ja ulkoisille tärinälle. Tämä häiriönsietoisuus ympäristön kohinalle varmistaa vakaan, toistettavan ja uusittavan mittauksen jopa turbulenttisessa virtauksessa tai suuren leikkausvoiman olosuhteissa. Nämä anturit voivat myös mitata viskositeettia erittäin laajalla alueella, erittäin matalan ja erittäin korkean viskositeetin nesteistä, mikä tekee niistä erittäin monipuolisia monipuoliselle tuotevalikoimalle.
Rotaatio- ja muut teknologiat:Vaikka pyörivät viskosimetrit ovat erittäin tehokkaita laboratorioympäristössä täysien virtauskäyrien luomiseen, niiden monimutkaisuus ja liikkuvien osien läsnäolo voivat tehdä niiden ylläpidosta haastavaa teollisessa linjasovelluksessa. Muut tyypit, kuten putoavan elementin tai kapillaarityypin, voivat sopia tiettyihin sovelluksiin, mutta niillä on usein rajoituksia muiden kuin newtonilaisten nesteiden mittaamisessa tai ne ovat alttiita lämpötilan ja virtauksen vaihteluille.
Automaattisen ohjausjärjestelmän luotettavuus on suoraan verrannollinen sen anturitulon luotettavuuteen. Siksi viskosimetrin pitkän aikavälin vakaus ja minimaaliset kalibrointivaatimukset eivät ole pelkästään käteviä ominaisuuksia, vaan ne ovat perustavanlaatuisia vaatimuksia toimivalle ja vähän huoltoa vaativalle ohjausjärjestelmälle. Anturin kustannuksia on tarkasteltava paitsi alkuinvestointeina myös sen kokonaiskustannuksina, jotka sisältävät huoltoon ja kalibrointiin liittyvän työvoiman ja seisokkiajat. Tiedot laitteista, kutenkapillaariviskosimetritosoittavat, että asianmukaisella käsittelyllä ja puhdistuksella niiden kalibrointi voi pysyä vakaana vuosikymmenen tai kauemmin, mikä osoittaa, että pitkän aikavälin vakaus on saavutettavissa oleva ja kriittinen prosessi-instrumentoinnin ominaisuus. Anturi, joka pystyy säilyttämään kalibrointinsa pitkiä aikoja, vähentää merkittävästi automaatioprojektin riskejä poistamalla merkittävän mahdollisen prosessivaihtelun lähteen ja mahdollistamalla järjestelmän itsenäisen toiminnan minimaalisella ihmisen puuttumisella.
| Teknologia | Toimintaperiaate | Soveltuvuus ei-newtonilaisille nesteille | Korkean lämpötilan/paineen kestävyys | Korroosionkestävyys | Tärinänsieto | Huolto/Kalibrointi |
| Tärinä-/resonoiva | Mittaa värähtelevän elementin (haarukka, resonaattori) nesteen vaimennusta. | Erinomainen (korkea leikkausvoima, toistettava lukema). | Korkea (jopa 300 °C, 500 baaria). | Erinomainen (kaikki 316L SS -teräksestä valmistetut kostutetut osat). | Erinomainen (tasapainotettu resonaattorirakenne). | Matala (ei liikkuvia osia, minimaalinen likaantuminen). |
| Rotaatio | Mittaa vääntömomentin, joka tarvitaan karan pyörittämiseen nesteessä. | Erinomainen (tarjoaa täyden virtauskäyrän laboratorioympäristössä). | Keskitaso tai korkea (vaihtelee mallin mukaan). | Hyvä (vaatii erityisiä karan materiaaleja). | Huono (erittäin herkkä ulkoiselle tärinälle). | Korkea (usein puhdistettava, liikkuvat osat). |
| Kapillaari-/paine-ero | Mittaa painehäviön kiinteän putken yli vakiovirtausnopeudella. | Rajoitettu (tuottaa yhden keskimääräisen Newtonin viskositeetin). | Kohtalainen tai korkea (vaatii lämpötilan vakautta). | Hyvä (riippuu kapillaarin materiaalista). | Kohtalainen (virtauksesta riippuvainen, vaatii vakaan virtauksen). | Korkea (vaatii puhdistusta, altis tukkeutumiselle). |
| Putoava elementti | Mittaa aikaa, joka kuluu alkuaineen putoamiseen nesteen läpi. | Rajoitettu (tuottaa yhden keskimääräisen Newtonin viskositeetin). | Kohtalainen tai korkea (riippuu materiaaleista). | Hyvä (riippuu elementin materiaalista). | Kohtalainen (altis tärinälle). | Keskitasoinen (liikkuvia osia, vaatii uudelleenkalibroinnin). |
2.4 Optimaalinen anturin sijoittelu tarkkojen tietojen saamiseksi
Viskosimetrin fyysinen sijoittelu on yhtä tärkeää kuin itse teknologia. Oikea sijoittelu varmistaa, että kerätty data edustaa prosessin tilaa. Parhaiden käytäntöjen mukaan anturi on sijoitettava paikkaan, jossa neste on homogeenista ja jossa mittauselementti on kokonaan upoksissa koko ajan. Putkiston korkeita kohtia, joihin ilmakuplia voi kertyä, tulee välttää, koska sinne kulkeutunut ilma voi häiritä mittauksia, erityisestivärähtelyviskosimetritSamoin asennusta "stagnaatiovyöhykkeille", joissa neste ei ole jatkuvassa liikkeessä, tulisi välttää, jotta anturiin ei muodostuisi materiaalikertymiä. Hyvä strategia on sijoittaa anturi putken osaan, jossa virtaus on vakaa ja tasainen, kuten pystysuoraan nousuputkeen tai alueelle, jolla on tasainen virtausnopeus, jotta ohjausjärjestelmä saa luotettavimman tiedon.
III.Saumaton PLC/DCS-integraatio RS485:n kautta
Onnistunut käyttöönottoonline-viskosimetriperustuu saumattomaan integrointiin olemassa olevaan laitoksen ohjausinfrastruktuuriin. Viestintäprotokollan ja fyysisen kerroksen valinta on strateginen päätös, joka tasapainottaa luotettavuuden, kustannukset ja yhteensopivuuden vanhojen järjestelmien kanssa.
3.1 Järjestelmäarkkitehtuurin yleiskatsaus
Tämän sovelluksen teollinen ohjausjärjestelmä perustuu vakiona isäntä-orja-suhteeseen. Laitoksen keskuslogiikka tai DCS toimii "isäntänä" ja aloittaa tiedonsiirron viskosimetrin kanssa, joka toimii "orja"-laitteena. Orjalaite pysyy "hiljaisena", kunnes isäntä tekee sille kyselyn, jolloin se vastaa pyydetyillä tiedoilla. Tämä yksi-moneen-tiedonsiirtomalli estää datan törmäykset ja yksinkertaistaa verkonhallintaa.
3.2 RS485-tietoliikenneliitäntä
RS485-tiedonsiirtoliitäntä on vankka ja laajalti hyväksytty standardi teollisuusautomaatiolle, erityisesti sovelluksissa, jotka vaativat pitkän matkan, monipisteistä tiedonsiirtoa.
Tekniset ansiot:
Pitkän matkan ja monipudotuksetRS485 tukee tiedonsiirtoa jopa 2000 metrin etäisyyksillä, joten se sopii erinomaisesti laajoihin teollisuuslaitoksiin. Yksi väylä voi liittää jopa 30 laitetta, ja määrää voidaan laajentaa 24/7-yhteyteen toistimien avulla, mikä vähentää merkittävästi kaapelointi-infrastruktuurin kustannuksia ja monimutkaisuutta.
Melunsieto:RS485 käyttää tasapainotettua, differentiaalista signaalitekniikkaa kierretyn parikaapelin kautta. Tämä rakenne tarjoaa poikkeuksellisen suojan sähkömagneettisia häiriöitä (EMI) ja muita sähköisiä häiriöitä vastaan, jotka ovat yleinen ongelma laitosympäristöissä, joissa on suuria moottoreita ja käyttöjä.


3.3 PLC/DCS-kuilun kurominen umpeen
RS485 ei ole pelkästään tekninen mieltymys; se on strateginen liiketoimintapäätös, joka alentaa merkittävästi prosessiautomaation markkinoille tulon kynnystä. Sen kyky kattaa pitkiä etäisyyksiä ja vastustaa melua tekee siitä ihanteellisen valinnan teollisuusympäristöihin, joissa nämä tekijät ovat tärkeämpiä kuin pelkkä tiedonsiirtonopeus.
IV. Mallipohjaisen adaptiivisen ohjauksen teoreettinen johtaminen
Tämä osio tarjoaa vankan älyllisen perustan ohjausstrategialle, joka kykenee käsittelemään kosmeettisten nesteiden monimutkaista ja epälineaarista dynamiikkaa.
4.1 Edistyneen ohjauksen tarve
Perinteiset PID-säätimet (proportional-integral-derivatory) perustuvat prosessin lineaarisiin malleihin, eivätkä ne ole kovin hyvin varustautuneita käsittelemään ei-newtonilaisten nesteiden epälineaarisia, ajasta riippuvia ja muuttuvien ominaisuuksien käyttäytymistä. PID-säädin on reaktiivinen; se odottaa poikkeamaa asetusarvosta ennen kuin se alkaa ryhtyä korjaaviin toimenpiteisiin. Pitkän vasteajan omaavissa prosesseissa, kuten suurissa sekoitussäiliöissä tai sakeuttajissa, tämä voi johtaa hitaaseen virheenkorjaukseen, värähtelyihin tai tavoiteviskositeetin ylitykseen. Lisäksi ulkoiset häiriöt, kuten lämpötilan vaihtelut tai tulevan raaka-aineen koostumuksen vaihtelut, edellyttäisivät PID-säätimen jatkuvaa manuaalista uudelleensäätöä, mikä johtaisi prosessin epävakauteen ja tehottomuuteen.
4.2 Reologinen mallinnus säätöä varten
Onnistuneen ei-newtonilaisten nesteiden säätöstrategian perusta on tarkka ja ennustava matemaattinen malli niiden käyttäytymisestä.
4.2.1 Konstitutiivinen mallinnus (ensimmäiset periaatteet):
Herschel-Bulkleyn malli on tehokas konstitutiivinen yhtälö, jota käytetään kuvaamaan sekä myötörajaa että leikkausohenemista tai -paksuuntumista omaavien nesteiden reologista käyttäytymistä. Malli yhdistää leikkausjännityksen (τ) leikkausnopeuteen (γ˙) käyttämällä kolmea keskeistä parametria:
τ = τγ + K(γ˙)n
τγ (myötöjännitys): Pienin leikkausjännitys, joka on ylitettävä, jotta neste alkaa virrata.
K (konsistenssi-indeksi): Viskositeetin kanssa analoginen parametri, joka edustaa nesteen virtausvastusta.
n (virtauskäyttäytymisindeksi): Ratkaiseva parametri, joka määrittelee nesteen käyttäytymisen: n<1 leikkausohenemiselle (pseudoplastiselle), n>1 leikkauspaksunemiselle (dilatanttiselle) ja n=1 Bingham-plastiselle.
Tämä malli tarjoaa matemaattisen kehyksen, jonka avulla ohjain voi ennustaa, miten nesteen näennäinen viskositeetti muuttuu vaihtelevien leikkausnopeuksien alaisena prosessissa, matalan leikkausvoiman sekoitusalueelta pumpun korkean leikkausvoiman ympäristöön.
4.2.2 Datalähtöinen mallinnus:
Ensimmäisten periaatteiden mallien lisäksi datapohjaista lähestymistapaa voidaan käyttää prosessimallin rakentamiseen, joka oppii online-viskosimetrin tuottamasta reaaliaikaisesta datasta. Tämä on erityisen hyödyllistä monimutkaisissa formulaatioissa, joissa tarkan ensisijaisen mallin johtaminen on vaikeaa. Datapohjainen malli voi mukautua ja optimoida anturiparametreja reaaliajassa ottaakseen huomioon ulkoiset tekijät, kuten öljyn koostumuksen muutokset tai lämpötilavaihtelut. Tämän lähestymistavan on osoitettu onnistuneesti hallitsevan viskositeettimittausten keskimääräistä absoluuttista virhettä kapealla alueella, mikä osoittaa erinomaista suorituskykyä ja luotettavuutta.
4.3 Adaptiivisen säätölain johtaminen
Mallipohjaisen adaptiivisen säätöjärjestelmän ydin on sen kyky jatkuvasti oppia ja sopeutua muuttuviin prosessiolosuhteisiin. Säädin ei ole riippuvainen kiinteistä parametreista, vaan päivittää dynaamisesti prosessin sisäistä malliaan.
Keskeinen periaate:Adaptiivinen ohjain arvioi tai päivittää jatkuvasti sisäisen mallinsa parametreja reaaliajassa tulevan anturidatan perusteella. Tämä mahdollistaa sen, että ohjain voi "oppia" ja kompensoida raaka-aineiden muutosten, laitteiden kulumisen tai ympäristömuutosten aiheuttamia prosessivaihteluita.
Kontrollilain muotoilu:
Malliparametrien estimointi: Parametriestimaattori, joka usein perustuu rekursiiviseen pienimmän neliösumman (RLS) algoritmiin ja adaptiiviseen unohduskertoimeen, käyttää reaaliaikaista anturidataa (viskositeetti, lämpötila, leikkausnopeus) malliparametrien, kuten Herschel-Bulkley-mallin K- ja n-arvojen, jatkuvaan säätämiseen. Tämä on "adaptiivinen" komponentti.
Ennakoiva ohjausalgoritmi:Päivitettyä prosessimallia käytetään sitten nesteen tulevan käyttäytymisen ennustamiseen. Model Predictive Control (MPC) -algoritmi on ihanteellinen strategia tähän sovellukseen. MPC voi hallita useita manipuloituja muuttujia (esim. sakeuttamisaineen lisäysnopeutta ja pumpun nopeutta) samanaikaisesti useiden lähtömuuttujien (esim. viskositeetin ja lämpötilan) ohjaamiseksi. MPC:n ennustavan luonteen ansiosta se voi laskea tarkat säädöt, joita tarvitaan prosessin pitämiseksi aikataulussa jopa pitkien viiveiden aikana, varmistaen, että neste pysyy optimaalisessa reologisessa "ikkunassaan" koko ajan.
Siirtyminen yksinkertaisesta takaisinkytkentäsäädöstä mallipohjaiseen adaptiiviseen säätöön edustaa perustavanlaatuista muutosta reaktiivisesta proaktiiviseen prosessinhallintaan. Perinteinen PID-säädin on luonnostaan reaktiivinen ja odottaa virheen ilmenemistä ennen toimenpiteisiin ryhtymistä. Prosessissa, jossa on merkittäviä aikaviiveitä, tämä reaktio on usein liian myöhäinen, mikä johtaa ylityksiin ja heilahteluihin. Adaptiivinen säädin voi jatkuvasti prosessimallia oppimalla ennustaa, miten ylävirran muutos – kuten raaka-aineen koostumuksen vaihtelu – vaikuttaa lopputuotteen viskositeettiin ennen kuin poikkeamasta tulee merkittävä. Tämä mahdollistaa järjestelmän tehdä proaktiivisia, laskettuja säätöjä varmistaen, että tuote pysyy spesifikaation mukaisena ja minimoiden hävikin ja vaihtelun. Tämä on ensisijainen ajuri erävaihtelun ja materiaalihävikin massiiviselle vähenemiselle, jota on dokumentoitu onnistuneissa toteutuksissa.
V. Käytännön toteutus, validointi ja operatiiviset strategiat
Projektin viimeinen vaihe on integroidun järjestelmän onnistunut käyttöönotto ja pitkäaikainen hallinta. Tämä vaatii huolellista suunnittelua ja parhaiden operatiivisten käytäntöjen noudattamista.
5.1 Käyttöönoton parhaat käytännöt
Online-viskosimetrian ja adaptiivisen ohjauksen integrointi on monimutkainen tehtävä, joka tulisi uskoa kokeneille järjestelmäintegraattoreille. Hyvin määritelty käyttöliittymäsuunnittelu on kriittistä, sillä jopa 80 % projektiongelmista voidaan jäljittää tähän vaiheeseen. Vanhoja ohjausjärjestelmiä jälkiasennettaessa pätevä integraattori voi tarjota tarvittavaa asiantuntemusta tiedonsiirtoaukkojen kaventamiseksi ja saumattoman siirtymän varmistamiseksi. Lisäksi anturien oikea sijoittelu on ensiarvoisen tärkeää. Viskosimetri on asennettava paikkaan, jossa ei ole ilmakuplia, patoalueita tai suuria hiukkasia, jotka voisivat häiritä mittauksia.
5.2 Tietojen validointi ja täsmäytys
Jotta ohjausjärjestelmä olisi luotettava, sen käyttämä data on validoitava ja täsmäytettävä. Ankarissa ympäristöissä toimivat teollisuusanturit ovat alttiita kohinalle, ajautumiselle ja virheille. Ohjauspiiri, joka sokeasti luottaa anturien raakadataan, on hauras ja altis kalliille virheille.
Tietojen validointi:Tämä prosessi sisältää anturien raakadatan käsittelyn sen varmistamiseksi, että arvot ovat merkityksellisiä ja odotetun vaihteluvälin sisällä. Yksinkertaisia menetelmiä ovat poikkeavien arvojen suodattaminen pois ja useiden mittausten keskiarvon laskeminen tietyn ajanjakson aikana kohinan vähentämiseksi.
Karkean virheen havaitseminen:Tilastollisia testejä, kuten khiin neliö -testiä, voidaan käyttää merkittävien virheiden tai anturivikojen havaitsemiseen vertaamalla tavoitefunktion arvoa kriittiseen arvoon.
Tietojen täsmäytys:Tämä on edistyneempi tekniikka, joka käyttää redundantteja anturitietoja ja prosessimalleja (esim. massan säilyminen) yhden, tilastollisesti validoidun tietojoukon tuottamiseen. Tämä prosessi lisää luottamusta järjestelmään ja tarjoaa itsestään tietoisen sietokyvyn pienille anturipoikkeamille ja -vioille.
Datan validointikerroksen käyttöönotto ei ole valinnainen ominaisuus; se on välttämätön älyllinen komponentti, joka tekee koko ohjausjärjestelmästä vankan ja luotettavan reaalimaailman epäjohdonmukaisuuksien edessä. Tämä kerros muuttaa järjestelmän yksinkertaisesta automaatiotyökalusta todella älykkääksi, itseään valvovaksi yksiköksi, joka pystyy ylläpitämään tuotteen laatua ilman jatkuvaa ihmisen valvontaa.
5.3 Pitkäaikainen ylläpito ja kestävyys
Online-viskosimetrijärjestelmän pitkän aikavälin menestys riippuu hyvin määritellystä ylläpitostrategiasta.
Anturin huolto: Kestävien viskosimetrirakenteiden, joissa ei ole liikkuvia osia, ja korroosionkestävien materiaalien, kuten 316L ruostumattoman teräksen, käyttö voi merkittävästi lieventää likaantumisen haasteita ja yksinkertaistaa huoltorutiineja.
Järjestelmän kalibrointi ja validointi:Säännöllinen kalibrointi on välttämätöntä viskosimetrin pitkän aikavälin tarkkuuden varmistamiseksi. Tarkkuussovelluksissa kalibrointi sertifioiduilla viskositeettistandardeilla tulisi suorittaa aikataulun mukaisesti, mutta vähemmän kriittisissä sovelluksissa kalibrointitiheyttä voidaan harventaa. Pitkäaikaisstabiiliustutkimusten perusteella jotkut viskosimetrityypit, kuten lasikapillaari- tai värähtelyviskosimetrit, voivat säilyttää kalibrointinsa vuosia, mikä vähentää merkittävästi kalliiden kalibrointitapahtumien tiheyttä.
AKäytetty ratkaisu voi tarjota konkreettisia etuja: merkittävän vähennyksen eräkohtaisessa vaihtelussa ja materiaalihävikissä sekä polun kohti täysin autonomista ja älykästä valmistusta.Start your opTimizationiby huijaustaktiikkat Lonnmeter.
Julkaisun aika: 09.09.2025







