

Kosmetikoen fabrikazio-industria modernoa formulazio konplexuek bereizten dute, askotan fluido ez-newtoniarrak dituztenak. Material hauen berezko portaera erreologikoek, hala nola zizailadura-mehetzeak eta tixotropiak, erronka handiak sortzen dizkiete ekoizpen-metodologia tradizionalei, lote batetik bestera koherentzia falta, lehengaien xahuketa handia eta ponpaketa eta nahasketa bezalako prozesu kritikoetan eraginkortasun operatibo eza eragiten baitute. Kalitate-kontroleko metodo konbentzionalak, biskositate-neurketa erreaktibo eta lineaz kanpokoetan oinarritzen direnak, funtsean ez dira egokiak fluido hauen portaera dinamikoa ekoizpen-baldintzetan jasotzeko.

I. Erreologia eta Fluidoen Dinamika Kosmetikoen Ekoizpenean
Kosmetikoen ekoizpena prozesu ñabarduratsua da, non fluidoaren propietate fisikoak funtsezkoak diren. Propietate horien ulermen sakona ezinbestekoa da prozesuen optimizazioari buruzko edozein eztabaida esanguratsurako. Produktu kosmetikoen fluidoen dinamika ez dago erlazio sinpleen menpe, eta horrek funtsean desberdinak bihurtzen ditu ura bezalako fluido newtondarretatik.
1.1Biskositatea eta Erreologia
Biskositatea fluido batek aplikatutako tentsioarekiko duen erresistentziaren neurria da. Newtonen araberako fluido sinpleen kasuan, propietate hau konstantea da eta balio bakar batekin ezaugarritu daiteke. Hala ere, formulazio kosmetikoak gutxitan dira hain sinpleak. Lozio, krema eta xanpu gehienak fluido ez-newtoniar gisa sailkatzen dira, eta haien fluxuarekiko erresistentzia aldatzen da aplikatutako indarraren (zizailadura) kopuruarekin.
Erreologia da industria honetarako diziplinarik osatuena eta funtsezkoena. Likidoen, gelen eta erdi-solidoen fluxuaren eta deformazioaren azterketa da. Datu-puntu bakarra ez da nahikoa produktu baten portaera aurreikusteko ponpatzen, nahasten eta betetzen denean. Produktu baten ezaugarri erreologikoek zuzenean eragiten diete bere atributu sentsorialei, ontziratzean epe luzerako egonkortasunari eta errendimendu funtzionalari. Adibidez, krema baten biskositateak azalean zabaltzeko duen gaitasuna baldintzatzen du, eta xanpu baten koherentziak kontsumitzaileak botilatik botatzen duen kantitatean eragiten du.
1.2Fluido ez-newtoniarrak eta haien fabrikazio-erronkak
Kosmetikoen fabrikazioaren konplexutasuna fluidoen portaera erreologiko anitzetatik dator. Portaera horiek ulertzea funtsezkoa da oinarrizko ekoizpen-erronkei aurre egiteko.
Pseudoplastikotasuna (Mehetze-zizailadura):Hau denborarekiko independentea den propietate bat da, non fluido baten biskositate itxurazkoa gutxitzen den zizailadura-abiadura handitzen den heinean. Kosmetika-emultsio eta lozio askok portaera hau erakusten dute, eta hori desiragarria da geldirik daudenean lodiak izan behar duten baina aplikatzean zabaldu edo jariakor bihurtzen diren produktuentzat.
Tixotropia:Hau denboraren araberako zizailadura-mehetze propietatea da. Fluido tixotropikoek, gel eta esekidura koloidalen antzera, likatsuagoak bihurtzen dira denborarekin astintzen edo zizailtzen direnean, eta denbora jakin bat behar dute jatorrizko egoera likatsuagora itzultzeko tentsioa kentzen denean. Adibide klasiko bat tantaka ez botatzen duen pintura da, eskuila baten zizailaduraren azpian mehetzen dena, baina gainazal bertikal batean azkar loditzen dena erortzea saihesteko. Jogurtak eta xanpu batzuek ere propietate hau erakusten dute.
Errendimendu-tentsioko fluidoak:Material hauek geldirik dauden solido baten antzera jokatzen dute eta aplikatutako zizailadura-tentsioak balio kritiko bat gainditzen duenean bakarrik hasten dira isurtzen, etendura-puntua edo etendura-tentsioa bezala ezagutzen dena. Ketchup-a adibide ohikoa da. Kosmetikoetan, etendura-puntu altua duten produktuak kontsumitzaileek "bolumen handiagoa" eta kalitate handiagoko sentsazioa dutela hautematen dute.
1.3 Prozesuen eraginkortasunean duen eragin zuzena
Fluido hauen portaera ez-linealak eragin sakona eta askotan kaltegarria du fabrikazio-eragiketa estandarretan.
1.3.1 Ponpaketa eragiketak:
Fabrikazioan nonahi dauden ponpa zentrifugoen errendimenduan fluidoaren biskositateak eragin handia du. Ponpa baten altuera eta irteera bolumetrikoa nabarmen "murriztu" daitezke biskositate handiko fluido ez-newtoniarrak ponpatzen direnean. Ikerketek erakusten dute nahasketa bateko solido-edukiaren igoerak altuera eta eraginkortasuna % 60 eta % 25 arteko murrizketak ekar ditzakeela, hurrenez hurren, nahasketa kontzentratuetan. Murrizte hau ez da estatikoa; ponparen barruko zizaila-tasa handiak fluidoaren biskositate agerikoa alda dezake, ponparen errendimendua aurreikusezina eta fluxu koherentearen falta eraginez. Likido biskosoen erresistentzia handiak karga erradial handiagoa ezartzen die errodamenduei eta arazoak sortzen ditu zigilu mekanikoekin, ekipamenduen matxura eta mantentze-lanen arriskua handituz.
1.3.2 Nahasketa eta irabiadura:
Nahasketa-tangetan, kosmetika-fluidoen biskositate altuak nahasketa-inpultsoretik datorren fluxu-jarioa asko moteldu dezake, zizailadura- eta nahasketa-ekintza inpultsorearen pala inguratzen duen eskualde txiki batera kontzentratuz. Horrek energia-xahuketa handia dakar eta multzo osoak homogeneotasuna lortzea eragozten du. Zizailadura-mehetzea eragiten duten fluidoen kasuan, efektu hau areagotu egiten da, inpultsoretik urrun dagoen fluidoak zizailadura-tasa baxuak jasaten baititu eta biskositate handian mantentzen baita, "nahasketa moteleko uharteak" edo "pseudo-leizeak" sortuz, behar bezala homogeneizatuta ez daudenak. Emaitza osagaien banaketa irregularra eta azken produktu inkoherentea da.
Biskositatearen eskuzko eta lineaz kanpoko neurketaren ikuspegi tradizionala funtsean ez da nahikoa konplexutasun horiek kudeatzeko. Newtondarra ez den fluido baten biskositatea ez da balio bakarra, baizik eta zizaila-abiaduraren eta, kasu batzuetan, zizailaduraren iraupenaren funtzioa da. Laborategiko lagin bat neurtzen den baldintzek (adibidez, beaker batean ardatz-abiadura eta tenperatura jakin batean) ez dituzte islatzen hodi edo nahasketa-tanga baten barruko zizaila-baldintza dinamikoak. Ondorioz, zizaila-abiadura eta tenperatura finko batean egindako neurketa litekeena da fluidoaren portaerarentzat garrantzirik ez izatea prozesu dinamiko batean. Fabrikazio-talde batek bi orduko eskuzko egiaztapenetan oinarritzen denean, ez dira soilik prozesuaren denbora errealeko gorabeheren aurrean erreakzionatzeko motelegiak, baizik eta fluidoaren prozesu barruko egoera zehatz-mehatz adierazten ez duen balio batean oinarritzen dituzte erabakiak. Datu akastun eta erreaktiboen mendekotasun honek kontrol eskasaren eta funtzionamendu-aldakortasun handiko begizta kausal bat sortzen du, eta hori ezinezkoa da ikuspegi proaktibo berri bat gabe haustea.

Kosmetikoen nahasketa eta nahasketa
II. Sentsoreen hautaketa eta hardwarearen inplementazioa ingurune gogorretan
Eskuzko metodoetatik haratago joateko, prozesuaren barrutik etengabeko denbora errealeko datuak emateko gai diren biskosimetro online sendo eta fidagarriak aukeratu behar dira.
2.1Biskosometria lineala
Lineako biskozimetroakProzesu-lerroan zuzenean (lerroan) edo bypass begizta batean instalatuta egon, biskositatearen neurketa denbora errealean eskaintzen dituzte 24/7, prozesuaren etengabeko monitorizazioa eta kontrola ahalbidetuz. Honek kontraste handia du lineaz kanpoko laborategiko metodoekin, zeinak berez erreaktiboak diren eta prozesuaren egoeraren argazki bat tarte diskretuetan bakarrik eman dezaketen. Ekoizpen-lerrotik datu fidagarriak eta jarraituak lortzeko gaitasuna ezinbestekoa da kontrol-sistema automatizatu eta itxi bat ezartzeko.
2.2 Biskosímetroaren funtsezko eskakizunak
Kosmetikoen fabrikaziorako biskosimetroaren aukeraketa industriaren ingurumen- eta eragiketa-murriztapen bereziek gidatu behar dute.
Ingurumen eta Iraunkortasun Mugak:
Tenperatura eta presio altuak:Kosmetikoen formulazioek askotan tenperatura jakin batera berotzea behar dute nahasketa eta emultsionatze egokia bermatzeko. Hautatutako sentsoreak 300 °C-ko tenperaturetan eta 500 bar-eko presioetan fidagarritasunez funtzionatu behar du.
Korrosioarekiko erresistentzia:Kosmetiko osagai asko, gainazal-aktiboak eta hainbat gehigarri barne, korrosiboak izan daitezke denborarekin. Sentsorearen zati bustiak material oso iraunkor eta korrosioarekiko erresistenteekin egin behar dira. 316L altzairu herdoilgaitza aukera estandarra da ingurune horietan duen erresistentziagatik.
Bibrazioarekiko immunitatea:Fabrikazio-inguruneak mekanikoki zaratatsuak dira, ponpek, irabiagailuek eta bestelako makinek bibrazio handiak sortzen baitituzte ingurunean. Sentsore baten neurketa-printzipioa berez immunea izan behar da bibrazio horien aurrean, datuen osotasuna bermatzeko.
2.3 Prozesuen Integraziorako Biskosímetro Teknologien Azterketa
Online integrazio sendo baterako, teknologia batzuk beste batzuk baino egokiagoak dira.
Bibrazio/erresonazio biskozimetroakTeknologia honek fluidoak elementu bibratzaile batean, hala nola sardexka edo erresonadore batean, duen moteltze-efektua neurtuz funtzionatzen du, biskositatea zehazteko. Printzipio honek hainbat abantaila nagusi eskaintzen ditu aplikazio kosmetikoetarako. Sentsore hauek ez dute mugitzen den piezarik, eta horrek mantentze-lanen beharra minimizatzen du eta funtzionamendu-kostu orokorrak murrizten ditu. Diseinu ondo diseinatu batek, hala nola erresonadore koaxial orekatu batek, erreakzio-momentuak aktiboki ezeztatzen ditu eta, beraz, muntaketa-baldintzekiko eta kanpoko bibrazioekiko guztiz sentikorra ez da. Inguruko zaratarekiko immunitate honek neurketa egonkorra, errepikagarria eta erreproduzigarria bermatzen du, baita fluxu turbulentoetan edo zizailadura-baldintza handietan ere. Sentsore hauek biskositatea ere neur dezakete tarte oso zabal batean, biskositate oso baxuko fluidoetatik oso biskositate handikoetaraino, eta horrek oso moldagarriak bihurtzen ditu produktu-zorro anitz baterako.
Errotaziozko eta bestelako teknologiak:Biskoszimetro birakariak oso eraginkorrak diren arren laborategiko ingurune batean fluxu-kurba osoak sortzeko, haien konplexutasunak eta mugitzen diren piezen presentziak zaildu egiten ditu mantentzea lineako industria-aplikazio batean. Beste mota batzuk, hala nola elementu erorkorrekoak edo kapilar motakoak, aplikazio espezifikoetarako egokiak izan daitezke, baina askotan mugak dituzte fluido ez-newtoniarrak neurtzeko edo tenperatura eta fluxu-gorabeherekiko sentikorrak dira.
Kontrol-sistema automatizatu baten fidagarritasuna zuzenean proportzionala da bere sentsore-sarreraren fidagarritasunarekin. Beraz, biskosimetroaren epe luzeko egonkortasuna eta kalibrazio-eskakizun minimoak ez dira erosotasun-ezaugarriak soilik; kontrol-sistema bideragarri eta mantentze-lan gutxiko baten oinarrizko eskakizunak dira. Sentsore baten kostua ez da hasierako kapital-gastu gisa bakarrik ikusi behar, baizik eta jabetza-kostu oso gisa (TCO), mantentze-lanekin eta kalibrazioarekin lotutako lana eta geldialdi-denbora barne hartzen dituena. Tresnen datuak, hala nola...kapilar biskozimetroakerakusten dute behar bezala maneiatu eta garbituta, haien kalibrazioa hamarkada bat edo gehiagoz egonkor mantendu daitekeela, eta horrek erakusten du epe luzerako egonkortasuna prozesu-tresnaren atributu lorgarria eta kritikoa dela. Kalibrazioa denbora luzez mantendu dezakeen sentsore batek automatizazio-proiektuaren arriskua nabarmen murrizten du, prozesuaren aldakuntza potentzialaren iturri nagusi bat kenduz eta sistemak modu autonomoan funtzionatzea ahalbidetuz gizakiaren esku-hartze minimoarekin.
| Teknologia | Funtzionamenduaren printzipioa | Fluido ez-newtoniarretarako egokitasuna | Tenperatura altua/presio gaitasuna | Korrosioarekiko erresistentzia | Bibrazioen immunitatea | Mantentze-lanak/kalibrazioa |
| Bibrazionala/ Erresonantea | Elementu bibratzaile batean (sardexka, erresonadore) fluidoen moteltzea neurtzen du. | Bikaina (zizaila handikoa, irakurketa erreproduzigarria). | Altua (300 °C-raino, 500 bar). | Bikaina (316L altzairu herdoilgaitzezko pieza guztiak bustiak). | Bikaina (erresonadorearen diseinu orekatua). | Baxua (mugitzen ez den piezarik, zikinkeria gutxiena). |
| Errotazio | Fluido batean ardatz bat biratzeko behar den momentua neurtzen du. | Bikaina (laborategiko ingurune batean fluxu-kurba osoa eskaintzen du). | Ertaina edo Altua (modeloaren arabera aldatzen da). | Ona (ardatzaren material espezifikoak behar ditu). | Eskasa (kanpoko bibrazioekiko oso sentikorra). | Altua (maiz garbitzea, mugitzen diren piezak). |
| Kapilar/Presio Diferentziala | Emari konstante batean hodi finko batean zeharreko presio-galera neurtzen du. | Mugatua (batez besteko biskositate newtoniar bakarra ematen du). | Ertaina edo Altua (tenperatura-egonkortasuna behar du). | Ona (kapilarraren materialaren araberakoa). | Moderatua (emariarekiko menpekoa, emari egonkorra behar du). | Altua (garbiketa behar du, buxadurak izateko joera du). |
| Elementu erortzailea | Elementu batek fluidoan zehar erortzeko behar duen denbora neurtzen du. | Mugatua (batez besteko biskositate newtoniar bakarra ematen du). | Ertaina edo Altua (materialen arabera). | Ona (elementuaren materialaren araberakoa). | Moderatua (bibrazioarekiko sentikorra). | Moderatua (mugitzen diren piezak, berriro kalibratzea beharrezkoa da). |
2.4 Datu zehatzak lortzeko sentsoreen kokapen optimoa
Biskoszimetroaren kokapen fisikoa teknologia bera bezain garrantzitsua da. Kokapen egokiak bermatzen du bildutako datuak prozesuaren egoeraren ordezkari direla. Praktika egokiek agintzen dute sentsorea fluidoa homogeneoa den eta sentsore-elementua uneoro guztiz murgilduta dagoen leku batean jartzea. Hodiaren puntu altuak saihestu behar dira, aire-burbuilak pilatu daitezkeenak, harrapatutako aireak neurketak oztopatu baititzake, batez ere...bibrazio-biskozimetroakEra berean, saihestu egin behar da fluidoa etengabe mugitzen ez den "geldialdi-eremuetan" instalazioa, sentsorean material-gordailuak sortzea saihesteko. Estrategia ona da sentsorea hodiaren fluxua egonkorra eta koherentea den atal batean jartzea, hala nola, igogailu bertikal batean edo emari-tasa koherentea duen eremu batean, kontrol-sistemarentzako datu fidagarrienak emateko.
III.PLC/DCS integrazio ezin hobea RS485 bidez
Arrakastaz zabaldutako batlineako biskosímetroaDauden instalazioen kontrol-azpiegituretan duen integrazio ezin hobean oinarritzen da. Komunikazio-protokoloaren eta geruza fisikoaren aukeraketa erabaki estrategikoa da, fidagarritasuna, kostua eta sistema zaharrekin bateragarritasuna orekatzen dituena.
3.1 Sistemaren Arkitekturaren Ikuspegi Orokorra
Aplikazio honetarako industria-kontrol arkitektura estandarra maisu-esklabo harremana da. Lantegiko PLC edo DCS zentralak "maisu" gisa jokatzen du, biskozimetroarekin komunikazioa hasiz, eta honek "esklabo" gailu gisa funtzionatzen du. Esklabo gailua "isil" geratzen da maisuak kontsulta egin arte, eta une horretan eskatutako datuekin erantzuten du. Bat-asko komunikazio eredu honek datuen talkak saihesten ditu eta sarearen kudeaketa errazten du.
3.2 RS485 komunikazio interfazea
RS485 komunikazio interfazea estandar sendo eta zabaldua da industria automatizaziorako, batez ere distantzia luzeko eta puntu anitzeko komunikazioa behar duten aplikazioetarako.
Meritu teknikoak:
Distantzia luzeko eta jauzi anitzekoRS485ak 2000 metro arteko distantziak onartzen ditu datuen transmisioa, eta hori aproposa da industria-instalazio zabaletarako. Bus bakar batek 30 gailu konekta ditzake gehienez, eta kopuru hori 24/7ra handitu daiteke errepikagailuak erabiliz, kableatu-azpiegituraren kostua eta konplexutasuna nabarmen murriztuz.
Zarataren immunitatea:RS485ak seinaleztapen diferentzial orekatua erabiltzen du kable bihurritu baten bidez. Diseinu honek immunitate bikaina eskaintzen die interferentzia elektromagnetikoei (EMI) eta bestelako zarata elektrikoei, eta arazo hori arazo ohikoa da motor eta unitate handiak dituzten lantegi-inguruneetan.


3.3 PLC/DCS aldea gainditzea
RS485 ez da lehentasun tekniko soil bat; negozio-erabaki estrategiko bat da, prozesuen automatizaziorako sarrera-hesia nabarmen murrizten duena. Distantzia luzeak hartzeko eta zaratari aurre egiteko duen gaitasunak aproposa bihurtzen du faktore horiek komunikazio-abiadura gordina baino garrantzitsuagoak diren industria-inguruneetarako.
IV. Ereduetan Oinarritutako Kontrol Egokitzailearen Deribazio Teorikoa
Atal honek fluido kosmetikoen dinamika konplexu eta ez-linealak kudeatzeko gai den kontrol-estrategia baten oinarri intelektual zorrotza eskaintzen du.
4.1 Kontrol Aurreratuaren Beharra
Ohiko kontrolatzaile Proportzional-Integral-Deribatiboak (PID) prozesu baten eredu linealetan oinarritzen dira eta ez daude behar bezala hornituta fluido ez-newtoniarren portaera ez-linealak, denborarekiko menpekoak eta propietate aldakorrekoak kudeatzeko. PID kontrolatzaile bat erreaktiboa da; puntutik desbideratze bat gertatu arte itxaroten du zuzenketa-ekintza hartzen hasi aurretik. Erantzun-dinamika luzea duen prozesu batean, hala nola nahasketa-tanga handi batean edo loditzaile batean, erroreen zuzenketa motela, oszilazioak edo helburuko biskositatearen gehiegizko igoera ekar ditzake. Gainera, kanpoko asaldurak, hala nola tenperaturaren gorabeherak edo sarrerako lehengaien konposizioaren aldakuntzak, PID kontrolatzailearen etengabeko eskuzko berrezarpena eskatuko lukete, prozesuaren ezegonkortasuna eta eraginkortasun eza eraginez.
4.2 Kontrolerako Modelizazio Erreologikoa
Fluido ez-newtoniarren kontrol-estrategia arrakastatsu baten oinarria haien portaeraren eredu matematiko zehatz eta prediktiboa da.
4.2.1 Modelizazio Konstitutiboa (Lehen Printzipioak):
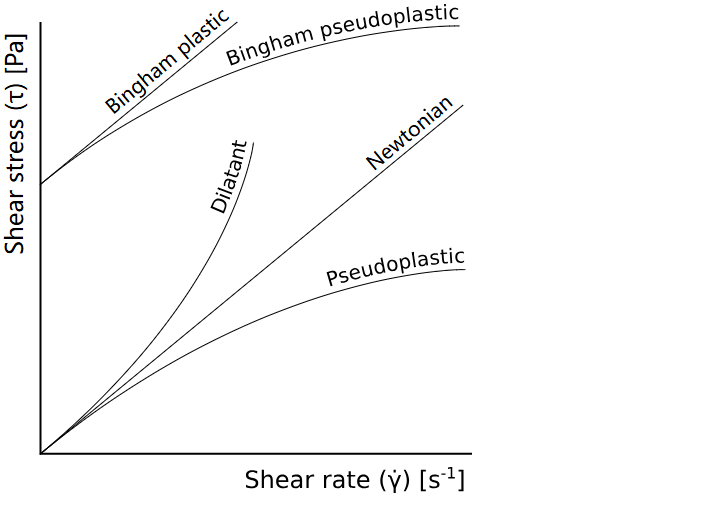
Herschel-Bulkley eredua ekuazio konstitutibo indartsua da, etendura-tentsioa eta zizailatze-mehetze edo zizailatze-loditze ezaugarriak dituzten fluidoen portaera erreologikoa deskribatzeko erabiltzen dena. Ereduak zizailatze-tentsioa (τ) zizailatze-tasarekin (γ˙) erlazionatzen du hiru parametro nagusi erabiliz:
τ=τγ+K(γ˙)n
τγ (Euskarri-tentsioa): Fluidoak isurtzen hasteko gainditu behar den gutxieneko zizaila-tentsioa.
K (Konsistentzia Indizea): Biskositatearen analogoa den parametroa, fluidoaren fluxuarekiko erresistentzia adierazten duena.
n (Fluxu-portaeraren indizea): Fluidoaren portaera definitzen duen parametro erabakigarria: n<1 zizaila-mehetzea bada (pseudoplastikoa), n>1 zizaila-loditzea bada (dilatatzailea), eta n=1 Bingham plastiko bat bada.
Modelo honek kontrolatzaile bati esparru matematiko bat eskaintzen dio fluido baten biskositate agerikoa nola aldatuko den aurreikusteko, prozesuan zehar zizailadura-abiadurak aldatzean, zizailadura baxuko nahasketa-eskualde batetik ponpa baten zizailadura handiko inguruneraino.
4.2.2 Datuetan Oinarritutako Modelatzea:
Lehen printzipioetan oinarritutako ereduez gain, datuetan oinarritutako ikuspegi bat erabil daiteke biskosímetro birtualak emandako denbora errealeko datuetatik ikasten duen prozesu-eredu bat eraikitzeko. Hau bereziki erabilgarria da formulazio konplexuetarako, non lehen printzipioetan oinarritutako eredu zehatz bat lortzea zaila den. Datuetan oinarritutako eredu batek sentsore-parametroak egokitu eta optimiza ditzake denbora errealean, olioaren konposizioaren aldaketak edo tenperaturaren gorabeherak bezalako kanpoko faktoreak kontuan hartzeko. Ikuspegi honek biskositate-neurketen batez besteko errore absolutua arrakastaz kontrolatzen duela frogatu da tarte estu batean, errendimendu eta fidagarritasun bikaina erakutsiz.
4.3 Kontrol Lege Egokitzailearen Deribazioa
Ereduetan oinarritutako kontrol-sistema moldagarri baten muina prozesuaren baldintza aldakorretara etengabe ikasteko eta egokitzeko duen gaitasuna da. Kontrolatzaileak ez du parametro finkoetan oinarritzen, baizik eta prozesuaren barne-eredua dinamikoki eguneratzen du.
Oinarrizko Printzipioa:Kontrolatzaile moldagarri batek etengabe kalkulatzen edo eguneratzen ditu bere barne-ereduaren parametroak denbora errealean, sarrerako sentsore-datuetan oinarrituta. Horri esker, kontrolatzaileak lehengaien aldaketek, ekipamenduen higadurak edo ingurumen-aldaketek eragindako prozesu-aldaketak "ikasi" eta konpentsatu ditzake.
Kontrol Legearen Formulazioa:
Modeloaren Parametroen Estimazioa: Parametroen estimatzaile batek, askotan gutxieneko karratuen algoritmo errepikakor batean (RLS) oinarrituta, ahazte faktore moldagarri batekin, denbora errealeko sentsoreen datuak (biskositatea, tenperatura, zizaila-abiadura) erabiltzen ditu modeloaren parametroak etengabe doitzeko, hala nola Herschel-Bulkley modeloaren K eta n balioak. Hau da "moldagarria" den osagaia.
Kontrol prediktiboko algoritmoa:Prozesu-eredu eguneratua fluidoaren etorkizuneko portaera aurreikusteko erabiltzen da. Ereduaren Kontrol Aurreikuspenaren (MPC) algoritmoa estrategia aproposa da aplikazio honetarako. MPC-k hainbat aldagai manipulatu (adibidez, loditzailearen gehitze-tasa eta ponparen abiadura) aldi berean kudea ditzake irteerako hainbat aldagai (adibidez, biskositatea eta tenperatura) kontrolatzeko. MPC-ren izaera aurreikuspenak prozesua bide onetik mantentzeko beharrezkoak diren doikuntza zehatzak kalkulatzeko aukera ematen dio, atzerapen luzeekin ere, fluidoa uneoro bere "leiho" erreologiko optimoan mantentzen dela ziurtatuz.
Kontrol sinple batetik ereduetan oinarritutako kontrol moldagarrirako trantsizioak prozesuen kudeaketa erreaktibotik proaktiboarako aldaketa garrantzitsua dakar. PID kontrolatzaile tradizionala berez erreaktiboa da, errore bat gertatzearen zain dago neurriak hartu aurretik. Denbora-atzerapen handiak dituen prozesu batean, erreakzio hau askotan beranduegi izaten da, eta horrek gainditzeak eta oszilazioak eragiten ditu. Kontrolatzaile moldagarri batek, prozesuaren eredua etengabe ikasiz, aurreikusi dezake nola eragingo dion goiko aldaketa batek —lehengai baten konposizioaren aldakuntzak, adibidez— azken produktuaren biskositateari desbideratzea esanguratsua bihurtu aurretik. Horri esker, sistemak doikuntza proaktiboak eta kalkulatuak egin ditzake, produktua zehaztapenen arabera mantentzen dela ziurtatuz eta hondakinak eta aldakortasuna minimizatuz. Hori da inplementazio arrakastatsuetan dokumentatutako loteen aldakortasunaren eta materialen hondakinen murrizketa masiboen eragile nagusia.
V. Inplementazio praktikoa, baliozkotzea eta estrategia operatiboak
Proiektu baten azken fasea sistema integratuaren hedapen arrakastatsua eta epe luzerako kudeaketa da. Horrek plangintza zorrotza eta jardunbide egokien atxikimendua eskatzen ditu.
5.1 Hedapen-jardunbide egokienak
Biskosometria onlinearen eta kontrol moldagarriaren integrazioa sistema integratzaile esperientziadunei eman beharreko zeregin konplexua da. Aurrealdearen diseinu ondo definitua funtsezkoa da, proiektuaren arazoen % 80ra arte fase honetara itzul baitaitezke. Kontrol-sistema zaharrak berritzean, integratzaile kualifikatu batek beharrezko espezializazioa eman dezake komunikazio-hutsuneak gainditzeko eta migrazio ezin hobea bermatzeko. Gainera, sentsoreen kokapen egokia funtsezkoa da. Biskosometria aire-burbuilarik, geldialdi-eremurik eta neurketetan eragin dezaketen partikula handirik gabeko leku batean instalatu behar da.
5.2 Datuen balidazioa eta bateratzea
Kontrol-sistema bat fidagarria izan dadin, oinarritzen den datuak balioztatu eta bateratu egin behar dira. Ingurune gogorretan dauden sentsore industrialak zarata, desbideratze eta erroreekiko sentikorrak dira. Sentsore-datu gordinengan itsu-itsuan konfiantza duen kontrol-begizta hauskorra da eta errore garestiak egiteko joera du.
Datuen balidazioa:Prozesu honek sentsoreen datu gordinak tratatzea dakar balioak esanguratsuak direla eta espero den tartean daudela ziurtatzeko. Metodo sinpleen artean, kanpoko balioak iragaztea eta denbora-tarte jakin batean hainbat neurketen batez bestekoa hartzea daude, zarata murrizteko.
Akats larriak detektatzea:Khi-karratu testa bezalako proba estatistikoak erabil daitezke errore esanguratsuak edo sentsoreen hutsegiteak detektatzeko, helburu-funtzioaren balioa balio kritiko batekin alderatuz.
Datuen bateratzea:Teknika aurreratuagoa da hau, sentsore-datu eta prozesu-eredu erredundanteak (adibidez, masa-kontserbazioa) erabiltzen dituena datu-multzo bakarra eta estatistikoki balioztatua sortzeko. Prozesu honek sisteman konfiantza areagotzen du eta erresilientzia-geruza auto-kontziente bat eskaintzen du sentsore-anomalia eta akats txikien aurrean.
Datuen balidazio geruza baten inplementazioa ez da aukerako ezaugarri bat; beharrezko osagai intelektuala da, kontrol sistema osoa sendoa eta fidagarria egiten duena benetako munduko inkoherentzien aurrean. Geruza honek sistema automatizazio tresna soil batetik benetako entitate adimentsu eta automonitorizatu bihurtzen du, produktuaren kalitatea etengabeko giza gainbegiratzerik gabe mantendu dezakeena.
5.3 Epe luzeko mantentze-lanak eta iraunkortasuna
Online biskosometria sistema baten epe luzerako arrakasta mantentze-estrategia ondo definitu baten mende dago.
Sentsoreen mantentze-lanak: Biskosímetro diseinu sendoak erabiltzeak, pieza mugikorrerik gabekoak eta korrosioarekiko erresistenteak diren materialak, hala nola 316L altzairu herdoilgaitza, zikinkeriaren arazoak nabarmen arindu eta mantentze-lanak sinplifikatu ditzake.
Sistemaren kalibrazioa eta baliozkotzea:Biskoszimetroaren zehaztasuna epe luzera bermatzeko, ezinbestekoa da kalibrazio erregularra egitea. Zehaztasun handiko aplikazioetarako, biskositate-estandar ziurtatuekin kalibratzea programatuta egin behar da, baina maiztasuna murriztu daiteke aplikazio ez hain kritikoetarako. Epe luzeko egonkortasun-azterketek frogatzen dutenez, biskoszimetro mota batzuek, hala nola beirazko kapilar edo bibrazio-biskoszimetroek, urteetan mantendu dezakete kalibrazioa, eta horrek nabarmen murrizten du kalibrazio-gertaera garestien maiztasuna.
ASoluzio erabilgarri batek onura ukigarriak ekar ditzake: lote arteko aldakortasunaren eta materialen hondakinaren murrizketa nabarmena, eta fabrikazio guztiz autonomo eta adimendunerako bidea.Start your opdenboraizatioiby iruzurrataktikat Lonnmeter.
Argitaratze data: 2025eko irailaren 9a







