

La industria cosmética moderna se caracteriza por formulaciones complejas, que a menudo incluyen fluidos no newtonianos. Los comportamientos reológicos inherentes de estos materiales, como la pseudoplástica y la tixotropía, presentan importantes desafíos para las metodologías de producción tradicionales, lo que genera inconsistencias entre lotes, un alto desperdicio de materia prima e ineficiencias operativas en procesos críticos como el bombeo y la mezcla. Los métodos convencionales de control de calidad, que se basan en mediciones reactivas de viscosidad fuera de línea, son fundamentalmente inadecuados para capturar el comportamiento dinámico de estos fluidos en condiciones de producción.

I. Reología y dinámica de fluidos en la producción cosmética
La producción de cosméticos es un proceso complejo donde las propiedades físicas del fluido son fundamentales. Un conocimiento profundo de estas propiedades es fundamental para cualquier debate significativo sobre la optimización de procesos. La dinámica de fluidos de los productos cosméticos no se rige por relaciones simples, lo que los diferencia fundamentalmente de los fluidos newtonianos como el agua.
1.1Viscosidad y reología
La viscosidad es una medida de la resistencia de un fluido a la aplicación de una tensión. En fluidos newtonianos simples, esta propiedad es constante y puede caracterizarse mediante un único valor. Sin embargo, las formulaciones cosméticas rara vez son tan sencillas. La mayoría de las lociones, cremas y champús se clasifican como fluidos no newtonianos, cuya resistencia al flujo varía con la fuerza aplicada (cizallamiento).
La reología es la disciplina más completa y esencial para esta industria. Se trata del estudio del flujo y la deformación de líquidos, geles y semisólidos. Un único dato no basta para predecir el comportamiento de un producto durante su bombeo, mezcla y envasado. Las características reológicas de un producto influyen directamente en sus atributos sensoriales, su estabilidad a largo plazo en el envase y su rendimiento funcional. Por ejemplo, la viscosidad de una crema determina su extensibilidad sobre la piel, y la consistencia de un champú afecta la cantidad que el consumidor dispensa del envase.
1.2Fluidos no newtonianos y sus desafíos en la fabricación
La complejidad de la fabricación de cosméticos se deriva de los diversos comportamientos reológicos de los fluidos involucrados. Comprender estos comportamientos es clave para abordar los desafíos de producción subyacentes.
Pseudoplasticidad (adelgazamiento por cizallamiento):Esta es una propiedad independiente del tiempo, donde la viscosidad aparente de un fluido disminuye a medida que aumenta la velocidad de cizallamiento. Muchas emulsiones y lociones cosméticas presentan este comportamiento, deseable para productos que necesitan ser espesos en reposo, pero que se vuelven extensibles o fluidos al aplicarse.
Tixotropía:Esta es una propiedad pseudoplástica dependiente del tiempo. Los fluidos tixotrópicos, como ciertos geles y suspensiones coloidales, se vuelven menos viscosos al agitarse o cizallarse con el tiempo y tardan un tiempo fijo en volver a su estado original, más viscoso, al eliminarse la tensión. Un ejemplo clásico es la pintura antigoteo, que se diluye con el roce de una brocha, pero se espesa rápidamente en una superficie vertical para evitar que se descuelgue. El yogur y algunos champús también presentan esta propiedad.
Fluidos de rendimiento límite:Estos materiales se comportan como un sólido en reposo y solo comienzan a fluir cuando la tensión de cizallamiento aplicada supera un valor crítico, conocido como límite elástico o tensión de fluencia. El kétchup es un ejemplo común. En cosmética, los productos con un límite elástico alto son percibidos por los consumidores como de mayor volumen y una sensación de mayor calidad.
1.3 El impacto directo en la eficiencia del proceso
El comportamiento no lineal de estos fluidos tiene un efecto profundo y a menudo perjudicial en las operaciones de fabricación estándar.
1.3.1 Operaciones de bombeo:
El rendimiento de las bombas centrífugas, omnipresentes en la industria manufacturera, se ve significativamente afectado por la viscosidad del fluido. La altura de bombeo y el caudal volumétrico de una bomba pueden verse sustancialmente reducidos al bombear fluidos no newtonianos de alta viscosidad. Estudios demuestran que un aumento del contenido de sólidos en una mezcla puede provocar reducciones de altura de bombeo y eficiencia de hasta un 60 % y un 25 %, respectivamente, en mezclas concentradas. Esta reducción no es estática; la alta velocidad de corte dentro de la bomba puede alterar la viscosidad aparente del fluido, lo que provoca un rendimiento impredecible de la bomba y la falta de un caudal constante. La alta resistencia de los líquidos viscosos también impone una mayor carga radial sobre los rodamientos y causa problemas con los sellos mecánicos, lo que aumenta el riesgo de fallos en los equipos y la necesidad de mantenimiento.
1.3.2 Mezcla y agitación:
En un tanque de mezcla, la alta viscosidad de los fluidos cosméticos puede reducir considerablemente el flujo del impulsor, concentrando la acción de cizallamiento y mezcla en una pequeña región que rodea inmediatamente el álabe del impulsor. Esto genera un desperdicio considerable de energía e impide que todo el lote alcance la homogeneidad. En el caso de los fluidos pseudoplásticos, este efecto se agrava, ya que el fluido alejado del impulsor experimenta bajas velocidades de cizallamiento y mantiene una alta viscosidad, creando "islas de mezcla lenta" o "pseudocavernas" que no se homogeneizan correctamente. El resultado es una distribución desigual de los componentes y un producto final inconsistente.
El enfoque tradicional de medición manual de la viscosidad fuera de línea resulta fundamentalmente inadecuado para gestionar estas complejidades. La viscosidad de un fluido no newtoniano no es un valor único, sino una función de la velocidad de corte y, en algunos casos, de su duración. Las condiciones en las que se mide una muestra de laboratorio (p. ej., en un vaso de precipitados a una velocidad y temperatura específicas) no reflejan las condiciones de corte dinámico dentro de una tubería o un tanque de mezcla. En consecuencia, una medición realizada a una velocidad y temperatura fijas probablemente sea irrelevante para el comportamiento del fluido durante un proceso dinámico. Cuando un equipo de fabricación se basa en comprobaciones manuales con intervalos de dos horas, no solo es demasiado lento para reaccionar a las fluctuaciones del proceso en tiempo real, sino que también basa sus decisiones en un valor que puede no representar con precisión el estado del fluido en proceso. Esta dependencia de datos defectuosos y reactivos crea un círculo vicioso de control deficiente y alta variabilidad operativa, que es imposible de romper sin un enfoque nuevo y proactivo.

Mezcla y combinación de cosméticos
II. Selección de sensores e implementación de hardware en entornos hostiles
Para ir más allá de los métodos manuales es necesario seleccionar viscosímetros en línea robustos y confiables capaces de proporcionar datos continuos y en tiempo real desde el interior del proceso.
2.1Viscometría en línea
Viscosímetros en líneaYa sea instalados directamente en la línea de proceso (en línea) o en un circuito de derivación, proporcionan mediciones de viscosidad en tiempo real las 24 horas del día, los 7 días de la semana, lo que permite la monitorización y el control constantes del proceso. Esto contrasta marcadamente con los métodos de laboratorio fuera de línea, que son inherentemente reactivos y solo pueden proporcionar una instantánea del estado del proceso a intervalos discretos. La capacidad de obtener datos fiables y continuos de la línea de producción es un requisito previo para la implementación de un sistema de control automatizado de circuito cerrado.
2.2 Requisitos esenciales del viscosímetro
La elección del viscosímetro para la fabricación de cosméticos debe guiarse por las limitaciones ambientales y operativas únicas de la industria.
Restricciones ambientales y de durabilidad:
Alta temperatura y presión:Las formulaciones cosméticas suelen requerir calentamiento a una temperatura específica para garantizar una mezcla y emulsificación adecuadas. El sensor seleccionado debe funcionar de forma fiable a temperaturas de hasta 300 °C y presiones de hasta 500 bar.
Resistencia a la corrosión:Muchos ingredientes cosméticos, incluyendo surfactantes y diversos aditivos, pueden ser corrosivos con el tiempo. Las partes húmedas del sensor deben estar fabricadas con materiales altamente duraderos y resistentes a la corrosión. El acero inoxidable 316L es la opción estándar por su resistencia en estos entornos.
Inmunidad a la vibración:Los entornos de fabricación son mecánicamente ruidosos, ya que las bombas, agitadores y demás maquinaria producen vibraciones ambientales significativas. El principio de medición de un sensor debe ser inherentemente inmune a estas vibraciones para garantizar la integridad de los datos.
2.3 Análisis de tecnologías de viscosímetros para la integración de procesos
Para una integración en línea sólida, ciertas tecnologías son más adecuadas que otras.
Viscosímetros vibracionales/resonantesEsta tecnología funciona midiendo el efecto amortiguador del fluido sobre un elemento vibratorio, como una horquilla o un resonador, para determinar la viscosidad. Este principio ofrece varias ventajas clave para aplicaciones cosméticas. Estos sensores no tienen piezas móviles, lo que minimiza la necesidad de mantenimiento y reduce los costos operativos generales. Un diseño bien diseñado, como un resonador coaxial balanceado, anula activamente los pares de reacción y, por lo tanto, es completamente insensible a las condiciones de montaje y las vibraciones externas. Esta inmunidad al ruido ambiental garantiza una medición estable, repetible y reproducible, incluso en flujo turbulento o en condiciones de alto cizallamiento. Estos sensores también pueden medir la viscosidad en un rango extremadamente amplio, desde fluidos de viscosidad muy baja hasta muy alta, lo que los hace muy versátiles para una diversa gama de productos.
Tecnologías rotacionales y otras:Si bien los viscosímetros rotacionales son muy eficaces en el laboratorio para generar curvas de flujo completo, su complejidad y la presencia de piezas móviles pueden dificultar su mantenimiento en una aplicación industrial en línea. Otros tipos, como los de elemento descendente o capilar, pueden ser adecuados para aplicaciones específicas, pero suelen presentar limitaciones para medir fluidos no newtonianos o son susceptibles a fluctuaciones de temperatura y caudal.
La fiabilidad de un sistema de control automatizado es directamente proporcional a la fiabilidad de la entrada de su sensor. Por lo tanto, la estabilidad a largo plazo y los requisitos mínimos de calibración del viscosímetro no son solo características prácticas, sino requisitos fundamentales para un sistema de control viable y de bajo mantenimiento. El coste de un sensor debe considerarse no solo como la inversión inicial de capital, sino como su coste total de propiedad (TCO), que incluye la mano de obra y el tiempo de inactividad asociados al mantenimiento y la calibración. Datos de instrumentos comoviscosímetros capilaresDemuestran que, con un manejo y una limpieza adecuados, su calibración puede permanecer estable durante una década o más, lo que demuestra que la estabilidad a largo plazo es un atributo alcanzable y crucial en la instrumentación de procesos. Un sensor que puede mantener su calibración durante periodos prolongados reduce significativamente el riesgo del proyecto de automatización, eliminando una fuente importante de variación potencial del proceso y permitiendo que el sistema funcione de forma autónoma con mínima intervención humana.
| Tecnología | Principio de funcionamiento | Adecuación para fluidos no newtonianos | Capacidad de alta temperatura y presión | Resistencia a la corrosión | Inmunidad a las vibraciones | Mantenimiento/Calibración |
| Vibracional/Resonante | Mide la amortiguación del fluido en un elemento vibrante (horquilla, resonador). | Excelente (lectura reproducible y de alto cizallamiento). | Alta (hasta 300°C, 500 bar). | Excelente (todas las partes húmedas son de acero inoxidable 316L). | Excelente (diseño de resonador balanceado). | Bajo (sin partes móviles, mínima suciedad). |
| Rotacional | Mide el torque necesario para girar un husillo en el fluido. | Excelente (proporciona una curva de flujo completa en un entorno de laboratorio). | Moderado a alto (varía según el modelo). | Bueno (requiere materiales de husillo específicos). | Pobre (muy sensible a la vibración externa). | Alto (limpieza frecuente, piezas móviles). |
| Presión capilar/diferencial | Mide la caída de presión a través de un tubo fijo a un caudal constante. | Limitado (produce una única viscosidad newtoniana promedio). | Moderado a alto (requiere estabilidad de temperatura). | Bueno (depende del material del capilar). | Moderado (dependiente del flujo, requiere flujo estable). | Alto (requiere limpieza, susceptible a obstrucciones). |
| Elemento en caída | Mide el tiempo que tarda un elemento en caer a través del fluido. | Limitado (produce una única viscosidad newtoniana promedio). | Moderado a alto (depende de los materiales). | Bueno (depende del material del elemento). | Moderado (susceptible a la vibración). | Moderado (partes móviles, requiere recalibración). |
2.4 Ubicación óptima del sensor para obtener datos precisos
La ubicación física del viscosímetro es tan crucial como la tecnología misma. Una ubicación adecuada garantiza que los datos recopilados sean representativos del estado del proceso. Las mejores prácticas indican que el sensor debe colocarse en un lugar donde el fluido sea homogéneo y donde el elemento sensor esté completamente sumergido en todo momento. Se deben evitar los puntos altos de la tubería donde puedan acumularse burbujas de aire, ya que el aire atrapado puede interrumpir las mediciones, especialmente paraviscosímetros vibracionalesDe igual manera, se debe evitar la instalación en zonas de estancamiento donde el fluido no esté en constante movimiento para evitar la formación de depósitos de material en el sensor. Una buena estrategia es colocar el sensor en una sección de la tubería donde el flujo sea estable y constante, como un tubo ascendente vertical o una zona con un caudal constante, para proporcionar los datos más fiables al sistema de control.
III.Integración perfecta de PLC/DCS a través de RS485
El despliegue exitoso de unviscosímetro en líneaSe basa en su integración fluida con la infraestructura de control de planta existente. La elección del protocolo de comunicación y la capa física es una decisión estratégica que busca un equilibrio entre fiabilidad, coste y compatibilidad con los sistemas heredados.
3.1 Descripción general de la arquitectura del sistema
La arquitectura de control industrial estándar para esta aplicación es una relación maestro-esclavo. El PLC o DCS central de la planta actúa como "maestro", iniciando la comunicación con el viscosímetro, que funciona como dispositivo "esclavo". El dispositivo esclavo permanece inactivo hasta que el maestro lo consulta, momento en el que responde con los datos solicitados. Este modelo de comunicación uno a muchos evita colisiones de datos y simplifica la gestión de la red.
3.2 La interfaz de comunicación RS485
La interfaz de comunicación RS485 es un estándar sólido y ampliamente adoptado para la automatización industrial, particularmente para aplicaciones que requieren comunicación multipunto a larga distancia.
Méritos técnicos:
Larga distancia y multientregaRS485 admite la transmisión de datos a distancias de hasta 2000 metros, lo que lo hace ideal para instalaciones industriales extensas. Un solo bus puede conectar hasta 30 dispositivos, cifra que puede ampliarse a 24/7 mediante repetidores, lo que reduce significativamente el coste y la complejidad de la infraestructura de cableado.
Inmunidad al ruido:RS485 emplea un enfoque de señalización diferencial balanceada a través de un cable de par trenzado. Este diseño proporciona una inmunidad excepcional a las interferencias electromagnéticas (EMI) y otros ruidos eléctricos, un problema común en plantas con motores y variadores de velocidad de gran tamaño.


3.3 Superando la brecha PLC/DCS
El RS485 no es simplemente una preferencia técnica; es una decisión empresarial estratégica que reduce significativamente las barreras de entrada a la automatización de procesos. Su capacidad para cubrir largas distancias y resistir el ruido lo convierte en la opción ideal para entornos industriales donde estos factores son más importantes que la velocidad de comunicación.
IV. Derivación teórica del control adaptativo basado en modelos
Esta sección proporciona una base intelectual rigurosa para una estrategia de control capaz de manejar la dinámica compleja y no lineal de los fluidos cosméticos.
4.1 La necesidad de un control avanzado
Los controladores Proporcional-Integral-Derivativo (PID) tradicionales se basan en modelos lineales de proceso y no son adecuados para gestionar los comportamientos no lineales, dependientes del tiempo y de propiedades variables de los fluidos no newtonianos. Un controlador PID es reactivo; espera a que se produzca una desviación del punto de ajuste antes de tomar medidas correctivas. En procesos con dinámicas de respuesta largas, como un tanque de mezcla grande o un espesador, esto puede provocar una corrección lenta de errores, oscilaciones o sobrepasar la viscosidad objetivo. Además, perturbaciones externas, como fluctuaciones de temperatura o variaciones en la composición de la materia prima entrante, requerirían un reajuste manual constante del controlador PID, lo que generaría inestabilidad e ineficiencia en el proceso.
4.2 Modelado reológico para el control
La base de una estrategia de control exitosa para fluidos no newtonianos es un modelo matemático preciso y predictivo de su comportamiento.
4.2.1 Modelado Constitutivo (Primeros Principios):
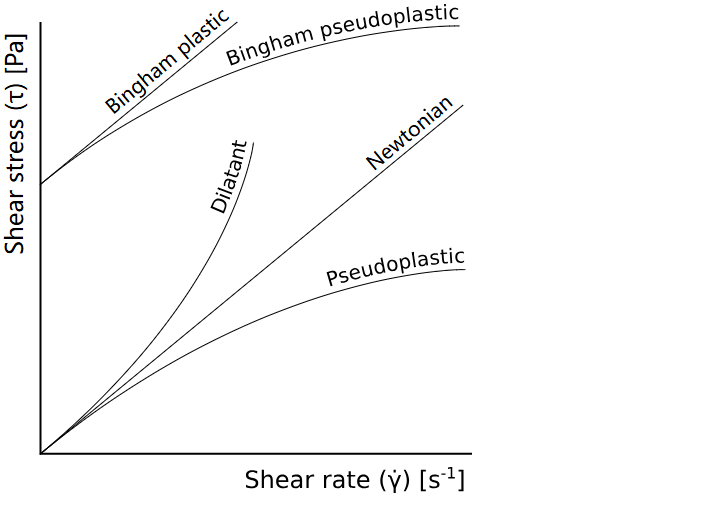
El modelo de Herschel-Bulkley es una potente ecuación constitutiva que describe el comportamiento reológico de fluidos que presentan tanto tensión de fluencia como características de adelgazamiento o espesamiento por cizallamiento. El modelo relaciona la tensión de cizallamiento (τ) con la velocidad de cizallamiento (γ˙) mediante tres parámetros clave:
τ=τγ+K(γ˙)n
τγ (Esfuerzo elástico): Esfuerzo cortante mínimo que debe superarse para que el fluido comience a fluir.
K (Índice de Consistencia): Un parámetro análogo a la viscosidad, que representa la resistencia del fluido a fluir.
n (Índice de comportamiento de flujo): Un parámetro crucial que define el comportamiento del fluido: n<1 para adelgazamiento por cizallamiento (pseudoplástico), n>1 para espesamiento por cizallamiento (dilatante) y n=1 para un plástico de Bingham.
Este modelo proporciona un marco matemático para que un controlador prediga cómo cambiará la viscosidad aparente de un fluido bajo diferentes tasas de cizallamiento dentro del proceso, desde una región de mezcla de bajo cizallamiento hasta el entorno de alto cizallamiento de una bomba.
4.2.2 Modelado basado en datos:
Además de los modelos de primeros principios, se puede utilizar un enfoque basado en datos para construir un modelo de proceso que aprenda de los datos en tiempo real proporcionados por el viscosímetro en línea. Esto es especialmente útil para formulaciones complejas donde es difícil obtener un modelo preciso de primeros principios. Un modelo basado en datos puede ajustar y optimizar de forma adaptativa los parámetros del sensor en tiempo real para tener en cuenta factores externos como cambios en la composición del aceite o fluctuaciones de temperatura. Este enfoque ha demostrado controlar con éxito el error absoluto promedio de las mediciones de viscosidad dentro de un rango estrecho, demostrando un excelente rendimiento y fiabilidad.
4.3 Derivación de la ley de control adaptativo
La clave de un sistema de control adaptativo basado en modelos reside en su capacidad de aprender y adaptarse continuamente a las condiciones cambiantes del proceso. El controlador no depende de parámetros fijos, sino que actualiza dinámicamente su modelo interno del proceso.
Principio fundamental:Un controlador adaptativo estima o actualiza continuamente los parámetros de su modelo interno en tiempo real basándose en los datos entrantes de los sensores. Esto le permite aprender y compensar las variaciones del proceso causadas por cambios en las materias primas, el desgaste de los equipos o las variaciones ambientales.
Formulación de la ley de control:
Estimación de parámetros del modelo: Un estimador de parámetros, a menudo basado en un algoritmo de mínimos cuadrados recursivos (RLS) con un factor de olvido adaptativo, utiliza los datos del sensor en tiempo real (viscosidad, temperatura, velocidad de corte) para ajustar continuamente los parámetros del modelo, como los valores de K y n del modelo Herschel-Bulkley. Este es el componente "adaptativo".
Algoritmo de control predictivo:El modelo de proceso actualizado se utiliza para predecir el comportamiento futuro del fluido. Un algoritmo de Control Predictivo de Modelos (MPC) es una estrategia ideal para esta aplicación. El MPC puede gestionar simultáneamente múltiples variables manipuladas (p. ej., la tasa de adición del espesador y la velocidad de la bomba) para controlar diversas variables de salida (p. ej., la viscosidad y la temperatura). La naturaleza predictiva del MPC le permite calcular los ajustes precisos necesarios para mantener el proceso en marcha, incluso con retrasos prolongados, garantizando que el fluido se mantenga dentro de su ventana reológica óptima en todo momento.
La transición del control de retroalimentación simple al control adaptativo basado en modelos representa un cambio fundamental de la gestión de procesos reactiva a la proactiva. Un controlador PID tradicional es inherentemente reactivo, esperando a que se produzca un error antes de actuar. En un proceso con retrasos significativos, esta reacción suele ser demasiado tardía, lo que provoca sobreimpulsos y oscilaciones. Un controlador adaptativo, mediante el aprendizaje continuo del modelo de proceso, puede predecir cómo un cambio previo, como una variación en la composición de una materia prima, afectará la viscosidad del producto final antes de que la desviación sea significativa. Esto permite al sistema realizar ajustes proactivos y calculados, garantizando que el producto se mantenga dentro de las especificaciones y minimizando el desperdicio y la variabilidad. Este es el principal impulsor de las reducciones significativas en la variabilidad de los lotes y el desperdicio de material documentadas en implementaciones exitosas.
V. Implementación práctica, validación y estrategias operativas
La fase final de un proyecto consiste en la implementación exitosa y la gestión a largo plazo del sistema integrado. Esto requiere una planificación meticulosa y el cumplimiento de las mejores prácticas operativas.
5.1 Mejores prácticas de implementación
La integración de la viscosimetría en línea y el control adaptativo es una tarea compleja que debe confiarse a integradores de sistemas con experiencia. Un diseño front-end bien definido es fundamental, ya que hasta el 80 % de los problemas del proyecto se originan en esta fase. Al modernizar sistemas de control heredados, un integrador cualificado puede aportar la experiencia necesaria para solucionar las deficiencias de comunicación y garantizar una migración fluida. Además, la correcta colocación del sensor es fundamental. El viscosímetro debe instalarse en un lugar libre de burbujas de aire, zonas de estancamiento y partículas grandes que puedan interferir con las mediciones.
5.2 Validación y conciliación de datos
Para que un sistema de control sea confiable, los datos en los que se basa deben validarse y conciliarse. Los sensores industriales en entornos hostiles son susceptibles al ruido, la deriva y los errores. Un lazo de control que confía ciegamente en los datos brutos de los sensores es frágil y propenso a errores costosos.
Validación de datos:Este proceso implica el tratamiento de los datos brutos de los sensores para garantizar que los valores sean significativos y se encuentren dentro del rango esperado. Algunos métodos sencillos incluyen filtrar valores atípicos y promediar varias mediciones durante un período definido para reducir el ruido.
Detección de errores graves:Se pueden utilizar pruebas estadísticas, como la prueba de chi-cuadrado, para detectar errores significativos o fallas del sensor comparando el valor de la función objetivo con un valor crítico.
Conciliación de datos:Esta es una técnica más avanzada que utiliza datos redundantes de sensores y modelos de proceso (p. ej., conservación de masa) para generar un único conjunto de datos validado estadísticamente. Este proceso aumenta la confianza en el sistema y proporciona una capa de resiliencia autoconsciente ante pequeñas anomalías y fallos del sensor.
La implementación de una capa de validación de datos no es una función opcional; es un componente intelectual necesario que dota a todo el sistema de control de robustez y fiabilidad ante inconsistencias reales. Esta capa transforma el sistema de una simple herramienta de automatización en una entidad verdaderamente inteligente y autosupervisada, capaz de mantener la calidad del producto sin supervisión humana constante.
5.3 Mantenimiento a largo plazo y sostenibilidad
El éxito a largo plazo de un sistema de viscosimetría en línea depende de una estrategia de mantenimiento bien definida.
Mantenimiento del sensor: El uso de diseños de viscosímetros robustos sin partes móviles y materiales resistentes a la corrosión, como el acero inoxidable 316L, puede mitigar significativamente los desafíos de la incrustación y simplificar las rutinas de mantenimiento.
Calibración y validación del sistema:La calibración regular es esencial para garantizar la precisión a largo plazo del viscosímetro. Para aplicaciones de alta precisión, la calibración con estándares de viscosidad certificados debe realizarse de forma programada, pero la frecuencia puede reducirse para aplicaciones menos críticas. Como lo demuestran los estudios de estabilidad a largo plazo, algunos tipos de viscosímetros, como los capilares de vidrio o los vibracionales, pueden mantener su calibración durante años, lo que reduce significativamente la frecuencia de costosas calibraciones.
AUna solución viable puede ofrecer beneficios tangibles: una reducción significativa en la variabilidad de lote a lote y en el desperdicio de material, y un camino hacia una fabricación inteligente y totalmente autónoma.Start your optiempoizationby estafatácticat Lonnmeter.
Hora de publicación: 09-sep-2025







