

Die moderne Kosmetikindustrie zeichnet sich durch komplexe Formulierungen aus, die häufig nicht-newtonsche Flüssigkeiten enthalten. Das inhärente rheologische Verhalten dieser Materialien, wie z. B. Strukturviskosität und Thixotropie, stellt traditionelle Produktionsmethoden vor erhebliche Herausforderungen und führt zu Chargeninkonsistenzen, hohem Rohstoffverbrauch und betrieblichen Ineffizienzen in kritischen Prozessen wie Pumpen und Mischen. Konventionelle Qualitätskontrollmethoden, die auf reaktiven, Offline-Viskositätsmessungen basieren, sind grundsätzlich ungeeignet, um das dynamische Verhalten dieser Flüssigkeiten unter Produktionsbedingungen zu erfassen.

I. Rheologie und Fluiddynamik in der Kosmetikproduktion
Die Herstellung von Kosmetika ist ein komplexer Prozess, bei dem die physikalischen Eigenschaften der Flüssigkeiten von entscheidender Bedeutung sind. Ein tiefes Verständnis dieser Eigenschaften ist Voraussetzung für jede sinnvolle Diskussion über Prozessoptimierung. Die Fluiddynamik von Kosmetikprodukten folgt keinen einfachen Gesetzmäßigkeiten und unterscheidet sich daher grundlegend von Newtonschen Flüssigkeiten wie Wasser.
1.1Viskosität und Rheologie
Viskosität ist ein Maß für den Widerstand einer Flüssigkeit gegen eine einwirkende Kraft. Bei einfachen Newtonschen Flüssigkeiten ist diese Eigenschaft konstant und lässt sich durch einen einzigen Wert charakterisieren. Kosmetische Formulierungen sind jedoch selten so einfach. Die meisten Lotionen, Cremes und Shampoos zählen zu den nicht-Newtonschen Flüssigkeiten, deren Fließwiderstand sich mit der einwirkenden Kraft (Scherung) ändert.
Die Rheologie ist die umfassendere und wichtigste Disziplin für diese Branche. Sie untersucht das Fließ- und Verformungsverhalten von Flüssigkeiten, Gelen und halbfesten Stoffen. Ein einzelner Messwert reicht nicht aus, um das Verhalten eines Produkts beim Pumpen, Mischen und Abfüllen vorherzusagen. Die rheologischen Eigenschaften eines Produkts beeinflussen direkt seine sensorischen Merkmale, seine Langzeitstabilität in der Verpackung und seine Funktionalität. So bestimmt beispielsweise die Viskosität einer Creme ihre Verteilbarkeit auf der Haut, und die Konsistenz eines Shampoos beeinflusst die Menge, die ein Verbraucher aus der Flasche entnimmt.
1.2Nicht-Newtonsche Fluide und ihre Herstellungsherausforderungen
Die Komplexität der Kosmetikherstellung resultiert aus den unterschiedlichen rheologischen Eigenschaften der verwendeten Flüssigkeiten. Das Verständnis dieser Eigenschaften ist der Schlüssel zur Bewältigung der damit verbundenen Produktionsherausforderungen.
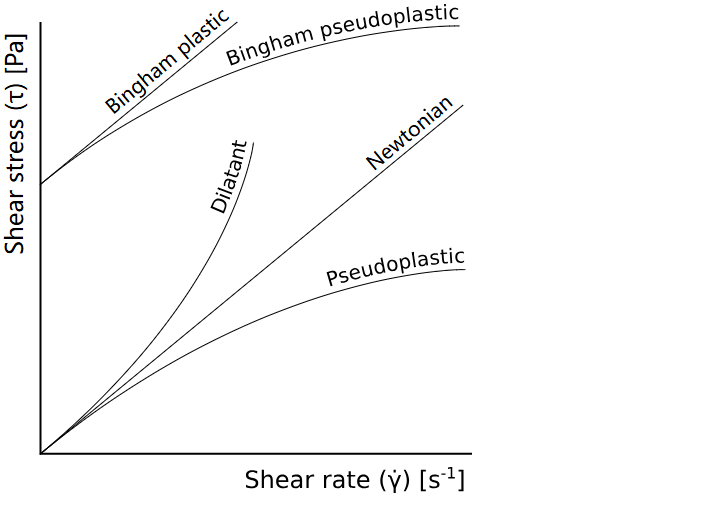
Pseudoplastizität (Scherverdünnung):Dies ist eine zeitunabhängige Eigenschaft, bei der die scheinbare Viskosität einer Flüssigkeit mit zunehmender Scherrate abnimmt. Viele kosmetische Emulsionen und Lotionen weisen dieses Verhalten auf, was für Produkte erwünscht ist, die im Ruhezustand dickflüssig sein müssen, sich aber beim Auftragen verstreichen oder fließen lassen.
Thixotropie:Dies ist eine zeitabhängige Strukturviskosität. Thixotrope Flüssigkeiten, wie bestimmte Gele und kolloidale Suspensionen, werden unter Bewegung oder Scherung mit der Zeit dünnflüssiger und benötigen eine bestimmte Zeit, um nach dem Wegfall der Belastung wieder ihren ursprünglichen, dickflüssigeren Zustand anzunehmen. Ein klassisches Beispiel ist tropffreie Farbe, die unter dem Druck eines Pinsels dünnflüssiger wird, an senkrechten Flächen jedoch schnell wieder dickflüssiger wird, um ein Verlaufen zu verhindern. Auch Joghurt und einige Shampoos weisen diese Eigenschaft auf.
Fließgrenzenflüssigkeiten:Diese Materialien verhalten sich im Ruhezustand wie ein Festkörper und beginnen erst zu fließen, wenn eine Scherspannung einen kritischen Wert, die sogenannte Fließgrenze, überschreitet. Ketchup ist ein gängiges Beispiel. In der Kosmetikbranche werden Produkte mit einer hohen Fließgrenze von den Verbrauchern als „voluminöser“ und hochwertiger wahrgenommen.
1.3 Die direkten Auswirkungen auf die Prozesseffizienz
Das nichtlineare Verhalten dieser Fluide hat einen tiefgreifenden und oft nachteiligen Einfluss auf herkömmliche Fertigungsprozesse.
1.3.1 Pumpvorgänge:
Die Leistung von Kreiselpumpen, die in der Fertigung weit verbreitet sind, wird maßgeblich von der Viskosität des Fördermediums beeinflusst. Förderhöhe und Fördermenge einer Pumpe können beim Pumpen hochviskoser, nicht-newtonscher Flüssigkeiten erheblich reduziert werden. Studien zeigen, dass ein erhöhter Feststoffgehalt in einem Gemisch bei konzentrierten Gemischen zu einer Reduzierung der Förderhöhe um bis zu 60 % und des Wirkungsgrads um bis zu 25 % führen kann. Diese Leistungsreduzierung ist dynamisch; die hohe Scherrate im Inneren der Pumpe kann die scheinbare Viskosität des Fördermediums verändern, was zu unvorhersehbarem Pumpenverhalten und ungleichmäßigem Förderstrom führt. Der hohe Widerstand viskoser Flüssigkeiten erhöht zudem die radiale Belastung der Lager und verursacht Probleme mit Gleitringdichtungen, wodurch das Risiko von Geräteausfällen und der Wartungsaufwand steigen.
1.3.2 Mischen und Rühren:
In einem Mischtank kann die hohe Viskosität kosmetischer Flüssigkeiten den Durchfluss des Rührwerks stark dämpfen und die Scher- und Mischwirkung auf einen kleinen Bereich unmittelbar um das Rührwerksblatt konzentrieren. Dies führt zu erheblichem Energieverlust und verhindert, dass die gesamte Charge homogenisiert wird. Bei scherverdünnenden Flüssigkeiten verstärkt sich dieser Effekt, da die Flüssigkeit in größerer Entfernung vom Rührwerk niedrigen Scherraten ausgesetzt ist und eine hohe Viskosität beibehält. Dadurch entstehen Bereiche mit geringer Durchmischung oder sogenannte „Pseudo-Kavernen“, die nicht ausreichend homogenisiert werden. Das Ergebnis ist eine ungleichmäßige Verteilung der Komponenten und ein inkonsistentes Endprodukt.
Die traditionelle manuelle, Offline-Viskositätsmessung ist für die Bewältigung dieser komplexen Zusammenhänge grundsätzlich unzureichend. Die Viskosität einer nicht-Newtonschen Flüssigkeit ist kein einzelner Wert, sondern eine Funktion der Scherrate und in manchen Fällen auch der Scherdauer. Die Bedingungen, unter denen eine Laborprobe gemessen wird (z. B. in einem Becherglas bei einer bestimmten Spindeldrehzahl und Temperatur), spiegeln nicht die dynamischen Scherbedingungen in einem Rohr oder einem Mischbehälter wider. Folglich ist eine Messung bei konstanter Scherrate und Temperatur wahrscheinlich irrelevant für das Verhalten der Flüssigkeit während eines dynamischen Prozesses. Wenn sich ein Fertigungsteam auf manuelle Kontrollen im Zweistundenintervall verlässt, reagiert es nicht nur zu langsam auf Prozessschwankungen in Echtzeit, sondern trifft seine Entscheidungen auch auf der Grundlage eines Wertes, der den Zustand der Flüssigkeit während des Prozesses möglicherweise nicht genau widerspiegelt. Diese Abhängigkeit von fehlerhaften, reaktiven Daten erzeugt einen Teufelskreis aus mangelhafter Kontrolle und hoher betrieblicher Variabilität, der sich ohne einen neuen, proaktiven Ansatz nicht durchbrechen lässt.

Kosmetik mischen und verblenden
II. Sensorauswahl und Hardware-Implementierung in rauen Umgebungen
Um über manuelle Methoden hinauszugehen, ist die Auswahl robuster, zuverlässiger Online-Viskosimeter erforderlich, die in der Lage sind, kontinuierlich Echtzeitdaten aus dem Prozess heraus zu liefern.
2.1Online-Viskosimetrie
Online-ViskosimeterOb direkt in die Prozesslinie (Inline) oder in einem Bypass installiert, liefern Viskositätsmessgeräte in Echtzeit rund um die Uhr und ermöglichen so eine kontinuierliche Prozessüberwachung und -steuerung. Dies steht im deutlichen Gegensatz zu Offline-Labormethoden, die reaktiv arbeiten und lediglich Momentaufnahmen des Prozesszustands in diskreten Intervallen liefern. Die Fähigkeit, zuverlässige und kontinuierliche Daten aus der Produktionslinie zu gewinnen, ist eine Grundvoraussetzung für die Implementierung eines automatisierten, geschlossenen Regelkreises.
2.2 Wesentliche Anforderungen an ein Viskosimeter
Die Wahl des Viskosimeters für die Kosmetikherstellung muss sich nach den spezifischen Umwelt- und Betriebsbedingungen der Branche richten.
Umwelt- und Haltbarkeitsbeschränkungen:
Hohe Temperatur und hoher Druck:Kosmetische Formulierungen erfordern häufig das Erhitzen auf eine bestimmte Temperatur, um eine optimale Vermischung und Emulgierung zu gewährleisten. Der ausgewählte Sensor muss zuverlässig bei Temperaturen bis zu 300 °C und Drücken bis zu 500 bar funktionieren.
Korrosionsbeständigkeit:Viele Inhaltsstoffe von Kosmetika, darunter Tenside und verschiedene Zusatzstoffe, können mit der Zeit korrosiv wirken. Die medienberührenden Teile des Sensors müssen daher aus hochbeständigen, korrosionsbeständigen Materialien gefertigt sein. Edelstahl 316L ist aufgrund seiner Widerstandsfähigkeit in solchen Umgebungen eine Standardwahl.
Immunität gegen Vibrationen:In Produktionsumgebungen herrscht mechanischer Lärm; Pumpen, Rührwerke und andere Maschinen erzeugen erhebliche Umgebungsvibrationen. Das Messprinzip eines Sensors muss daher gegenüber diesen Vibrationen unempfindlich sein, um die Datenintegrität zu gewährleisten.
2.3 Analyse von Viskosimetertechnologien für die Prozessintegration
Für eine robuste Online-Integration eignen sich manche Technologien besser als andere.
Vibrations-/ResonanzviskosimeterDiese Technologie misst die Dämpfungswirkung einer Flüssigkeit auf ein vibrierendes Element, wie beispielsweise eine Gabel oder einen Resonator, um die Viskosität zu bestimmen. Dieses Prinzip bietet entscheidende Vorteile für kosmetische Anwendungen. Da die Sensoren keine beweglichen Teile besitzen, ist der Wartungsaufwand minimal und die Betriebskosten werden reduziert. Eine durchdachte Konstruktion, wie beispielsweise ein symmetrischer Koaxialresonator, kompensiert aktiv Reaktionsdrehmomente und ist daher völlig unempfindlich gegenüber Montagebedingungen und externen Vibrationen. Diese Unempfindlichkeit gegenüber Umgebungsgeräuschen gewährleistet eine stabile, wiederholbare und reproduzierbare Messung, selbst bei turbulenter Strömung oder hohen Scherkräften. Die Sensoren können zudem Viskositäten in einem extrem breiten Bereich messen, von sehr niedrig bis sehr hochviskosen Flüssigkeiten, wodurch sie sich für ein vielfältiges Produktportfolio eignen.
Rotations- und andere Technologien:Rotationsviskosimeter sind zwar im Labor zur Erstellung vollständiger Fließkurven sehr effektiv, ihre Komplexität und die beweglichen Teile können jedoch die Wartung in industriellen Inline-Anwendungen erschweren. Andere Typen, wie beispielsweise Fallelement- oder Kapillarviskosimeter, eignen sich zwar für bestimmte Anwendungen, stoßen aber häufig bei der Messung nicht-Newtonscher Flüssigkeiten an ihre Grenzen oder reagieren empfindlich auf Temperatur- und Durchflussschwankungen.
Die Zuverlässigkeit eines automatisierten Steuerungssystems ist direkt proportional zur Vertrauenswürdigkeit seiner Sensordaten. Daher sind Langzeitstabilität und minimaler Kalibrieraufwand des Viskosimeters nicht nur Komfortmerkmale, sondern grundlegende Voraussetzungen für ein praktikables und wartungsarmes Steuerungssystem. Die Kosten eines Sensors müssen nicht nur als anfängliche Investitionsausgabe, sondern als Gesamtbetriebskosten (Total Cost of Ownership, TCO) betrachtet werden, die auch den Arbeitsaufwand und die Ausfallzeiten für Wartung und Kalibrierung umfassen. Daten von Instrumenten wieKapillarviskosimeterDie Ergebnisse zeigen, dass die Kalibrierung bei sachgemäßer Handhabung und Reinigung über ein Jahrzehnt oder länger stabil bleibt. Dies beweist, dass Langzeitstabilität eine erreichbare und entscheidende Eigenschaft von Prozessinstrumenten ist. Ein Sensor, der seine Kalibrierung über lange Zeiträume beibehält, reduziert das Risiko von Automatisierungsprojekten erheblich, indem er eine wichtige Quelle potenzieller Prozessabweichungen eliminiert und den autonomen Betrieb des Systems mit minimalem menschlichen Eingriff ermöglicht.
| Technologie | Funktionsprinzip | Eignung für nicht-newtonsche Flüssigkeiten | Hochtemperatur-/Hochdruckfähigkeit | Korrosionsbeständigkeit | Vibrationsfestigkeit | Wartung/Kalibrierung |
| Schwingungs-/Resonanz | Misst die Flüssigkeitsdämpfung an einem schwingenden Element (Gabel, Resonator). | Ausgezeichnet (hohe Scherung, reproduzierbare Messwerte). | Hoch (bis zu 300°C, 500 bar). | Ausgezeichnet (alle medienberührenden Teile aus Edelstahl 316L). | Ausgezeichnet (ausgewogenes Resonatordesign). | Gering (keine beweglichen Teile, minimale Verschmutzung). |
| Rotation | Misst das Drehmoment, das zum Drehen einer Spindel in der Flüssigkeit erforderlich ist. | Ausgezeichnet (liefert eine vollständige Durchflusskurve unter Laborbedingungen). | Mittel bis hoch (variiert je nach Modell). | Gut (erfordert spezielle Spindelmaterialien). | Schlecht (sehr empfindlich gegenüber äußeren Vibrationen). | Hoch (häufige Reinigung, bewegliche Teile). |
| Kapillar-/Differenzdruck | Misst den Druckabfall in einem festen Rohr bei konstanter Durchflussrate. | Begrenzt (ergibt eine einzige mittlere Newtonsche Viskosität). | Mittel bis hoch (erfordert Temperaturstabilität). | Gut (hängt vom Material der Kapillare ab). | Mäßig (durchflussabhängig, erfordert einen stabilen Durchfluss). | Hoch (erfordert Reinigung, neigt zu Verstopfungen). |
| Fallendes Element | Misst die Zeit, die ein Element benötigt, um durch die Flüssigkeit zu fallen. | Begrenzt (ergibt eine einzige mittlere Newtonsche Viskosität). | Mittel bis hoch (abhängig vom Material). | Gut (hängt vom Material des Bauteils ab). | Mäßig (anfällig für Vibrationen). | Mittel (bewegliche Teile, erfordert Neukalibrierung). |
2.4 Optimale Sensorplatzierung für genaue Daten
Die Positionierung des Viskosimeters ist ebenso wichtig wie die Technologie selbst. Eine korrekte Platzierung gewährleistet, dass die erfassten Daten den Prozesszustand repräsentativ abbilden. Es empfiehlt sich, den Sensor an einer Stelle zu platzieren, an der die Flüssigkeit homogen ist und das Sensorelement stets vollständig eingetaucht ist. Hochpunkte in der Rohrleitung, an denen sich Luftblasen ansammeln können, sollten vermieden werden, da eingeschlossene Luft die Messungen beeinträchtigen kann, insbesondere bei …VibrationsviskosimeterEbenso sollte die Installation in Bereichen mit Stagnation, in denen die Flüssigkeit nicht in ständiger Bewegung ist, vermieden werden, um Ablagerungen am Sensor zu verhindern. Eine gute Strategie ist es, den Sensor in einem Rohrabschnitt mit stabiler und gleichmäßiger Strömung zu platzieren, beispielsweise in einem Steigrohr oder einem Bereich mit konstanter Durchflussrate, um dem Steuerungssystem die zuverlässigsten Daten zu liefern.
III.Nahtlose SPS/DCS-Integration über RS485
Der erfolgreiche Einsatz einesOnline-ViskosimeterEs basiert auf der nahtlosen Integration in die bestehende Anlagensteuerungsinfrastruktur. Die Wahl des Kommunikationsprotokolls und der physikalischen Schicht ist eine strategische Entscheidung, die Zuverlässigkeit, Kosten und Kompatibilität mit bestehenden Systemen in Einklang bringt.
3.1 Systemarchitektur – Überblick
Die Standardarchitektur für industrielle Steuerungssysteme in dieser Anwendung basiert auf einer Master-Slave-Beziehung. Die zentrale SPS oder das Prozessleitsystem (DCS) der Anlage fungiert als „Master“ und initiiert die Kommunikation mit dem Viskosimeter, das als „Slave“ arbeitet. Das Slave-Gerät bleibt inaktiv, bis es vom Master abgefragt wird und die angeforderten Daten übermittelt. Dieses Eins-zu-Viele-Kommunikationsmodell verhindert Datenkollisionen und vereinfacht die Netzwerkverwaltung.
3.2 Die RS485-Kommunikationsschnittstelle
Die RS485-Kommunikationsschnittstelle ist ein robuster und weit verbreiteter Standard für die industrielle Automatisierung, insbesondere für Anwendungen, die eine Kommunikation über große Entfernungen und mehrere Punkte erfordern.
Technische Vorzüge:
Fern- und MehrfachanrufeRS485 unterstützt Datenübertragungen über Entfernungen von bis zu 2000 Metern und eignet sich daher ideal für weitläufige Industrieanlagen. Ein einzelner Bus kann bis zu 30 Geräte anschließen, eine Anzahl, die sich durch den Einsatz von Repeatern auf einen 24/7-Betrieb erweitern lässt. Dies reduziert die Kosten und Komplexität der Verkabelungsinfrastruktur erheblich.
Störfestigkeit:RS485 nutzt ein symmetrisches, differenzielles Signalübertragungsverfahren über ein verdrilltes Adernpaar. Diese Bauweise bietet eine hervorragende Immunität gegen elektromagnetische Störungen (EMI) und andere elektrische Störungen, die in Produktionsanlagen mit großen Motoren und Antrieben häufig auftreten.


3.3 Überbrückung der SPS/DCS-Lücke
RS485 ist nicht nur eine technische Präferenz, sondern eine strategische Geschäftsentscheidung, die den Einstieg in die Prozessautomatisierung deutlich erleichtert. Dank seiner Fähigkeit, große Entfernungen zu überbrücken und Störungen zu vermeiden, eignet es sich ideal für industrielle Umgebungen, in denen diese Faktoren wichtiger sind als die reine Übertragungsgeschwindigkeit.
IV. Theoretische Herleitung der modellbasierten adaptiven Regelung
Dieser Abschnitt liefert die solide intellektuelle Grundlage für eine Kontrollstrategie, die in der Lage ist, die komplexe, nichtlineare Dynamik von Kosmetikflüssigkeiten zu bewältigen.
4.1 Die Notwendigkeit einer fortschrittlichen Steuerung
Herkömmliche PID-Regler (Proportional-Integral-Differential-Regler) basieren auf linearen Prozessmodellen und sind daher ungeeignet, das nichtlineare, zeitabhängige und von variablen Stoffeigenschaften abhängige Verhalten nicht-newtonscher Fluide zu simulieren. Ein PID-Regler reagiert reaktiv; er wartet auf eine Abweichung vom Sollwert, bevor er Korrekturmaßnahmen ergreift. Bei Prozessen mit langer Ansprechdynamik, wie beispielsweise großen Mischtanks oder Eindickern, kann dies zu langsamer Fehlerkorrektur, Schwingungen oder einem Überschwingen der Zielviskosität führen. Darüber hinaus erfordern externe Störungen, wie Temperaturschwankungen oder Variationen in der Zusammensetzung der zugeführten Rohstoffe, eine ständige manuelle Nachjustierung des PID-Reglers, was zu Prozessinstabilität und Ineffizienz führt.
4.2 Rheologische Modellierung zur Steuerung
Die Grundlage einer erfolgreichen Kontrollstrategie für nicht-Newtonsche Fluide ist ein genaues und prädiktives mathematisches Modell ihres Verhaltens.
4.2.1 Konstitutive Modellierung (Ableitung von Grundprinzipien):
Das Herschel-Bulkley-Modell ist eine leistungsstarke Materialgleichung zur Beschreibung des rheologischen Verhaltens von Flüssigkeiten, die sowohl Fließgrenze als auch strukturviskose oder strukturviskose Eigenschaften aufweisen. Das Modell setzt die Scherspannung (τ) mithilfe von drei Schlüsselparametern in Beziehung zur Schergeschwindigkeit (γ˙):
τ=τγ+K(γ˙)n
τγ (Fließgrenze): Die minimale Scherspannung, die überschritten werden muss, damit die Flüssigkeit zu fließen beginnt.
K (Konsistenzindex): Ein Parameter analog zur Viskosität, der den Fließwiderstand des Fluids darstellt.
n (Fließverhaltensindex): Ein entscheidender Parameter, der das Verhalten des Fluids definiert: n<1 für scherverdünnend (pseudoplastisch), n>1 für scherverdickend (dilatant) und n=1 für ein Bingham-Plastik.
Dieses Modell bietet einen mathematischen Rahmen für einen Regler, um vorherzusagen, wie sich die scheinbare Viskosität einer Flüssigkeit unter variierenden Scherraten innerhalb des Prozesses ändert, von einer Mischregion mit niedriger Scherung bis hin zur Umgebung mit hoher Scherung in einer Pumpe.
4.2.2 Datengetriebene Modellierung:
Neben physikalischen Modellen kann auch ein datengetriebener Ansatz verwendet werden, um ein Prozessmodell zu erstellen, das aus den Echtzeitdaten des Online-Viskosimeters lernt. Dies ist besonders nützlich für komplexe Formulierungen, bei denen die Ableitung eines präzisen physikalischen Modells schwierig ist. Ein datengetriebenes Modell kann Sensorparameter adaptiv in Echtzeit anpassen und optimieren, um externe Faktoren wie Änderungen der Ölzusammensetzung oder Temperaturschwankungen zu berücksichtigen. Dieser Ansatz hat sich als erfolgreich erwiesen, um den mittleren absoluten Fehler der Viskositätsmessungen in einem engen Bereich zu halten und demonstriert damit hervorragende Leistung und Zuverlässigkeit.
4.3 Herleitung des adaptiven Regelungsgesetzes
Das Kernstück eines modellbasierten adaptiven Regelsystems ist seine Fähigkeit, kontinuierlich zu lernen und sich an veränderliche Prozessbedingungen anzupassen. Der Regler verwendet keine festen Parameter, sondern aktualisiert dynamisch sein internes Prozessmodell.
Kernprinzip:Ein adaptiver Regler schätzt oder aktualisiert die Parameter seines internen Modells kontinuierlich in Echtzeit auf Basis eingehender Sensordaten. Dadurch kann der Regler „lernen“ und Prozessschwankungen, die durch Rohstoffänderungen, Verschleiß der Anlagen oder Umweltveränderungen verursacht werden, kompensieren.
Formulierung des Regelungsgesetzes:
Modellparameterbestimmung: Ein Parameterschätzer, häufig basierend auf einem rekursiven Kleinste-Quadrate-Algorithmus (RLS) mit adaptivem Vergessensfaktor, nutzt die Echtzeit-Sensordaten (Viskosität, Temperatur, Scherrate), um die Modellparameter, wie beispielsweise die K- und n-Werte des Herschel-Bulkley-Modells, kontinuierlich anzupassen. Dies ist die „adaptive“ Komponente.
Prädiktiver Regelungsalgorithmus:Das aktualisierte Prozessmodell dient anschließend zur Vorhersage des zukünftigen Fluidverhaltens. Ein modellprädiktiver Regelungsalgorithmus (MPC) ist hierfür ideal geeignet. MPC kann mehrere Stellgrößen (z. B. Verdickungsmittelzugabe und Pumpendrehzahl) gleichzeitig steuern, um mehrere Ausgangsgrößen (z. B. Viskosität und Temperatur) zu regeln. Dank seiner prädiktiven Natur berechnet MPC die präzisen Anpassungen, die erforderlich sind, um den Prozess auch bei längeren Verzögerungen im optimalen Bereich zu halten und sicherzustellen, dass sich das Fluid jederzeit innerhalb seines optimalen rheologischen Bereichs befindet.
Der Übergang von einfacher Regelung zu modellbasierter adaptiver Regelung stellt einen grundlegenden Wandel von reaktivem zu proaktivem Prozessmanagement dar. Ein herkömmlicher PID-Regler ist naturgemäß reaktiv und wartet auf das Auftreten eines Fehlers, bevor er eingreift. Bei Prozessen mit signifikanten Zeitverzögerungen erfolgt diese Reaktion oft zu spät, was zu Überschwingen und Schwingungen führt. Ein adaptiver Regler kann durch kontinuierliches Lernen des Prozessmodells vorhersagen, wie sich eine vorgelagerte Änderung – beispielsweise eine Variation in der Zusammensetzung eines Rohstoffs – auf die Viskosität des Endprodukts auswirkt, bevor die Abweichung signifikant wird. Dadurch kann das System proaktiv und gezielt Anpassungen vornehmen, sodass das Produkt den Spezifikationen entspricht und Ausschuss und Variabilität minimiert werden. Dies ist der Hauptgrund für die massiven Reduzierungen von Chargenvariabilität und Materialausschuss, die in erfolgreichen Implementierungen dokumentiert wurden.
V. Strategien für die praktische Umsetzung, Validierung und den Betrieb
Die letzte Phase eines Projekts ist die erfolgreiche Implementierung und das langfristige Management des integrierten Systems. Dies erfordert sorgfältige Planung und die Einhaltung bewährter Betriebspraktiken.
5.1 Bewährte Vorgehensweisen für die Bereitstellung
Die Integration von Online-Viskosimetern und adaptiver Regelung ist eine komplexe Aufgabe, die erfahrenen Systemintegratoren anvertraut werden sollte. Ein gut durchdachtes Front-End-Design ist entscheidend, da bis zu 80 % der Projektprobleme auf diese Phase zurückzuführen sind. Bei der Nachrüstung bestehender Steuerungssysteme kann ein qualifizierter Integrator das notwendige Fachwissen bereitstellen, um Kommunikationslücken zu schließen und eine reibungslose Migration zu gewährleisten. Darüber hinaus ist die korrekte Platzierung des Sensors von größter Bedeutung. Das Viskosimeter muss an einem Ort installiert werden, der frei von Luftblasen, Stagnationszonen und großen Partikeln ist, die die Messungen beeinträchtigen könnten.
5.2 Datenvalidierung und -abgleich
Damit ein Steuerungssystem zuverlässig ist, müssen die zugrunde liegenden Daten validiert und abgeglichen werden. Industriesensoren in rauen Umgebungen sind anfällig für Rauschen, Drift und Fehler. Ein Regelkreis, der sich blind auf Rohdaten von Sensoren verlässt, ist fehleranfällig und neigt zu kostspieligen Fehlern.
Datenvalidierung:Dieser Prozess beinhaltet die Aufbereitung der Rohsensordaten, um sicherzustellen, dass die Werte aussagekräftig sind und im erwarteten Bereich liegen. Einfache Methoden umfassen das Herausfiltern von Ausreißern und die Mittelwertbildung mehrerer Messungen über einen definierten Zeitraum, um das Rauschen zu reduzieren.
Grobe Fehlererkennung:Statistische Tests, wie beispielsweise der Chi-Quadrat-Test, können verwendet werden, um signifikante Fehler oder Sensorausfälle zu erkennen, indem der Wert der Zielfunktion mit einem kritischen Wert verglichen wird.
Datenabgleich:Dies ist eine fortschrittlichere Technik, die redundante Sensordaten und Prozessmodelle (z. B. Massenerhaltung) nutzt, um einen einzigen, statistisch validierten Datensatz zu erzeugen. Dieses Verfahren erhöht das Vertrauen in das System und bietet eine selbstlernende Schutzebene gegen kleinere Sensoranomalien und -ausfälle.
Die Implementierung einer Datenvalidierungsschicht ist keine optionale Funktion, sondern eine notwendige intellektuelle Komponente, die das gesamte Steuerungssystem robust und zuverlässig gegenüber Unregelmäßigkeiten in der realen Welt macht. Diese Schicht wandelt das System von einem einfachen Automatisierungswerkzeug in ein wirklich intelligentes, selbstüberwachendes System um, das die Produktqualität ohne ständige menschliche Aufsicht aufrechterhalten kann.
5.3 Langfristige Instandhaltung und Nachhaltigkeit
Der langfristige Erfolg eines Online-Viskosimetersystems hängt von einer klar definierten Wartungsstrategie ab.
Sensorwartung: Der Einsatz robuster Viskosimeterkonstruktionen ohne bewegliche Teile und korrosionsbeständiger Materialien wie Edelstahl 316L kann die Probleme der Verschmutzung deutlich verringern und die Wartungsroutinen vereinfachen.
Systemkalibrierung und -validierung:Regelmäßige Kalibrierung ist unerlässlich, um die langfristige Genauigkeit des Viskosimeters zu gewährleisten. Bei hochpräzisen Anwendungen sollte die Kalibrierung mit zertifizierten Viskositätsstandards planmäßig durchgeführt werden; bei weniger kritischen Anwendungen kann die Kalibrierungsfrequenz reduziert werden. Langzeitstabilitätsstudien belegen, dass einige Viskosimetertypen, wie z. B. Glaskapillar- oder Vibrationsviskosimeter, ihre Kalibrierung über Jahre beibehalten können, wodurch die Häufigkeit kostspieliger Kalibrierungen deutlich verringert wird.
AEine umsetzbare Lösung kann konkrete Vorteile bieten: eine signifikante Reduzierung der Chargenvariabilität und des Materialverbrauchs sowie einen Weg hin zu einer vollständig autonomen, intelligenten Fertigung.Start your opTimizatIonby contact Lonnmeter.
Veröffentlichungsdatum: 09.09.2025







