

Den moderne kosmetikindustri er karakteriseret ved komplekse formuleringer, der ofte omfatter ikke-newtonske væsker. De iboende reologiske egenskaber ved disse materialer, såsom forskydningsfortynding og thixotropi, præsenterer betydelige udfordringer for traditionelle produktionsmetoder, hvilket fører til inkonsistens fra batch til batch, højt råmaterialespild og operationel ineffektivitet i kritiske processer som pumpning og blanding. Konventionelle kvalitetskontrolmetoder, der er afhængige af reaktive, offline viskositetsmålinger, er fundamentalt utilstrækkelige til at registrere den dynamiske adfærd af disse væsker under produktionsforhold.

I. Reologi og væskedynamik i kosmetisk produktion
Produktion af kosmetik er en nuanceret proces, hvor væskens fysiske egenskaber er altafgørende. En dyb forståelse af disse egenskaber er en forudsætning for enhver meningsfuld diskussion om procesoptimering. Væskedynamikken i kosmetiske produkter styres ikke af simple sammenhænge, hvilket gør dem fundamentalt forskellige fra Newtonske væsker som vand.
1.1Viskositet og reologi
Viskositet er et mål for en væskes modstandsdygtighed over for påført belastning. For simple newtonske væsker er denne egenskab konstant og kan karakteriseres ved en enkelt værdi. Kosmetiske formuleringer er dog sjældent så ligetil. De fleste lotions, cremer og shampooer klassificeres som ikke-newtonske væsker, hvis modstand mod strømning ændrer sig med mængden af påført kraft (forskydning).
Reologi er den mere omfattende og essentielle disciplin for denne industri. Det er studiet af flow og deformation af væsker, geler og halvfaste stoffer. Et enkelt datapunkt er ikke tilstrækkeligt til at forudsige et produkts opførsel, når det pumpes, blandes og fyldes. Et produkts reologiske egenskaber påvirker direkte dets sensoriske egenskaber, langsigtede stabilitet i emballagen og funktionelle ydeevne. For eksempel dikterer viskositeten af en creme dens smørbarhed på huden, og konsistensen af en shampoo påvirker den mængde, en forbruger doserer fra flasken.
1.2Ikke-newtonske væsker og deres produktionsudfordringer
Kompleksiteten i kosmetikproduktion stammer fra de involverede væskers forskellige reologiske adfærd. Forståelse af disse adfærdsmønstre er nøglen til at håndtere de underliggende produktionsudfordringer.
Pseudoplasticitet (forskydningsfortynding):Dette er en tidsuafhængig egenskab, hvor en væskes tilsyneladende viskositet falder, når forskydningshastigheden stiger. Mange kosmetiske emulsioner og lotions udviser denne adfærd, hvilket er ønskeligt for produkter, der skal være tykke i hviletilstand, men blive smørbare eller flydende, når de påføres.
Thixotropi:Dette er en tidsafhængig forskydningsfortyndende egenskab. Thixotrope væsker, som visse geler og kolloidale suspensioner, bliver mindre viskøse, når de omrøres eller forskydes over tid, og det tager en fast mængde tid at vende tilbage til deres oprindelige, mere viskøse tilstand, når spændingen fjernes. Et klassisk eksempel er drypfri maling, som fortyndes under forskydning med en pensel, men hurtigt tykner på en lodret overflade for at forhindre, at malingen synker. Yoghurt og nogle shampooer udviser også denne egenskab.
Flydespændingsvæsker:Disse materialer opfører sig som et fast stof i hvile og begynder først at flyde, efter at en påført forskydningsspænding overstiger en kritisk værdi, kendt som flydegrænsen eller flydespændingen. Ketchup er et almindeligt eksempel. Inden for kosmetik opfattes produkter med en høj flydegrænse af forbrugerne som havende "mere volumen" og en følelse af højere kvalitet.
1.3 Den direkte indvirkning på proceseffektivitet
Den ikke-lineære opførsel af disse væsker har en dybtgående og ofte skadelig effekt på standardproduktionsoperationer.
1.3.1 Pumpeoperationer:
Centrifugalpumpers ydeevne, som er allestedsnærværende i fremstillingsindustrien, påvirkes betydeligt af væskens viskositet. En pumpetryk og volumetriske ydelse kan "nedsættes" betydeligt, når der pumpes højviskøse, ikke-newtonske væsker. Undersøgelser viser, at en stigning i faststofindholdet i en blanding kan føre til reduktioner i tryk og effektivitet på op til henholdsvis 60 % og 25 % for koncentrerede blandinger. Denne nedsættelse er ikke statisk; den høje forskydningshastighed inde i pumpen kan ændre væskens tilsyneladende viskositet, hvilket fører til uforudsigelig pumpeydelse og mangel på ensartet flow. Den høje modstand i viskøse væsker lægger også større radial belastning på lejer og forårsager problemer med mekaniske tætninger, hvilket øger risikoen for udstyrsfejl og vedligeholdelse.
1.3.2 Blanding og omrøring:
I en blandetank kan den høje viskositet af kosmetiske væsker dæmpe strømningsstrømmen fra blandehjulet alvorligt, hvilket koncentrerer forskydnings- og blandingsvirkningen til et lille område umiddelbart omkring pumpehjulets blad. Dette fører til betydeligt energispild og forhindrer hele batchen i at opnå homogenitet. For forskydningsfortyndende væsker forværres denne effekt, da væsken langt fra pumpehjulet oplever lave forskydningshastigheder og forbliver ved en høj viskositet, hvilket skaber "langsomt blandende øer" eller "pseudokaverne", der ikke homogeniseres ordentligt. Resultatet er en ujævn fordeling af komponenter og et inkonsistent slutprodukt.
Den traditionelle tilgang med manuel, offline måling af viskositet er fundamentalt utilstrækkelig til at håndtere disse kompleksiteter. Viskositeten af en ikke-newtonsk væske er ikke en enkelt værdi, men en funktion af forskydningshastigheden og i nogle tilfælde forskydningens varighed. De betingelser, hvorunder en laboratorieprøve måles (f.eks. i et bægerglas ved en specifik spindelhastighed og temperatur), afspejler ikke de dynamiske forskydningsforhold i et rør eller en blandetank. Derfor er en måling foretaget ved en fast forskydningshastighed og temperatur sandsynligvis irrelevant for væskens opførsel under en dynamisk proces. Når et produktionsteam er afhængig af manuelle kontroller med to timers intervaller, er de ikke kun for langsomme til at reagere på procesudsving i realtid, men baserer også deres beslutninger på en værdi, der muligvis ikke nøjagtigt repræsenterer væskens procestilstand. Denne afhængighed af mangelfulde, reaktive data skaber en årsagssammenhæng med dårlig kontrol og høj driftsvariabilitet, som er umulig at bryde uden en ny, proaktiv tilgang.

Kosmetisk blanding og blanding
II. Sensorvalg og hardwareimplementering i barske miljøer
At gå ud over manuelle metoder kræver valg af robuste, pålidelige online viskosimetre, der er i stand til at levere kontinuerlige data i realtid indefra processen.
2.1Online viskositetsmåling
Online viskosimetreUanset om de er installeret direkte i proceslinjen (inline) eller i et bypass-loop, giver de viskositetsmålinger i realtid døgnet rundt, hvilket muliggør konstant procesovervågning og -kontrol. Dette står i skarp kontrast til offline laboratoriemetoder, som i sagens natur er reaktive og kun kan give et øjebliksbillede af procestilstanden med diskrete intervaller. Evnen til at indhente pålidelige, kontinuerlige data fra produktionslinjen er en forudsætning for implementering af et automatiseret, lukket kredsløbsstyringssystem.
2.2 Vigtige krav til viskosimeter
Valget af viskometer til kosmetikproduktion skal styres af branchens unikke miljømæssige og driftsmæssige begrænsninger.
Miljømæssige og holdbarhedsmæssige begrænsninger:
Høj temperatur og tryk:Kosmetiske formuleringer kræver ofte opvarmning til en bestemt temperatur for at sikre korrekt blanding og emulgering. Den valgte sensor skal kunne fungere pålideligt ved temperaturer op til 300 °C og tryk op til 500 bar.
Korrosionsbestandighed:Mange kosmetiske ingredienser, herunder overfladeaktive stoffer og forskellige tilsætningsstoffer, kan være ætsende over tid. De våde dele af sensoren skal være fremstillet af meget holdbare, korrosionsbestandige materialer. 316L rustfrit stål er et standardvalg på grund af dets modstandsdygtighed i sådanne miljøer.
Immunitet over for vibrationer:Produktionsmiljøer er mekanisk støjende, da pumper, omrørere og andre maskiner producerer betydelige omgivende vibrationer. En sensors måleprincip skal være iboende immun over for disse vibrationer for at sikre dataintegritet.
2.3 Analyse af viskometerteknologier til procesintegration
Til robust online integration er visse teknologier mere egnede end andre.
Vibrations-/resonansviskosimetreDenne teknologi fungerer ved at måle væskens dæmpningseffekt på et vibrerende element, såsom en gaffel eller resonator, for at bestemme viskositeten. Dette princip tilbyder flere vigtige fordele til kosmetiske anvendelser. Disse sensorer har ingen bevægelige dele, hvilket minimerer behovet for vedligeholdelse og reducerer de samlede driftsomkostninger. Et velkonstrueret design, såsom en afbalanceret koaksial resonator, udligner aktivt reaktionsmomenter og er derfor fuldstændig ufølsomt over for monteringsforhold og eksterne vibrationer. Denne immunitet over for omgivende støj sikrer en stabil, repeterbar og reproducerbar måling, selv i turbulent strømning eller under høje forskydningsforhold. Disse sensorer kan også måle viskositet over et ekstremt bredt område, fra væsker med meget lav til meget høj viskositet, hvilket gør dem yderst alsidige til en varieret produktportefølje.
Rotations- og andre teknologier:Selvom rotationsviskosimetre er yderst effektive i laboratoriemiljøer til at generere fulde flowkurver, kan deres kompleksitet og tilstedeværelsen af bevægelige dele gøre dem udfordrende at vedligeholde i en inline industriel applikation. Andre typer, såsom den faldende element- eller kapillærtype, kan være egnede til specifikke applikationer, men har ofte begrænsninger i måling af ikke-newtonske væsker eller er følsomme over for temperatur- og flowudsving.
Pålideligheden af et automatiseret styresystem er direkte proportional med pålideligheden af dets sensorinput. Derfor er viskosimeterets langsigtede stabilitet og minimale kalibreringskrav ikke blot bekvemmelighedsfunktioner; de er grundlæggende krav til et levedygtigt og vedligeholdelsesfrit styresystem. Omkostningerne ved en sensor skal ikke blot ses som den indledende kapitaludgift, men som dens samlede ejeromkostninger (TCO), som inkluderer arbejdskraft og nedetid forbundet med vedligeholdelse og kalibrering. Data fra instrumenter som f.eks.kapillærviskosimetreviser, at deres kalibrering med korrekt håndtering og rengøring kan forblive stabil i et årti eller mere, hvilket demonstrerer, at langsigtet stabilitet er en opnåelig og kritisk egenskab ved procesinstrumentering. En sensor, der kan opretholde sin kalibrering i længere perioder, reducerer risikoen betydeligt ved automatiseringsprojektet ved at fjerne en væsentlig kilde til potentiel procesvariation og gøre det muligt for systemet at fungere autonomt med minimal menneskelig indgriben.
| Teknologi | Funktionsprincip | Egnethed til ikke-newtonske væsker | Højtemperatur-/trykkapacitet | Korrosionsbestandighed | Vibrationsimmunitet | Vedligeholdelse/Kalibrering |
| Vibrations-/resonansfaktor | Måler væskedæmpning på et vibrerende element (gaffel, resonator). | Fremragende (reproducerbar aflæsning med høj forskydning). | Høj (op til 300°C, 500 bar). | Fremragende (alle våde dele i 316L rustfrit stål). | Fremragende (balanceret resonatordesign). | Lav (ingen bevægelige dele, minimal tilsmudsning). |
| Rotations | Måler det drejningsmoment, der kræves for at rotere en spindel i væsken. | Fremragende (giver en fuld flowkurve i et laboratoriemiljø). | Moderat til høj (varierer afhængigt af modellen). | God (kræver specifikke spindelmaterialer). | Dårlig (meget følsom over for eksterne vibrationer). | Høj (hyppig rengøring, bevægelige dele). |
| Kapillært/Differenstryk | Måler trykfald over et fast rør ved en konstant flowhastighed. | Begrænset (giver en enkelt gennemsnitlig Newtonsk viskositet). | Moderat til høj (kræver temperaturstabilitet). | God (afhænger af kapillærrørets materiale). | Moderat (flowafhængig, kræver stabil flow). | Høj (kræver rengøring, tilbøjelig til tilstopning). |
| Faldende element | Måler den tid, det tager for et element at falde gennem væsken. | Begrænset (giver en enkelt gennemsnitlig Newtonsk viskositet). | Moderat til høj (afhænger af materialerne). | God (afhænger af elementets materiale). | Moderat (modtagelig for vibrationer). | Moderat (bevægelige dele, kræver omkalibrering). |
2.4 Optimal sensorplacering for nøjagtige data
Viskosimeterets fysiske placering er lige så kritisk som selve teknologien. Korrekt placering sikrer, at de indsamlede data er repræsentative for procestilstanden. Bedste praksis dikterer, at sensoren placeres et sted, hvor væsken er homogen, og hvor sensorelementet er helt nedsænket på alle tidspunkter. Høje punkter i rørledningen, hvor luftbobler kan ophobe sig, bør undgås, da indblandet luft kan forstyrre målingerne, især forvibrationsviskosimetreLigeledes bør installation i "stagnationszoner", hvor væsken ikke er i konstant bevægelse, undgås for at forhindre materialeaflejringer i at dannes på sensoren. En god strategi er at placere sensoren i en del af røret, hvor flowet er stabilt og ensartet, såsom et lodret stigrør eller et område med ensartet flowhastighed, for at give de mest pålidelige data til styresystemet.
Tredje.Problemfri PLC/DCS-integration via RS485
Den vellykkede udrulning af enonline viskometerer afhængig af problemfri integration i den eksisterende anlægsstyringsinfrastruktur. Valget af kommunikationsprotokol og fysisk lag er en strategisk beslutning, der balancerer pålidelighed, omkostninger og kompatibilitet med ældre systemer.
3.1 Oversigt over systemarkitektur
Standardarkitekturen for industristyring til denne applikation er et master-slave-forhold. Anlæggets centrale PLC eller DCS fungerer som "master" og initierer kommunikationen med viskosimeteret, der fungerer som "slave"-enheden. Slaveenheden forbliver "stille", indtil den forespørges af masteren, hvorefter den svarer med de anmodede data. Denne en-til-mange-kommunikationsmodel forhindrer datakollisioner og forenkler netværksadministrationen.
3.2 RS485-kommunikationsgrænsefladen
RS485-kommunikationsgrænsefladen er en robust og bredt anvendt standard til industriel automatisering, især til applikationer, der kræver langdistancekommunikation med flere punkter.
Tekniske fordele:
Langdistanceflyvning og multidropflyvningRS485 understøtter datatransmission over afstande på op til 2000 meter, hvilket gør den ideel til store industrianlæg. En enkelt bus kan forbinde op til 30 enheder, et antal der kan udvides til 24/7 ved hjælp af repeatere, hvilket reducerer omkostningerne og kompleksiteten af kabelinfrastrukturen betydeligt.
Støjimmunitet:RS485 anvender en balanceret, differentiel signaleringsmetode over et parsnoet kabel. Dette design giver enestående immunitet over for elektromagnetisk interferens (EMI) og anden elektrisk støj, hvilket er et almindeligt problem i et anlægsmiljø med store motorer og drev.


3.3 Udligning af PLC/DCS-kløften
RS485 er ikke blot en teknisk præference; det er en strategisk forretningsbeslutning, der sænker adgangsbarrieren til procesautomatisering betydeligt. Dens evne til at strække sig over lange afstande og modstå støj gør den ideel til industrielle miljøer, hvor disse faktorer er vigtigere end rå kommunikationshastighed.
IV. Teoretisk udledning af modelbaseret adaptiv kontrol
Dette afsnit giver det grundige intellektuelle grundlag for en kontrolstrategi, der er i stand til at håndtere den komplekse, ikke-lineære dynamik i kosmetiske væsker.
4.1 Behovet for avanceret kontrol
Traditionelle proportional-integral-derivative (PID) regulatorer er baseret på lineære modeller af en proces og er dårligt rustet til at håndtere de ikke-lineære, tidsafhængige og variable egenskaber hos ikke-newtonske væsker. En PID-regulator er reaktiv; den venter på, at der opstår en afvigelse fra sætpunktet, før den begynder at foretage korrigerende handlinger. For en proces med lang responsdynamik, såsom en stor blandetank eller et fortykningsmiddel, kan dette føre til langsom fejlkorrektion, oscillationer eller overskridelse af den ønskede viskositet. Desuden vil eksterne forstyrrelser, såsom temperaturudsving eller variationer i den indgående råmaterialesammensætning, nødvendiggøre konstant manuel justering af PID-regulatoren, hvilket fører til processtabilitet og ineffektivitet.
4.2 Reologisk modellering til kontrol
Fundamentet for en vellykket kontrolstrategi for ikke-newtonske væsker er en nøjagtig og prædiktiv matematisk model af deres adfærd.
4.2.1 Konstitutiv modellering (første principper):
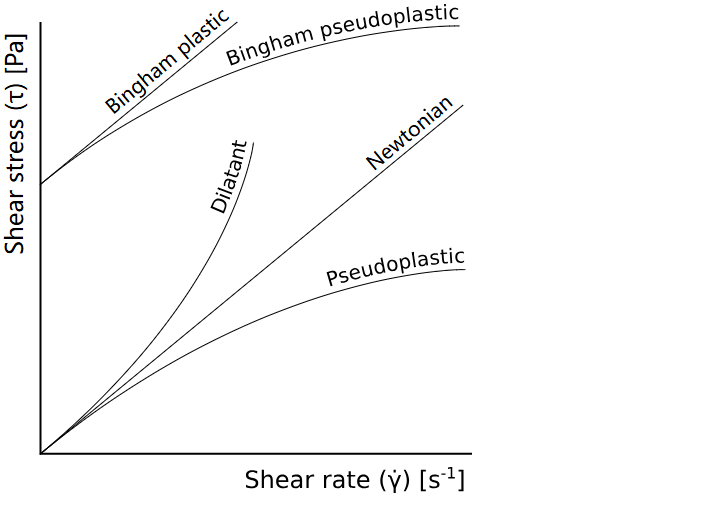
Herschel-Bulkley-modellen er en effektiv konstitutiv ligning, der bruges til at beskrive den reologiske adfærd af væsker, der udviser både flydespænding og forskydningsfortyndende eller forskydningsfortykkelsende egenskaber. Modellen relaterer forskydningsspænding (τ) til forskydningshastighed (γ˙) ved hjælp af tre nøgleparametre:
τ=τγ+K(γ˙)n
τγ (flydespænding): Den minimale forskydningsspænding, der skal overskrides for at væsken kan begynde at strømme.
K (Konsistensindeks): En parameter analog med viskositet, der repræsenterer væskens strømningsmodstand.
n (Flow Behavior Index): En afgørende parameter, der definerer væskens adfærd: n<1 for forskydningsfortynding (pseudoplastisk), n>1 for forskydningsfortykkelse (dilatant) og n=1 for en Bingham-plast.
Denne model giver en matematisk ramme for en regulator til at forudsige, hvordan en væskes tilsyneladende viskositet vil ændre sig under varierende forskydningshastigheder i processen, fra et blandingsområde med lav forskydning til et miljø med høj forskydning i en pumpe.
4.2.2 Datadrevet modellering:
Ud over førsteprincipmodeller kan en datadrevet tilgang bruges til at opbygge en procesmodel, der lærer af de realtidsdata, der leveres af online-viskosimeteret. Dette er især nyttigt til komplekse formuleringer, hvor en præcis førsteprincipmodel er vanskelig at udlede. En datadrevet model kan adaptivt justere og optimere sensorparametre i realtid for at tage højde for eksterne faktorer som ændringer i oliesammensætning eller temperaturudsving. Denne tilgang har vist sig at kunne kontrollere den gennemsnitlige absolutte fejl i viskositetsmålinger inden for et snævert område, hvilket demonstrerer fremragende ydeevne og pålidelighed.
4.3 Afledning af adaptiv kontrollov
Kernen i et modelbaseret adaptivt styresystem er dets evne til løbende at lære og tilpasse sig skiftende procesforhold. Styringen er ikke afhængig af faste parametre, men opdaterer dynamisk sin interne model af processen.
Kerneprincip:En adaptiv regulator estimerer eller opdaterer løbende parametrene i sin interne model i realtid baseret på indgående sensordata. Dette gør det muligt for regulatoren at "lære" og kompensere for procesvariationer forårsaget af ændringer i råmaterialer, slid på udstyr eller miljømæssige ændringer.
Formulering af kontrollovgivning:
Modelparameterestimering: En parameterestimator, ofte baseret på en rekursiv mindste kvadraters (RLS) algoritme med en adaptiv glemmefaktor, bruger realtidssensordata (viskositet, temperatur, forskydningshastighed) til løbende at justere modelparametrene, såsom K- og n-værdierne i Herschel-Bulkley-modellen. Dette er den "adaptive" komponent.
Prædiktiv kontrolalgoritme:Den opdaterede procesmodel bruges derefter til at forudsige væskens fremtidige adfærd. En Model Predictive Control (MPC)-algoritme er en ideel strategi til denne anvendelse. MPC kan håndtere flere manipulerede variabler (f.eks. tilsætningshastighed for fortykningsmiddel og pumpehastighed) samtidigt for at styre flere outputvariabler (f.eks. viskositet og temperatur). MPC's prædiktive natur gør det muligt at beregne de præcise justeringer, der er nødvendige for at holde processen på sporet, selv med lange tidsforsinkelser, hvilket sikrer, at væsken forbliver inden for sit optimale reologiske "vindue" til enhver tid.
Overgangen fra simpel feedbackstyring til modelbaseret adaptiv styring repræsenterer et fundamentalt skift fra reaktiv til proaktiv processtyring. En traditionel PID-regulator er i sagens natur reaktiv og venter på, at der opstår en fejl, før den handler. For en proces med betydelige tidsforsinkelser er denne reaktion ofte for sen, hvilket fører til overskridelser og svingninger. En adaptiv regulator kan, ved løbende at lære procesmodellen, forudsige, hvordan en ændring opstrøms - såsom en variation i et råmateriales sammensætning - vil påvirke slutproduktets viskositet, før afvigelsen bliver betydelig. Dette gør det muligt for systemet at foretage proaktive, beregnede justeringer, hvilket sikrer, at produktet forbliver i overensstemmelse med specifikationerne og minimerer spild og variation. Dette er den primære drivkraft for de massive reduktioner i batchvariabilitet og materialespild, der er dokumenteret i succesfulde implementeringer.
V. Praktisk implementering, validering og operationelle strategier
Den sidste fase af et projekt er den vellykkede implementering og langsigtede forvaltning af det integrerede system. Dette kræver omhyggelig planlægning og overholdelse af operationelle bedste praksisser.
5.1 Bedste praksis for implementering
Integrationen af online viskometri og adaptiv styring er en kompleks opgave, der bør overlades til erfarne systemintegratorer. Et veldefineret front-end design er afgørende, da op til 80 % af projektproblemer kan spores tilbage til denne fase. Ved eftermontering af ældre styresystemer kan en kvalificeret integrator tilbyde den nødvendige ekspertise til at bygge bro over kommunikationsgab og sikre en problemfri migrering. Derudover er korrekt sensorplacering altafgørende. Viskosimeteret skal installeres et sted fri for luftbobler, stagnationszoner og store partikler, der kan forstyrre målingerne.
5.2 Datavalidering og afstemning
For at et styresystem kan være troværdigt, skal de data, det er baseret på, valideres og afstemmes. Industrielle sensorer i barske miljøer er modtagelige for støj, drift og fejl. En kontrolløkke, der blindt stoler på rå sensordata, er skrøbelig og tilbøjelig til at lave dyre fejl.
Datavalidering:Denne proces involverer behandling af rå sensordata for at sikre, at værdierne er meningsfulde og inden for det forventede interval. Enkle metoder omfatter at filtrere outliers fra og tage gennemsnittet af flere målinger over en defineret tidsperiode for at reducere støj.
Detektion af grove fejl:Statistiske tests, såsom chi-kvadrat-testen, kan bruges til at detektere betydelige fejl eller sensorfejl ved at sammenligne værdien af objektivet med en kritisk værdi.
Dataafstemning:Dette er en mere avanceret teknik, der bruger redundante sensordata og procesmodeller (f.eks. massebevarelse) til at producere et enkelt, statistisk valideret datasæt. Denne proces øger tilliden til systemet og giver et selvbevidst lag af modstandsdygtighed over for mindre sensorafvigelser og -fejl.
Implementeringen af et datavalideringslag er ikke en valgfri funktion; det er en nødvendig intellektuel komponent, der gør hele kontrolsystemet robust og troværdigt i lyset af uoverensstemmelser i den virkelige verden. Dette lag transformerer systemet fra et simpelt automatiseringsværktøj til en virkelig intelligent, selvovervågende enhed, der kan opretholde produktkvaliteten uden konstant menneskelig overvågning.
5.3 Langsigtet vedligeholdelse og bæredygtighed
Den langsigtede succes af et online viskometrisystem afhænger af en veldefineret vedligeholdelsesstrategi.
Sensorvedligeholdelse: Brugen af robuste viskometerdesigns uden bevægelige dele og korrosionsbestandige materialer, såsom 316L rustfrit stål, kan i betydelig grad mindske udfordringerne med tilsmudsning og forenkle vedligeholdelsesrutiner.
Systemkalibrering og validering:Regelmæssig kalibrering er afgørende for at sikre viskosimeterets langsigtede nøjagtighed. Til højpræcisionsapplikationer bør kalibrering med certificerede viskositetsstandarder udføres regelmæssigt, men hyppigheden kan reduceres til mindre kritiske applikationer. Som det fremgår af langsigtede stabilitetsstudier, kan nogle viskosimetertyper, såsom glaskapillar- eller vibrationsviskosimetre, opretholde deres kalibrering i årevis, hvilket reducerer hyppigheden af dyre kalibreringshændelser betydeligt.
AEn brugbar løsning kan give håndgribelige fordele: en betydelig reduktion i variation fra batch til batch og materialespild samt en vej mod fuldt autonom, intelligent produktion.Start your opTimizationby contaktt Lønnmeter.
Opslagstidspunkt: 9. september 2025







