

Съвременната индустрия за производство на козметика се характеризира със сложни формули, често съдържащи ненютонови флуиди. Присъщите реологични поведения на тези материали, като например изтъняване при срязване и тиксотропия, представляват значителни предизвикателства пред традиционните производствени методологии, което води до несъответствие между партидите, големи загуби на суровини и оперативна неефективност в критични процеси като изпомпване и смесване. Конвенционалните методи за контрол на качеството, които разчитат на реактивни измервания на вискозитета извън линията, са фундаментално неадекватни за улавяне на динамичното поведение на тези флуиди в производствени условия.

I. Реология и флуидна динамика в козметичното производство
Производството на козметика е нюансиран процес, при който физичните свойства на флуида са от първостепенно значение. Дълбокото разбиране на тези свойства е предпоставка за всяка смислена дискусия относно оптимизацията на процесите. Динамиката на флуидите на козметичните продукти не се управлява от прости зависимости, което ги прави коренно различни от Нютоновите флуиди като водата.
1.1Вискозитет и реология
Вискозитетът е мярка за съпротивлението на течността на приложено напрежение. За прости Нютонови течности това свойство е постоянно и може да се характеризира с една единствена стойност. Козметичните формули обаче рядко са толкова ясни. Повечето лосиони, кремове и шампоани се класифицират като ненютонови течности, чието съпротивление на потока се променя с количеството приложена сила (срязване).
Реологията е по-всеобхватната и важна дисциплина за тази индустрия. Тя изучава потока и деформацията на течности, гелове и полутвърди вещества. Една единствена точка от данни е недостатъчна, за да се предскаже поведението на даден продукт, докато се изпомпва, смесва и пълни. Реологичните характеристики на даден продукт пряко влияят върху неговите сензорни свойства, дългосрочната стабилност в опаковката и функционалните му характеристики. Например, вискозитетът на крема определя неговата разнасяемост върху кожата, а консистенцията на шампоана влияе върху количеството, което потребителят дозира от бутилката.
1.2Ненютонови флуиди и предизвикателства при тяхното производство
Сложността на производството на козметика произтича от разнообразните реологични поведения на използваните течности. Разбирането на тези поведения е ключово за справяне с основните производствени предизвикателства.
Псевдопластичност (изтъняване при срязване):Това е свойство, независимо от времето, при което видимият вискозитет на течността намалява с увеличаване на скоростта на срязване. Много козметични емулсии и лосиони проявяват това поведение, което е желателно за продукти, които трябва да са гъсти в покой, но да станат мазаеми или течливи при нанасяне.
Тиксотропия:Това е свойство на разреждане при срязване, зависещо от времето. Тиксотропните течности, като някои гелове и колоидални суспензии, стават по-малко вискозни при разклащане или срязване с течение на времето и им е необходимо фиксирано време, за да се върнат в първоначалното си, по-вискозно състояние, когато напрежението се премахне. Класически пример е некапещата боя, която се разрежда под срязване на четка, но бързо се сгъстява върху вертикална повърхност, за да предотврати свличане. Киселото мляко и някои шампоани също демонстрират това свойство.
Флуиди за измерване на границата на текучест материал:Тези материали се държат като твърдо вещество в покой и започват да текат едва след като приложеното напрежение на срязване надвиши критична стойност, известна като граница на провлачване или граница на провлачване. Кетчупът е често срещан пример. В козметиката продуктите с висока граница на провлачване се възприемат от потребителите като имащи „повече обем“ и усещане за по-високо качество.
1.3 Прякото въздействие върху ефективността на процесите
Нелинейното поведение на тези флуиди има дълбок и често пагубен ефект върху стандартните производствени операции.
1.3.1 Помпени операции:
Производителността на центробежните помпи, които са повсеместни в производството, е значително повлияна от вискозитета на флуида. Напорът и обемният дебит на помпата могат да бъдат значително „намалени“ при изпомпване на високовискозни, ненютонови флуиди. Проучванията показват, че увеличаването на съдържанието на твърди вещества в сместа може да доведе до намаляване на напора и ефективността съответно до 60% и 25% за концентрирани смеси. Това намаляване не е статично; високата скорост на срязване вътре в помпата може да промени видимия вискозитет на флуида, което води до непредсказуема работа на помпата и липса на постоянен поток. Високото съпротивление на вискозните течности също така оказва по-голямо радиално натоварване върху лагерите и причинява проблеми с механичните уплътнения, увеличавайки риска от повреда на оборудването и поддръжката му.
1.3.2 Разбъркване и разбъркване:
В смесителен резервоар, високият вискозитет на козметичните течности може силно да намали потока от смесителното работно колело, концентрирайки срязващото и смесително действие в малка област непосредствено около лопатката на работното колело. Това води до значителни загуби на енергия и пречи на цялата партида да постигне хомогенност. При течностите, разреждащи сместа при срязване, този ефект се изостря, тъй като течността, далеч от работното колело, изпитва ниски скорости на срязване и остава с висок вискозитет, създавайки „острови на бавно смесване“ или „псевдо-пещери“, които не са правилно хомогенизирани. Резултатът е неравномерно разпределение на компонентите и непоследователен краен продукт.
Традиционният подход за ръчно, офлайн измерване на вискозитета е фундаментално неадекватен за справяне с тези сложни процеси. Вискозитетът на ненютонова течност не е единична стойност, а е функция на скоростта на срязване и в някои случаи на продължителността на срязване. Условията, при които се измерва лабораторна проба (напр. в чаша при определена скорост и температура на шпиндела), не отразяват динамичните условия на срязване в тръба или смесителен резервоар. Следователно, измерване, направено при фиксирана скорост на срязване и температура, вероятно е без значение за поведението на течността по време на динамичен процес. Когато производственият екип разчита на ръчни проверки на всеки два часа, той не само е твърде бавен, за да реагира на колебанията в процеса в реално време, но и основава решенията си на стойност, която може да не представлява точно състоянието на течността в процеса. Тази зависимост от погрешни, реактивни данни създава причинно-следствена връзка на лош контрол и висока оперативна вариабилност, която е невъзможно да се прекъсне без нов, проактивен подход.

Смесване и блендиране на козметични продукти
II. Избор на сензор и хардуерна имплементация в тежки условия
Преминаването отвъд ръчните методи изисква избор на надеждни онлайн вискозиметри, способни да предоставят непрекъснати данни в реално време от самия процес.
2.1Онлайн вискозиметрия
Онлайн вискозиметри, независимо дали са инсталирани директно в технологичната линия (вградени) или в байпасен контур, осигуряват измервания на вискозитета в реално време 24/7, което позволява постоянно наблюдение и контрол на процеса. Това е в рязък контраст с офлайн лабораторните методи, които по своята същност са реактивни и могат да предоставят само моментна снимка на състоянието на процеса на дискретни интервали. Възможността за получаване на надеждни, непрекъснати данни от производствената линия е предпоставка за внедряване на автоматизирана система за управление със затворен контур.
2.2 Основни изисквания към вискозиметъра
Изборът на вискозиметър за производство на козметика трябва да се ръководи от уникалните екологични и оперативни ограничения на индустрията.
Ограничения, свързани с околната среда и издръжливостта:
Висока температура и налягане:Козметичните формули често изискват нагряване до определена температура, за да се осигури правилно смесване и емулгиране. Избраният сензор трябва да може да работи надеждно при температури до 300 °C и налягане до 500 бара.
Устойчивост на корозия:Много козметични съставки, включително повърхностноактивни вещества и различни добавки, могат да бъдат корозивни с течение на времето. Мокрите части на сензора трябва да бъдат изработени от високоиздръжливи, устойчиви на корозия материали. Неръждаемата стомана 316L е стандартен избор заради своята устойчивост в такива среди.
Устойчивост на вибрации:Производствените среди са механично шумни, като помпи, бъркалки и други машини произвеждат значителни вибрации в околната среда. Принципът на измерване на сензора трябва да бъде по своята същност имунизиран срещу тези вибрации, за да се гарантира целостта на данните.
2.3 Анализ на вискозиметричните технологии за интеграция на процеси
За стабилна онлайн интеграция, някои технологии са по-подходящи от други.
Вибрационни/резонансни вискозиметриТази технология работи чрез измерване на демпфиращия ефект на флуида върху вибриращ елемент, като например вилка или резонатор, за да определи вискозитета. Този принцип предлага няколко ключови предимства за козметични приложения. Тези сензори нямат движещи се части, което минимизира необходимостта от поддръжка и намалява общите експлоатационни разходи. Добре проектираният дизайн, като например балансиран коаксиален резонатор, активно елиминира реакционните моменти и следователно е напълно нечувствителен към условията на монтаж и външните вибрации. Тази имунизация срещу околния шум осигурява стабилно, повтаряемо и възпроизводимо измерване, дори при турбулентен поток или при условия на високо срязване. Тези сензори могат също така да измерват вискозитета в изключително широк диапазон, от флуиди с много нисък до много висок вискозитет, което ги прави изключително гъвкави за разнообразно продуктово портфолио.
Ротационни и други технологии:Въпреки че ротационните вискозиметри са високоефективни в лабораторни условия за генериране на криви на пълен поток, тяхната сложност и наличието на движещи се части могат да затруднят поддръжката им в индустриално приложение. Други видове, като например падащ елемент или капилярен тип, може да са подходящи за специфични приложения, но често срещат ограничения при измерване на ненютонови флуиди или са чувствителни към температурни и дебитни колебания.
Надеждността на автоматизирана система за управление е пряко пропорционална на надеждността на входните данни от нейния сензор. Следователно, дългосрочната стабилност и минималните изисквания за калибриране на вискозиметъра не са просто удобни характеристики; те са основни изисквания за жизнеспособна и лесна за поддръжка система за управление. Цената на един сензор трябва да се разглежда не само като първоначален капиталов разход, но и като обща цена на притежание (TCO), която включва труда и времето за престой, свързани с поддръжката и калибрирането. Данни от инструменти катокапилярни вискозиметрипоказват, че при правилно боравене и почистване, калибрирането им може да остане стабилно в продължение на десетилетие или повече, което демонстрира, че дългосрочната стабилност е постижим и критичен атрибут на процесната апаратура. Сензор, който може да поддържа калибрирането си за продължителни периоди, значително намалява риска от проекта за автоматизация, като премахва основен източник на потенциални вариации в процеса и позволява на системата да работи автономно с минимална човешка намеса.
| Технология | Принцип на действие | Подходящ за ненютонови флуиди | Възможност за висока температура/налягане | Устойчивост на корозия | Устойчивост на вибрации | Поддръжка/Калибриране |
| Вибрационен/Резонансен | Измерва затихването на флуида върху вибриращ елемент (вилка, резонатор). | Отлично (високо срязване, възпроизводимо отчитане). | Висока (до 300°C, 500 бара). | Отлично (всички омокрени части от неръждаема стомана 316L). | Отличен (балансиран дизайн на резонатора). | Ниско (без движещи се части, минимално замърсяване). |
| Ротационен | Измерва въртящия момент, необходим за завъртане на шпиндел във флуида. | Отличен (осигурява пълна крива на потока в лабораторни условия). | Умерено до високо (варира в зависимост от модела). | Добро (изисква специфични материали за шпиндела). | Слабо (силно чувствително към външни вибрации). | Високо (често почистване, движещи се части). |
| Капилярно/диференциално налягане | Измерва пада на налягането във фиксирана тръба при постоянен дебит. | Ограничен (дава единична средна Нютонова вискозност). | Умерено до високо (изисква температурна стабилност). | Добро (зависи от материала на капиляра). | Умерен (зависим от потока, изисква стабилен поток). | Високо (изисква почистване, податливо на запушване). |
| Падащ елемент | Измерва времето, за което даден елемент преминава през флуида. | Ограничен (дава единична средна Нютонова вискозност). | Умерено до високо (зависи от материалите). | Добро (зависи от материала на елемента). | Умерено (податливо на вибрации). | Умерено (движещи се части, изисква повторно калибриране). |
2.4 Оптимално разположение на сензорите за точни данни
Физическото разположение на вискозиметъра е също толкова важно, колкото и самата технология. Правилното разположение гарантира, че събраните данни са представителни за състоянието на процеса. Най-добрите практики изискват сензорът да се постави на място, където флуидът е хомогенен и където сензорният елемент е напълно потопен през цялото време. Трябва да се избягват високи точки в тръбопровода, където могат да се натрупат въздушни мехурчета, тъй като увлеченият въздух може да наруши измерванията, особено за...вибрационни вискозиметриПо подобен начин, инсталирането в „зони на застой“, където флуидът не е в постоянно движение, трябва да се избягва, за да се предотврати образуването на отлагания върху сензора. Добра стратегия е сензорът да се постави в участък от тръбата, където потокът е стабилен и постоянен, като например вертикален щранг или зона с постоянен дебит, за да се осигурят най-надеждните данни за системата за управление.
III.Безпроблемна PLC/DCS интеграция чрез RS485
Успешното внедряване наонлайн вискозиметърразчита на безпроблемната си интеграция в съществуващата инфраструктура за управление на инсталацията. Изборът на комуникационен протокол и физически слой е стратегическо решение, което балансира надеждността, цената и съвместимостта със съществуващите системи.
3.1 Преглед на системната архитектура
Стандартната архитектура на индустриалното управление за това приложение е връзка „главен-подчинен“. Централният PLC или DCS на завода действа като „главен“, инициирайки комуникация с вискозиметъра, който функционира като „подчинено“ устройство. Подчиненото устройство остава „тихо“, докато не бъде запитано от главното устройство, след което отговаря с исканите данни. Този модел на комуникация „един към много“ предотвратява колизии на данни и опростява управлението на мрежата.
3.2 Комуникационен интерфейс RS485
Комуникационният интерфейс RS485 е надежден и широко възприет стандарт за индустриална автоматизация, особено за приложения, изискващи комуникация на дълги разстояния и между множество точки.
Технически предимства:
Дълги разстояния и многократно паданеRS485 поддържа предаване на данни на разстояния до 2000 метра, което го прави идеален за големи промишлени съоръжения. Една шина може да свърже до 30 устройства, като броят им може да бъде разширен до 24/7 с помощта на ретранслатори, което значително намалява разходите и сложността на кабелната инфраструктура.
Шумоустойчивост:RS485 използва балансиран, диференциален подход за сигнализация по усукана двойка. Този дизайн осигурява изключителна устойчивост на електромагнитни смущения (EMI) и друг електрически шум, което е често срещан проблем в производствена среда с големи двигатели и задвижвания.


3.3 Преодоляване на разликата между PLC/DCS
RS485 не е просто техническо предпочитание; това е стратегическо бизнес решение, което значително намалява бариерата за навлизане в сферата на автоматизацията на процесите. Способността му да покрива дълги разстояния и да е устойчив на шум го прави идеален за индустриални среди, където тези фактори са по-важни от скоростта на комуникация.
IV. Теоретично извеждане на моделно-базирано адаптивно управление
Този раздел предоставя строгата интелектуална основа за стратегия за управление, способна да се справи със сложната, нелинейна динамика на козметичните течности.
4.1 Необходимостта от усъвършенстван контрол
Традиционните пропорционално-интегрално-деривативни (PID) контролери са базирани на линейни модели на процеса и са зле оборудвани за справяне с нелинейното, зависимо от времето и променливо-свойствено поведение на ненютонови флуиди. PID контролерът е реактивен; той изчаква отклонение от зададената точка, преди да започне да предприема коригиращи действия. За процес с дълга динамика на реакция, като например голям смесителен резервоар или сгъстител, това може да доведе до бавна корекция на грешки, трептения или превишаване на целевия вискозитет. Освен това, външни смущения, като температурни колебания или вариации в състава на входящите суровини, биха наложили постоянна ръчна пренастройка на PID контролера, което води до нестабилност и неефективност на процеса.
4.2 Реологично моделиране за контрол
Основата на успешната стратегия за управление на ненютонови флуиди е точен и предсказуем математически модел на тяхното поведение.
4.2.1 Конститутивно моделиране (първи принципи):
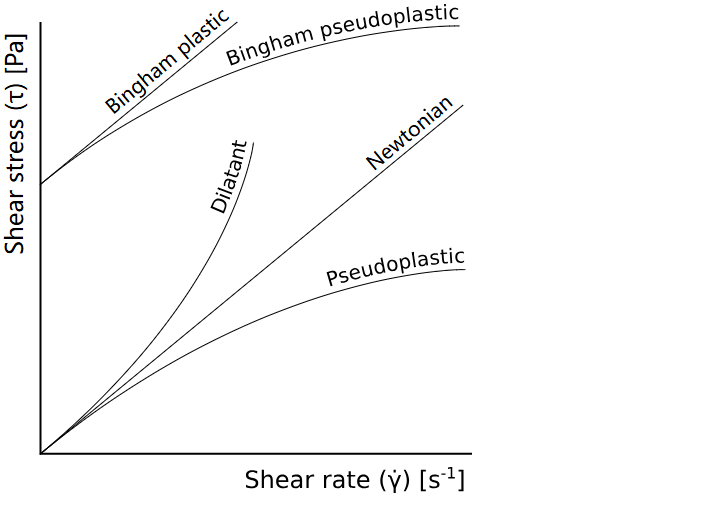
Моделът на Хершел-Бълкли е мощно конститутивно уравнение, използвано за описание на реологичното поведение на флуиди, които проявяват както граница на провлачване, така и характеристики на изтъняване или сгъстяване при срязване. Моделът свързва напрежението на срязване (τ) със скоростта на срязване (γ˙), използвайки три ключови параметъра:
τ=τγ+K(γ˙)n
τγ (напрежение на провлачване): Минималното напрежение на срязване, което трябва да бъде превишено, за да започне флуидът да тече.
K (Индекс на консистенция): Параметър, аналогичен на вискозитета, представляващ съпротивлението на флуида на потока.
n (Индекс на поведение на потока): Ключов параметър, който определя поведението на флуида: n<1 за изтъняване при срязване (псевдопластичност), n>1 за сгъстяване при срязване (дилатация) и n=1 за пластмаса на Бингам.
Този модел предоставя математическа рамка, която позволява на контролер да предскаже как ще се промени видимият вискозитет на флуида при различни скорости на срязване в рамките на процеса, от област на смесване с ниско срязване до среда с високо срязване на помпа.
4.2.2 Моделиране, основано на данни:
В допълнение към моделите, базирани на първи принципи, може да се използва подход, основан на данни, за изграждане на модел на процеса, който се учи от данните в реално време, предоставени от онлайн вискозиметъра. Това е особено полезно за сложни формулировки, където е трудно да се изведе точен модел, базиран на първи принципи. Моделът, базиран на данни, може адаптивно да настройва и оптимизира параметрите на сензорите в реално време, за да отчете външни фактори като промени в състава на маслото или температурни колебания. Доказано е, че този подход успешно контролира средната абсолютна грешка на измерванията на вискозитета в тесен диапазон, демонстрирайки отлична производителност и надеждност.
4.3 Извеждане на закона за адаптивно управление
Ядрото на адаптивната система за управление, базирана на модели, е способността ѝ непрекъснато да се учи и адаптира към променящите се условия на процеса. Контролерът не разчита на фиксирани параметри, а динамично актуализира вътрешния си модел на процеса.
Основен принцип:Адаптивният контролер непрекъснато оценява или актуализира параметрите на вътрешния си модел в реално време въз основа на входящите данни от сензорите. Това позволява на контролера да „учи“ и да компенсира вариациите в процеса, причинени от промени в суровините, износване на оборудването или промени в околната среда.
Формулиране на закона за управление:
Оценка на параметрите на модела: Параметричен оценител, често базиран на рекурсивен алгоритъм с най-малки квадрати (RLS) с адаптивен коефициент на забравяне, използва данните от сензорите в реално време (вискозитет, температура, скорост на срязване), за да настройва непрекъснато параметрите на модела, като например стойностите на K и n на модела на Хершел-Бълкли. Това е „адаптивният“ компонент.
Алгоритъм за прогнозно управление:Актуализираният модел на процеса след това се използва за прогнозиране на бъдещото поведение на флуида. Алгоритъмът за прогнозно управление на модела (MPC) е идеална стратегия за това приложение. MPC може да управлява едновременно множество манипулирани променливи (напр. скорост на добавяне на сгъстител и скорост на помпата), за да контролира множество изходни променливи (напр. вискозитет и температура). Предсказващият характер на MPC му позволява да изчислява точните корекции, необходими за поддържане на процеса в правилната посока, дори при дълги закъснения, като гарантира, че флуидът остава в оптималния си реологичен „прозорец“ по всяко време.
Преходът от просто управление с обратна връзка към адаптивно управление, базирано на модел, представлява фундаментална промяна от реактивно към проактивно управление на процесите. Традиционният PID контролер е по своята същност реактивен, чакайки да възникне грешка, преди да предприеме действия. За процес със значителни времеви закъснения тази реакция често е твърде късно, което води до превишаване на очакванията и колебания. Адаптивният контролер, чрез непрекъснато обучение на модела на процеса, може да предвиди как промяна нагоре по веригата – като например вариация в състава на суровината – ще повлияе на вискозитета на крайния продукт, преди отклонението да стане значително. Това позволява на системата да прави проактивни, изчислени корекции, като гарантира, че продуктът остава в съответствие със спецификациите и минимизира отпадъците и променливостта. Това е основният двигател за масивното намаляване на променливостта на партидите и отпадъците от материали, документирани при успешни внедрявания.
V. Практическо внедряване, валидиране и оперативни стратегии
Последната фаза на проекта е успешното внедряване и дългосрочно управление на интегрираната система. Това изисква щателно планиране и спазване на най-добрите оперативни практики.
5.1 Най-добри практики за внедряване
Интегрирането на онлайн вискозиметрията и адаптивното управление е сложна задача, която трябва да бъде поверена на опитни системни интегратори. Добре дефинираният дизайн на предния край е от решаващо значение, тъй като до 80% от проблемите в проекта могат да бъдат проследени до тази фаза. При модернизиране на стари системи за управление, квалифициран интегратор може да предостави необходимата експертиза за преодоляване на комуникационните пропуски и осигуряване на безпроблемна миграция. Освен това, правилното разположение на сензорите е от първостепенно значение. Вискозиметърът трябва да бъде инсталиран на място без въздушни мехурчета, зони на застой и големи частици, които биха могли да повлияят на измерванията.
5.2 Валидиране и съгласуване на данни
За да бъде една система за управление надеждна, данните, на които тя разчита, трябва да бъдат валидирани и съгласувани. Индустриалните сензори в тежки условия са податливи на шум, дрейф и грешки. Контролен контур, който сляпо се доверява на суровите данни от сензорите, е крехък и склонен да допуска скъпоструващи грешки.
Валидиране на данни:Този процес включва обработка на суровите данни от сензорите, за да се гарантира, че стойностите са значими и в очаквания диапазон. Простите методи включват филтриране на отклонения и осредняване на няколко измервания за определен период от време, за да се намали шумът.
Откриване на груби грешки:Статистически тестове, като например теста хи-квадрат, могат да се използват за откриване на значителни грешки или повреди на сензорите чрез сравняване на стойността на целевата функция с критична стойност.
Съгласуване на данни:Това е по-усъвършенствана техника, която използва излишни данни от сензори и модели на процеси (напр. запазване на масата), за да създаде единен, статистически валидиран набор от данни. Този процес повишава доверието в системата и осигурява самоосъзнаващ се слой на устойчивост към незначителни аномалии и повреди на сензорите.
Внедряването на слой за валидиране на данни не е опционална функция; това е необходим интелектуален компонент, който прави цялата система за управление стабилна и надеждна в условията на несъответствия в реалния свят. Този слой трансформира системата от прост инструмент за автоматизация в наистина интелигентен, самоконтролиращ се обект, който може да поддържа качеството на продукта без постоянен човешки надзор.
5.3 Дългосрочна поддръжка и устойчивост
Дългосрочният успех на онлайн вискозиметрична система зависи от добре дефинирана стратегия за поддръжка.
Поддръжка на сензори: Използването на здрави конструкции на вискозиметри без движещи се части и устойчиви на корозия материали, като например неръждаема стомана 316L, може значително да смекчи предизвикателствата, свързани със замърсяването, и да опрости процедурите по поддръжка.
Калибриране и валидиране на системата:Редовното калибриране е от съществено значение за осигуряване на дългосрочната точност на вискозиметъра. За приложения с висока прецизност калибрирането със сертифицирани стандарти за вискозитет трябва да се извършва по график, но честотата може да бъде намалена за по-малко критични приложения. Както се вижда от проучвания за дългосрочна стабилност, някои видове вискозиметри, като например стъклени капилярни или вибрационни вискозиметри, могат да поддържат калибрирането си в продължение на години, което значително намалява честотата на скъпите калибриращи събития.
AЕдно практично решение може да донесе осезаеми ползи: значително намаляване на променливостта между партидите и разхищението на материали, както и път към напълно автономно, интелигентно производство.Стаrt your opТимизатйонby мошениктактикаt Лоннметer.
Време на публикуване: 09 септември 2025 г.







